Ali A. Ibrahimov![]() | Subhan N. Namazov
| Subhan N. Namazov![]() | Jamil I. Safarov
| Jamil I. Safarov![]() | Fakhraddin V. Yusubov
| Fakhraddin V. Yusubov![]() | Rana M. Vakilova
| Rana M. Vakilova![]() | Ramil I. Hasanov*
| Ramil I. Hasanov*![]()
© 2024 The authors. This article is published by IIETA and is licensed under the CC BY 4.0 license (http://creativecommons.org/licenses/by/4.0/).
OPEN ACCESS
This study presents an innovative engineering process for extracting high-purity, silicon-free aluminum oxide from alunite ore using sulfurous acid. This method is distinct in its operation at lower temperatures and pressures, thus bypassing the need for high-pressure equipment, which typically increases production costs. The process flow has been optimized for efficiency, starting with alunite ore that is crushed and dewatered before treatment. When exposed to sulfurous acid, samples of alunite dehydrated at 823–858 K for two hours exhibit significantly improved solubility. Optimal dissolution conditions were identified as a temperature of 323 K, a solid-to-liquid ratio of 1:10, a maximum particle size of 2-3∙10⁻⁴ m, and a stirring time of 120 minutes. Under these conditions, the alunite dissolves fully, producing a filtrate containing aluminum salts, sodium and potassium sulfates, and divalent iron salts. The subsequent steps involve heating the filtrate to 373 K, recycling excess SO₂, and treating the solution with a NaOH solution. This reaction precipitates Fe(OH)₂ and Al(OH)₃. A s more alkali is introduced, aluminum hydroxide dissolves as Na[Al(OH)₄], while Fe(OH)₂ is filtered out. The Na[Al(OH)₄] is then hydrolyzed to yield high-purity Al(OH)₃, which decomposes to form Al₂O₃ with a notable yield of 92.39%. The process is environmentally friendly and waste-free: by-products, such as Na₂SO₄ and K₂SO₄, can be used in fertilizer production, and the residual sludge is suitable for construction material. Compared to conventional recycling methods that require costly solvents, this approach is economically viable and sustainable. Semi-industrial studies of this process are currently being conducted at the Ganja Aluminium Smelter to further assess its commercial feasibility.
aluminium oxide, aluminium hydroxide, leaching, sulfite acid, ore processing, chemical physics engineering
The strategic significance of aluminum is growing, particularly as the world moves towards sustainability. This necessitates continuous advancements in aluminum production technologies, often referred to as the 'green metal' of the future. Aluminum production involves highly intricate and expansive processes, extensively documented in global and Azerbaijani scientific research. Totten and MacKenzie [1] and Lumley [2] have comprehensively outlined the fundamentals of aluminum production processes in the literatures.
In Azerbaijan, the aluminum industry holds a significant position within the non-oil sector, driving research efforts into eco-economic and technological analyses. Safarov and Hasanov [3] have explored the current state and future prospects of the industry. Alongside primary aluminum production, there is considerable emphasis on processing essential raw materials for aluminum production. Safarov et al. [4] have conducted foundational scientific research on methods for obtaining aluminum oxide, contributing to the advancement of knowledge in this critical area.
In global practice, aluminum oxide (Al2O3), a crucial material for primary aluminum production, is predominantly obtained from bauxite ore. However, alunite represents another type of raw material utilized for this purpose, with this technological method notably employed in Azerbaijan. From 1966 to 1997, the Ganja aluminium plant extracted aluminum oxide from alunite sourced from Dashkasan iron deposits, yielding 18.4 million tons of processed ore. This processing generated 2.1 million tons of aluminum oxide, 4.5 million tons of sulfuric acid, and 0.8 million tons of fertilizer [5, 6]. However, later on, due to technological obsolescence and economic viability concerns, production with alunite ceased, and the focus shifted solely to bauxite. Unlike alunite, bauxite is not locally available in Azerbaijan and must be imported into the country.
Currently, a primary objective of Azerbaijan's non-oil sector is to initiate aluminum production using local resources. The state has outlined several future projects to achieve this goal. Of particular significance is the project aimed at revitalizing production at the Zaylik Alunite mine, which has been dormant for an extended period, with subsequent production of clay-soil from alunite. This initiative holds key importance for advancing the aluminum industry [7]. Central to this strategy is the development of efficient production technologies adhering to modern standards, utilizing alunite as a primary raw material. The primary aim of this research is to innovate scientifically and technologically to establish such advancements from a theoretical and practical standpoint.
Alunite, rich in aluminum and sulfur, is found abundantly in Azerbaijan's geological formations and is increasingly viewed as a promising alternative to traditional bauxite. The sulphite processing method for alunite ore represents an innovative approach in Azerbaijan’s aluminum production strategy, aiming to efficiently extract aluminum oxide from this local resource. This study marks the first investigation of this method, targeting knowledge gaps related to the practical application of alunite processing. The objectives are to implement this project, revitalize dormant resources, and integrate them into the national aluminum supply chain. Continuous scientific and technological advancements are focused on enhancing the efficiency and sustainability of the sulphite method.
2.1 Theoretical foundation of the methodology
To produce aluminum oxide, alunite ore was initially crushed and ground, then treated with sulfite acid (H2SO3), which was prepared by passing SO2 through water to dissolve the aluminum content. The resulting solution was filtered, and the aluminum oxide was precipitated, dried, and analyzed for purity. The process was optimized to operate at lower temperatures and without the need for high pressure.
Due to the growing industrial demand for aluminum and its compounds, alongside the depletion of bauxite deposits, integrating alternative sources of raw materials into production has become a priority issue [8-10]. This demand could be met by utilizing industrially important aluminum-containing minerals such as alunite, kaolinite, nepheline, and other sources [11-13].
Although numerous alkaline, acid, and acid-base methods have been employed to process alunite ore, an optimal technological scheme has yet to be developed and implemented [14-16]. Thus, there is a pressing need to enhance existing technologies and develop new ones. The academic literature documents various methods for processing alunitized rock, which can be categorized into three main groups: alkaline, mixed, and acid methods [17-19]. One of the significant challenges in aluminum production is the high cost of alkali [20, 21].
Processing one mole of alunite requires 12 moles of sodium or potassium alkali. In the proposed method for producing aluminum oxide, alunite ore is treated with sulfurous acid (H2SO3) to obtain aluminum oxide. Sulfurous acid is prepared by passing SO2 through water, making it more cost-effective than other acids such as sulfuric acid. SO2 can be sourced from the decomposition of part of the alunite, the combustion of sulfide ores during processing, and other sources. In the existing literature, there are numerous studies on the treatment of aluminum-containing minerals such as nepheline and kaolinite using aluminum sulfite acid [22-24]. However, the sulfite method for processing alunite has not yet been explored. Some researchers have investigated the use of sulfur dioxide to process nepheline concentrate aiming to produce pure alumina, but without achieving a clean separation of aluminum oxide from the solution [25-27].
Options for nepheline processing have been proposed, involving both closed and open methods, each requiring additional operations to purify alumina due to the formation of silicon dioxide gel, which poses economic challenges. Although high purity of aluminum oxide has been achieved using cationic membranes to remove silica, the method remains impractical on an industrial scale due to high energy costs [28]. These issues are not encountered in the proposed work. At optimal firing temperatures for alunite, silicon dioxide remains in the form of quartz and does not dissolve in acidic environments [29, 30]. The sulfite method for processing kaolin-type clays was initially described in the article by Adeoyee et al. [31], involving calcination of clay at 700℃ followed by treatment with SO2 in multiple reactors using reverse flow principles. The process precipitates aluminum and iron hydrosulfite salts from the filtrate through evaporation [32].
Subsequently, aluminum hydrosulfite is hydrolyzed under high pressure (5-6 bars) and temperature (150-160℃) to separate iron, a process later proposed to be conducted in three series-connected autoclaves at 40 bars pressure, significantly complicating the technological process. Kuranga et al. [33] conducted a basic technological scheme involves calcining kaolin at 750℃, treating it with sulfite acid in an autoclave at 600℃ under 10-11 bars pressure for 17 hours, achieving a maximum alumina yield of 80%. The second autoclave further decomposes hydrosols at 140-160℃ and 2-3 atm pressure before employing the Bayer method for final alumina purification. This multi-stage process under high pressure is lengthy and yields relatively small amounts of alumina. In contrast, the primary objective of the proposed work is to process alunite ore, an aluminum-containing raw material, using sulfite acid to produce silicon-free aluminum oxide at lower temperatures, without pressure, and with higher yield. The research aims to introduce a new, more efficient technological scheme for this purpose.
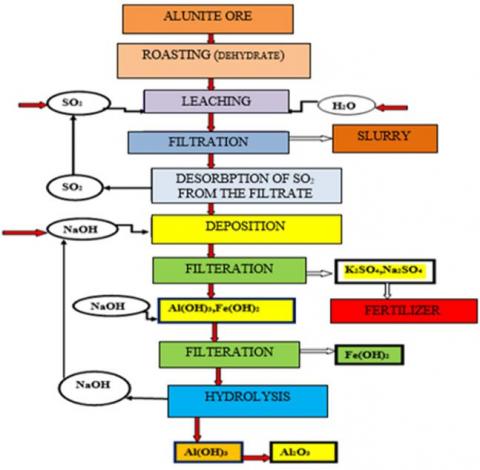
Figure 1 depicts the process of aluminum oxide production from alunite and introduces an innovative foundational technological approach designed to achieve this objective. This method involves crushing alunite ore to a specified particle size, followed by dehydration and mineral breakdown at controlled temperatures to enable complete dissolution of alunite in sulfurous acid. After dissolution, the residue is filtered, and quartz-rich precipitates are separated. Economically and environmentally beneficial, unreacted SO₂ is recycled to the process's start. The filtrate is neutralized, causing iron and aluminum hydroxides to precipitate, which are then filtered out. The precipitate undergoes further alkali treatment to obtain an aluminate solution, which is hydrolyzed to produce Al(OH)₃ and subsequently roasted to yield Al₂O₃. The remaining filtrate contains potassium and sodium salts, which are valuable for charcoal production and other uses.
Figure 1. Aluminum oxide extraction from alunite
The research detailed a process utilizing sulfite acid (H2SO3) to extract aluminum oxide from alunite ore, incorporating crushing, leaching, filtration, precipitation, and drying steps that were optimized to enhance efficiency and sustainability.
Samples utilized in this study were collected from the Ganja Alumina Refinery in Azerbaijan and comprised average samples from the Zaylik deposit, exhibiting a 50% degree of alunitization. The ore's chemical composition was analyzed using Scanning Electron Microscopy (SEM). Table 1 and Table 2 show the composition of the raw ore by macro-components.
Table 1. Composition and mineralogy of alunite ore
|
Component |
Composition (mass %) |
Mineral |
Chemical Formula |
|
Na2O |
2.25 |
Alunite |
(NaK)2SO4*Al2(SO4)3*4Al(OH)3 |
|
K2O |
4.2 |
Quartz |
SiO2 |
|
Al2O3 |
25.52 |
Hematite |
Fe2O3 |
|
SiO2 |
34.93 |
Dickite |
Al2Si2O5(OH)4 |
|
SO3 |
22.91 |
|
|
|
Fe2O3 |
2.31 |
|
|
|
TiO2 |
0.27 |
|
|
Table 2. Composition analysis of alunite ore
|
Elements |
Mass (%) |
Atom (%) |
Compound (mass %) |
|
Na |
1.81 |
1.63 |
2.44 (Na2O) |
|
Al |
14.62 |
11.23 |
27.62 (Al2O3) |
|
Si |
17.67 |
13.04 |
37.80 (SiO2) |
|
S |
9.93 |
6.42 |
24.79 (SO3) |
|
K |
3.77 |
2.00 |
4.55 (K2O) |
|
Ti |
0.18 |
0.08 |
0.30 (TiO2) |
|
Fe |
1.95 |
0.72 |
2.51 (Fe2O3) |
|
O |
50.07 |
64.88 |
|
|
Total |
100.00 |
|
|
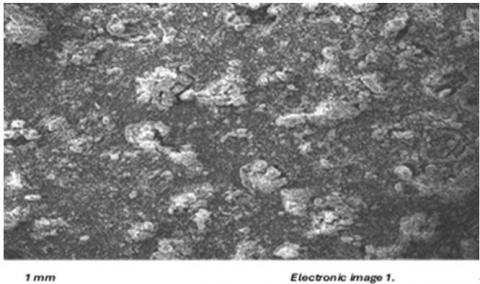
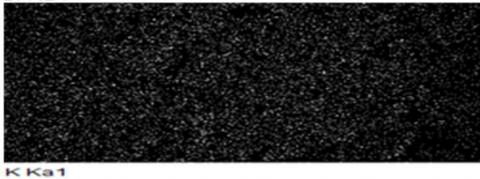
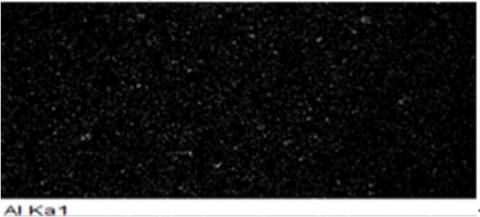
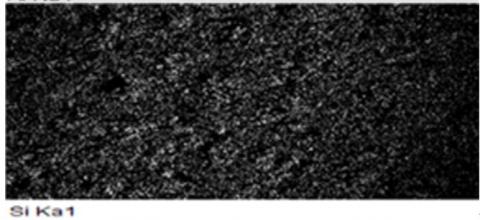
Figure 2 presents the findings from Structural Equation Modeling (SEM) analysis conducted on an alunite sample subjected to firing at 550℃.
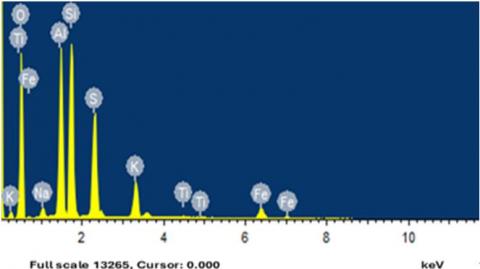
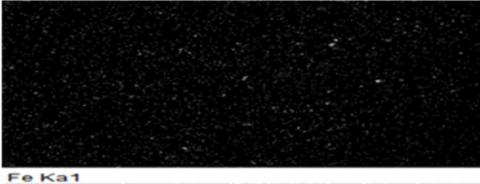
The SEM and EDX analyses (Figure 2 and Figure 3) reveal the elemental composition and surface morphology of the material, with prominent peaks for aluminum (Al), silicon (Si), potassium (K), and iron (Fe), which are consistent with the composition of alunite. The elemental maps suggest variations in the distribution of these elements, indicating potential chemical changes after treatment.
Figure 2. Electronic images of alunite samples annealed at 550℃
Figure 3. Electronic images of the residue left from sulfite acid treatment of alunite samples calcined at 550℃
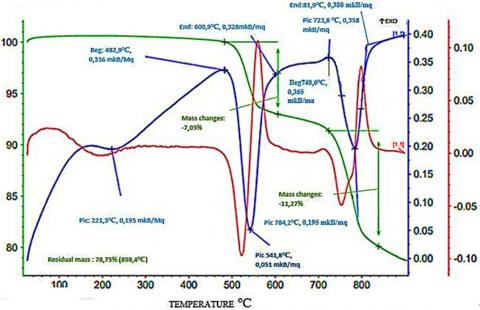
Table 3 presents the SEM analysis findings of the residue post-treatment with sulfite acid of an alunite sample that underwent calcination at 550℃. Due to its mineralogical properties, alunite ore is resistant to acid influence, necessitating the destruction of its crystal lattice through heating. When alunite ore samples heated to 450℃ interact with sulfite acid, satisfactory results are not achieved. Derivative analysis of the ore indicates that mass loss (destruction) commences at 489℃ and persists up to 600℃ (Figure 4). Therefore, prior to sulfite acid treatment, alunite ore samples were calcined for varying durations at temperatures ranging from 500 to 850℃.
Table 3. Elemental and compound composition
|
Elements |
Mass (%) |
Atom (%) |
Compound |
|
Na |
0.27 |
0.24 |
0.36 (Na2O) |
|
Al |
2.60 |
1.98 |
4.92 (Al2O3) |
|
Si |
41.36 |
30.25 |
88.49 (SiO2) |
|
S |
0.15 |
0.10 |
0.39 (SO3) |
|
K |
0.19 |
0.10 |
0.22 (K2O) |
|
Ti |
0.52 |
0.22 |
0.87 (TiO2) |
|
Fe |
3.70 |
1.36 |
4.76 (Fe2O3) |
|
O |
51.21 |
65.75 |
|
|
Total |
100.00 |
|
|
Figure 4. Derivategraphic analysis of a sample containing 50% alunite
Based on numerous experiments and literary sources [34]. It has been observed that when heating the mineral alunite in the temperature range of 480-600℃, only water is released:
(Na, K)2SO4•Al2(SO4)3•2Al2O3•6H2O → (Na,K)2 SO4 • Al2(SO4)3 +2Al2O3 +6H2O (1)
In the temperature range 780-850℃ the decomposition proceeds as follows:
(Na, K)2SO4•Al2(SO4)3•2Al2O3•6H2O → Na2SO4 + K2SO4 + 3Al2O3 +3SO3+6H2O (2)
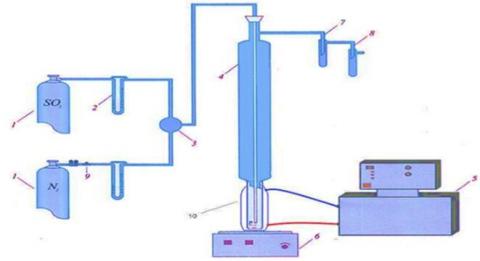
After calcination, the samples are transferred to the reactor (10), which comprises an inner and outer part with a working volume of 200 ml. The outer jacket is connected to a thermostat (5) to maintain a consistent process temperature. Hot water from the thermostat circulates through the jacket, evenly heating the inner flask. The reactor is positioned on a magnetic stirrer (6) and stirred continuously using a stir bar. The ratio of sample to water (S:L) was maintained at 1:2.5-30. Sulfur dioxide (SO2) is introduced from a cylinder (1) into the bottom of the reactor through a specialized tube over a period of 0.5-3 hours. A nitrogen cylinder regulates the flow rate of SO2 into the reactor, ensuring gas delivery at various concentrations. Experiments commence once the solution is saturated with SO2. Following reactor saturation, an iodine solution is introduced into a Drexel tube (7, 8). Any unabsorbed SO2 causes the iodine to lose its color, indicating the initiation of the interaction process between alunite and sulfuric acid. The flow rates of SO2 range from 50-100 ml/min, and the solution temperature varies between 22-90℃ (Figure 5).
Figure 5. Diagram of laboratory equipment for processing alunite ore with sulfite acid
1 - gas cylinders, 2 - rheometers, 3 - gas mixer, 4 - upper part of the reactor, 5 - thermostat, 6 - magnetic stirrer, 7, 8 - drexels, 9 - tap, 10 – reactor.
2.2 Experimental procedure
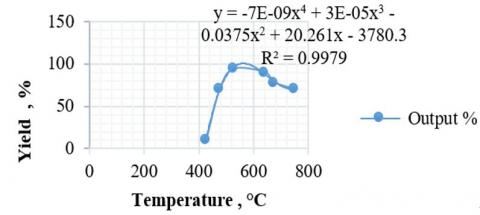
During the calcination process, alunite undergoes dehydration, resulting in a loss of 7.58% of the sample's mass. As the annealing temperature increases, sulfur dioxide (SO2) is released due to sulfate decomposition, and aluminum oxide transforms into a less soluble form, thereby reducing solubility. Experimental findings indicate that the alunite component of the ore dissolves more readily in solution when samples calcined at temperatures ranging from 500 to 585℃ are treated with sulfite acid (Figure 6); the optimal calcination temperature is determined to be 550℃.
Figure 6. Effect of ore roasting temperature on yield Al2O3 [S:L=10; t-220°C; V(SO2)= 50 ml/min]
The rate of alunite dissolution is determined by the mass of the residue remaining after its treatment with sulfite acid (by the loss of mass of the selected sample), as well as by X-ray phase analysis. Thus, after treatment of ore samples calcined at 550℃ with sulfitic acid, in X-ray phase analysis, the most intense peak belonging to the mineral alunite (d=2.971) disappears (Figure 7). The graph in Figure 8 demonstrates a strong negative linear relationship between particle size (mm) and output percentage, indicating that larger particle sizes lead to a decrease in output. To determine the effect of firing duration on the yield of aluminum oxide, a sample of the rock has been fired for different durations from 0.5 hours to 3 hours at 550℃. Figure 8 shows the results of these experiments depicted as a curve.
Figure 7. X-ray phase analysis of the burnt at 550℃ from an alunite sample
Figure 8. Effect of burning time at 550℃ to output Al2O3
Under the abovementioned conditions, the influence of rock particle sizes on the degree of recovery was studied. In this case, rocks of different fractional compositions have been used. Figure 9 illustrates the experimental results expressed as a curve.
The extraction of aluminum oxide largely depends on the size of the rock particles. Based on the curve, it can be concluded that when treating alunitized rock with sulfite acid, the particle sizes should not exceed 0.2-0.3 mm. The effect of temperature during stirring on the yield of Al₂O₃ was studied. Mixing was carried out for two hours at various temperatures ranging from 22 to 90℃, with the rock ground to 0.3 mm. As illustrated in Figure 10, the degree of Al₂O₃ extraction increases with rising solution temperature, from 22 to 50℃, reaching up to 94.1%, and then gradually decreases. This phenomenon can be explained by the fact that increasing temperature causes the decomposition of sulfite acid, reducing its concentration. Consequently, the amount of material that can dissolve within a given time decreases.
Figure 9. Influence of particle sizes of samples annealed at 550℃, to output Al2O3
Figure 10. Output Al2O3 alunite samples burnt at 550℃, depending on the solution processing temperature
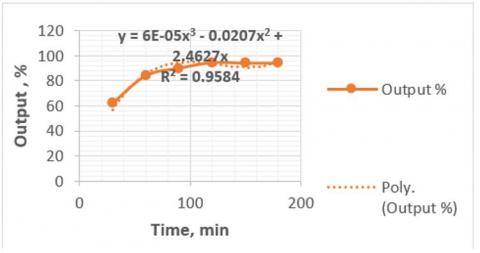
A study on the effect of mixing duration on the degree of oxide extraction when treating alunitized rocks with sulfite acid showed that, using a mechanical stirrer at a temperature of 50℃, the optimal results are achieved by stirring for 120 minutes, within a range of 30 to 180 minutes. Figure 11 shows the results obtained from the experiment.
Figure 11. Effect of time of sample treatment with sulfite acid on yield Al2O3
When processing samples annealed at 550℃, the sulfite acid derived from reaction (1) reacts with Al2O3 in the sample:
Al2O3 + 3H2SO3 → Al2(SO3)3 +3H2O (3)
Since SO2 served in excess, resulting in an acidic salt:
Al2(SO3)3 +3 H2SO3 → 2Al(HSO3)3 (4)
And the hematite in the ore reacts:
Fe2O3 + 3H2SO3 → Fe2(SO3)3 +3H2O (5)
However, in the presence of SO2, iron is reduced, leading to the following reactions:
Fe2(SO3)3 + H2O → 2FeSO3 + H2SO4 (6)
FeSO3 + H2SO3→Fe(HSO3)2 (7)
After determining the optimal conditions, samples of alunite residue calcined at 550℃, with a particle size of 0.2 mm and weighing 2.198 g, were mixed with water in a reactor having a working volume of 200 ml. The mixture was then subjected to 100% SO2 gas at a flow rate of 50 ml/min for 2 hours. During this process, the suspension was stirred using a magnetic stirrer, and the temperature was maintained at 50℃. Upon completion of the reaction, the mixture was filtered, and the resulting residue was dried in an oven. The final mass of the residue obtained was 1.13 g, indicating that 48.59% of the mass of the original ore had dissolved into the solution.
Considering the water lost during dehydration, the total losses accounted for 56.17%. Given that 50% of the ore content was alunite mineral, the remaining 6.17% reduction was attributed to hematite and other impurities present in the ore, indicating complete dissolution of the alunite portion. These findings were further supported by SEM analysis of samples annealed at 550℃ and treated with sulfite acid under the specified conditions. It was observed that SiO2 remained unchanged throughout the processing. From Table 3, it is evident that the amount of SiO2 increased by a factor of 2.53 compared to untreated alunite, indicating a proportional increase in the concentration of each component. By dividing the results from Table 2 by 2.53 to calculate the product yield relative to the feedstock, the component yields were as follows (%): Na2O-93.67, K2O-97.92, Al2O3-92.39, SO3-96.33, Fe2O3-18.36.
Although the mineral alunite completely transitioned into solution, the presence of Al2O3 in the residue was attributed to the presence of dickite mineral in the ore, which was poorly processed and did not dissolve aluminum into the solution. According to the technological scheme (Figure 1), after treating the calcined alunite samples with sulfite acid under optimal conditions, the suspension was filtered, and the filtrate was processed further. The remaining residue (sludge) could potentially be used as construction material or in other applications, thereby potentially reducing production costs.
The pH of the filtrate was measured at 1.23. The solution was heated to 100℃ and desorbed to recover SO2 for reuse in the process. The desorption process was halted when the pH of the solution reached 3.4 to precipitate basic aluminum salts, which are minimally soluble in both acids and bases, posing challenges for recycling. Fertilizers derived from sodium and potassium salts in the filtrate were obtained using specialized methods (subject to further research endeavors). After filtering the mixture, 250 ml of filtrate, which is the salts obtained as a result of reactions 3, 4, 7, is added with a 10% NaOH solution until pH 12-14 is reached. At this time, the following reactions occur:
Fe(HSO3)2 + 2NaOH → Fe(OH)2 + 2NaHSO3 (8)
Al(HSO3)3 + 3NaOH → Al(OH)3 +3NaHSO3 (9)
Al(OH)3 + 3NaOH → NaAl[OH]4 + H2O (10)
The solution is filtered, the precipitate Fe(OH)2 is separated. NaAl[OH]4 remaining in solution- hydrolyze by known methods [18] and precipitate Al(OH)3, filtered and separated.
NaAl[OH]4 → NaOH + Al(OH)3 (11)
Fe(OH)2 and Al(OH)3 were fired in a kiln at a temperature of 700℃ for 1 hour. The resulting masses were 0.058 g of FeO (2.65% yield) and 0.5159 g of Al2O3 (23.58% yield). Thus, considering that the amount of Al2O3 in the raw ore was 25.52%, the yield from the original sample was calculated to be 92.39%.
The analysis of alunite ore processing technologies indicates that the acid method is particularly advantageous for decomposing alunite ore with a high content of alkali-soluble silica in the waste rock. Alkaline methods typically require the addition of calcium compounds to bind the silica in the raw material, leading to increased material flows from the initial stages and generating large amounts of sodium-calcium-silicate by-products [35]. Acidic processing methods offer an alternative, facilitating silica separation early in the process without the need for additional binding reagentsayer process is widely used in producing aluminum oxide, but when silica (SiO₂) is not removed at the start, a desilication step is required, which is both lengthy and complex. However, a challenge with acid methods is that iron compounds in alunite form Fe³⁺ ions in solution. Precipitating these requires a pH range of 2.3–4.1, whereas Al³⁺ precipitates at 4–5.2; the closeness of these pH levels often leads to product contamination. Due to the SO₂-induced reducing environment, iron ions convert to Fe²⁺, allowing for precipitation of pure Al³⁺ at pH levels of 7.5–9.7 [36].
The prod offers several advantages over others:
1. SO₂ is inexpensive and readily available as a solvent for alunite processing.
2. Autoclaving and pressure are unnecessary during leaching and other stages.
3. Leaching occurs at a lower temperature.
4. The leaching process is faster.
5. Aluminum and iron ions are separated more efficiently.
The process utilizes complex enameling, recovering sulfur from sulfate by-products, while the remaining quartz-rich pulp is repurposed in construction and glass manufacturing. This method is patented in Azerbaijan, and semi-industrial preparations are underway at the Ganja production complex of "Azeraluminiy" Ltd., aiming to scale up alunite processing using the sulfite method.
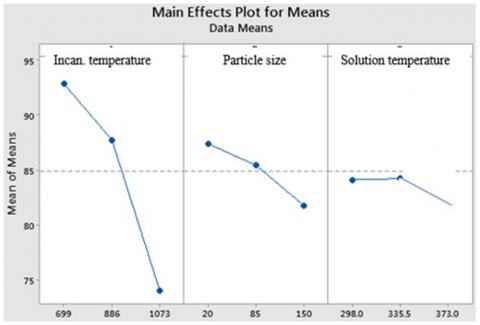
Based on the experimental results, a statistical mathematical model of the technological process was developed, and subsequently, the optimal operational mode was determined using this model. Figure 12 illustrates the dependency of alunite on various technological parameters such as temperature, particle size, and ore annealing conditions. It shows a significant decrease in yield as the size of annealed alunite particles decreases. Similar trends were observed with respect to particle size, where yields decrease notably within the range of 0.2-1.5 mm. Additionally, when annealed alunite samples were treated with sulfite acid, increasing the solution temperature from 298 K to 348 K resulted in a slight decrease in solution yield. Table 4 provides a summary of the levels and intervals of variation for these factors.
Figure 12. Dependence of dissolution of reddened alunite on process parameters (temperature, particle size and reddening temperature of ore)
Table 4. Variation intervals for key factors
|
Intervals of Factors |
Levels of Variation |
Intervals of Variation |
||
|
-1 |
0 |
+1 |
||
|
Annealing temperature, K |
699 |
886 |
1073 |
187 |
|
Particle size, mm |
0.2 |
0.85 |
1.5 |
0.65 |
|
Solution temperature,K |
298 |
348 |
398 |
50 |
According to the data in Table 4, a regression mathematical model of the alunite dissolution process was built using the Minitab program. The mathematical model was obtained as follows:
Youtput = 84,858+ 7,982∙Tinc.t(699) + 2,876∙ Tinc.t(886) – 10,858∙ Tinc.t(1073) +2,526 Ps(0,2) + 0,576 Ps(0,85) – 3,101 Ps(1,5) – 0,741Ts.t (298) -0,624Ts.t (348) + 1,366 Ts.t (398) (12)
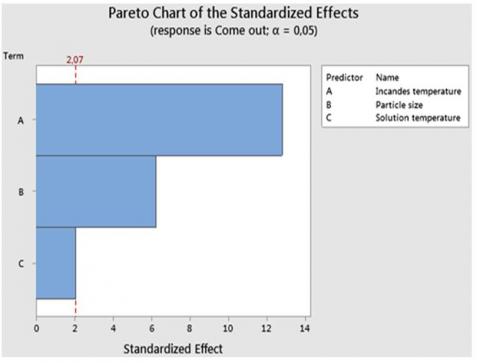
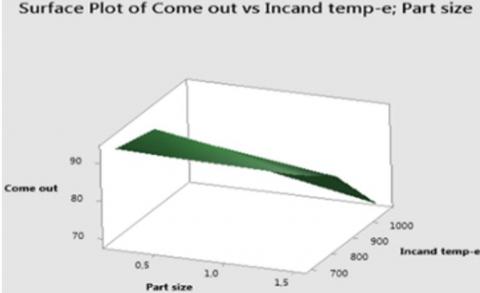
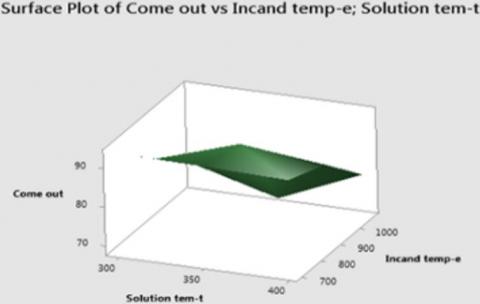
Figure 13 presents the Pareto diagram illustrating the influence of various process parameters. It is evident that among these parameters, the calcination temperature of alunite ore exerts the greatest influence, followed by particle size, with dissolution temperature having the least impact. Contours depicted in Figure 14 as well as three-dimensional space diagrams in Figure 15 further highlight the significant influence of ore calcination temperature, particle size, and solution temperature on the dissolution yield of alunite into solution. These findings are also corroborated by the mathematical model of the process [37, 38].
Figure 13. Pareto diagram of technological parameters
Figure 14. Contour plots of the effect of interrelated parameters (ore melting temperature, particle size, solution temperature) on dissolution
Figure 15. 3D diagrams of the influence of various parameters (particle size, ore melting temperature, solution temperature) on product yield
Thus, experiments conducted using the proposed technological scheme demonstrate that processing alunite ore using the sulfite method allows for the extraction of high-purity aluminum oxide with a significant yield.
Azerbaijan is recognized as a leading nation in the region's aluminum industry. With a 60-year history of procuring aluminum oxide and liquid aluminum, Azerbaijan has, over the past decade, established and advanced its modern aluminum sector. A key priority for the country is the development of a sustainable aluminum supply chain, adhering to global environmental standards, and fostering green aluminum production [39-41]. Given Azerbaijan’s abundant alunite reserves, establishing primary aluminum production using domestic resources offers significant eco-economic potential for the future.
The global demand for aluminum continues to rise rapidly, necessitating new sources of raw materials and advancements in processing technologies. Consequently, the development of innovative methods for alunite ore processing remains a relevant pursuit. To date, most approaches have relied on alkaline processes, which require highly diluted alkali to prevent precipitation of salts during treatment. However, this method results in significant industrial waste, creating economic and environmental challenges, and also necessitates a desilication stage. A major drawback of alkaline processes is the high cost of the alkali, which increases production expenses.
In contrast, treating alunite ore with sulfurous acid addresses these issues, as only water and SO₂ are required to dissolve dehydrated alunite, eliminating the need for costly alkali. Laboratory studies demonstrate that sulfurous acid can completely dissolve alunite mineral, potentially allowing for the bypassing of the costly and complex beneficiation stage in future applications. Since sulfurous acid does not react with quartz, the desilication step can be omitted. Laboratory findings suggest that this method could be more economically and environmentally sustainable if automated and developed into a continuous process. Future research should focus on advancing this direction. Through progressive studies on the proposed sulfurous acid-based technological scheme for processing dewatered alunite ore, there is strong potential for scaling up this method to semi-industrial and industrial levels.
[1] Totten, G.E., MacKenzie, D.S. (2003). Handbook of Aluminum: Physical Metallurgy and Processes (Vol. 1). CRC Press, USA.
[2] Lumley, R.N. (2011). Introduction to aluminium metallurgy. In Fundamentals of Aluminium Metallurgy, pp. 1-19. https://doi.org/10.1533/9780857090256.1
[3] Safarov, J., Hasanov, R. (2024). Green production management in the aluminum industry: A sustainable approach towards environmental performance. Journal of Eastern European and Central Asian Research, 11(1): 114-126. https://doi.org/10.15549/jeecar.v11i1.1415
[4] Safarov, J., Javadov, M., Asgarov, A. (2019). Aluminium, Part 1. Azerbaijan Technological University. (In Azerbaijani). http://web2.anl.az:81/read/page.php?bibid=665845&pno=1.
[5] Azeraluminium. (2023). Ganja clay soil production area (In Azerbaijani). https://azeraluminium.com/.
[6] Hasanov, R. (2023). Formation of the aluminum industry: On the representation of the world and Azerbaijan. Social Research Journal (In Azerbaijani). https://socialresearchjournal.az/index.php/2023/10/04/aluminium-senayesinin-formalasmasi-dunya-ve-azerbaycan-timsalinda/.
[7] ASK. (2021). "Azerbaijan Industrial Corporation" OJSC launched the project of alunite ore resource assessment (In Azerbaijani). https://ask.gov.az/kiv/detail/760.
[8] Hajjar, Z., Tayyebi, S., Ahmadi, M.H.E. (2018). Application of AI in chemical engineering. In Artificial Intelligence-Emerging Trends and Applications, pp. 399-415.
[9] Scarsella, A.A., Noack, S., Gasafi, E., Klett, C., Koschnick, A. (2016). Energy in alumina refining: Setting new limits. In Light Metals 2015, pp. 131-136. https://doi.org/10.1007/978-3-319-48248-4_24
[10] ElDeeb, A.B., Brichkin, V.N., Kurtenkov, R.V., Bormotov, I.S. (2019). Extraction of alumina from kaolin by a combination of pyro-and hydro-metallurgical processes. Applied Clay Science, 172: 146-154. https://doi.org/10.1016/j.clay.2019.03.008
[11] Alizadeh, S., Rad, M.M.S., Bazzazi, A.A. (2016). Alunite processing method selection using the AHP and TOPSIS approaches under fuzzy environment. International Journal of Mining Science and Technology, 26(6): 1017-1023. https://doi.org/10.1016/j.ijmst.2016.09.009
[12] Luo, M.J., Liu, C.L., Xue, J., Li, P., Yu, J.G. (2017). Leaching kinetics and mechanism of alunite from alunite tailings in highly concentrated KOH solution. Hydrometallurgy, 174: 10-20. https://doi.org/10.1016/j.hydromet.2017.09.008
[13] Gurevich, B.I., Kalinkina, E.V., Kalinkin, A.M. (2020). Binding properties of mechanically activated nepheline containing mining waste. Minerals, 10(1): 48. https://doi.org/10.3390/min10010048
[14] Vdovets, A.Z. (2020). Variability of alunite quartzite composition as a reflection of the characteristics of its genesis. Geology of Ore Deposits, 62(2): 138-162. https://doi.org/10.1134/S1075701520020063
[15] Luo, M.J., Liu, C.L., Jiang, Y.F., Xue, J., Li, P., Yu, J.G. (2017). Green recovery of potassium and aluminum elements from alunite tailings using gradient leaching process. Journal of Cleaner Production, 168(1): 1080-1090. https://doi.org/10.1016/j.jclepro.2017.09.090
[16] Geidarov, A.A., Alyshanly, G.I., Gulieva, A.A., Tagieva, L.T., Alieva, V.A. (2020). Kinetic laws of the dissolution of alunite from alunite ores with an alkali solution. Russian Metallurgy (Metally), 2020(9): 933-937. https://doi.org/10.1134/S0036029520090050
[17] Khamizov, R.K., Zaitsev, V.A., Gruzdeva, A.N. (2022). Features of the hydrosulfate method for processing alumina-containing raw materials in a closed reagent cycle. Applied Sciences, 12(21): 11057. https://doi.org/10.3390/app122111057
[18] Aliyev, F.Y., Sharifova, M.T., Alasgarov, I.A., Gasimov, I.Q., Taghiyev, R.M. (2019). Study of the conditions for the recovery of al (oh) 3 from the primary saltification of poor alunite with koh. Chemical Problems, 17(1).
[19] Heydarov, A.A., Alyshanly, G.I., Jabbarova, Z.A. (2021). Processing of Zaglik alunite ore by heap and tank leaching. Azerbaijan Chemical Journal, (2): 42-49. https://doi.org/10.32737/0005-2531-2021-2-42-49
[20] Liu, M.L., Wen, J.K., Tan, G.K., Liu, G.L., Wu, B. (2016). Experimental studies and pilot plant tests for acid leaching of low-grade copper oxide ores at the Tuwu Copper Mine. Hydrometallurgy, 165: 227-232. https://doi.org/10.1016/j.hydromet.2016.04.009
[21] Özacar, M., Sengil, I.A. (1999). Optimum conditions for leaching calcined alunite ore in strong NaOH. Canadian Metallurgical Quarterly, 38(4): 249-255. https://doi.org/10.1179/cmq.1999.38.4.249
[22] Unluer, A.T., Budakoglu, M., Doner, Z., Abdelnasser, A. (2023). The evolution of the REE-bearing özvatan nepheline syenite-carbonatite complex, Central Turkey: Mineralogical, geochemical, and stable isotopic approaches. Minerals, 13(5): 667. https://doi.org/10.3390/min13050667
[23] Valeev, D., Shoppert, A., Dogadkin, D., Romashova, T., Kuz'mina, T., Salazar-Concha, C. (2023). Extraction of Al and rare earth elements via high-pressure leaching of boehmite-kaolinite bauxite using NH4HSO4 and H2SO4. Hydrometallurgy, 215: 105994. https://doi.org/10.1016/j.hydromet.2022.105994
[24] Tantawy, M., Harzali, H., Alomari, A.A. (2023). Preparation of aluminum sulfate from Saudi kaolin by acid treatment and its application as a flocculant for surface water treatment. Egyptian Journal of Chemistry, 66(13): 1597-1608.
[25] Bagani, M., Balomenos, E., Panias, D. (2021). Nepheline syenite as an alternative source for aluminum production. Minerals, 11(7): 734. https://doi.org/10.3390/min11070734
[26] Akhmadiyeva, N., Gladyshev, S., Abdulvaliyev, R., Sukurov, B., Amanzholova, L. (2024). Selective extraction of potassium from raw nepheline materials. Heliyon, 10(8): e29461. https://doi.org/10.1016/j.heliyon.2024.e29461
[27] Vladimirovich, M.A., Mikhailovich, N.A. (2020). Perspectıve methods for the processıng of the kolsk nefelıne concentrate ın modern condıtıons. Proceedings of the Kola Scientific Centre of RAS, 11(3-4): 111-117. https://doi.org/10.37614/2307-5252.2020.3.4.024
[28] Suss, A.G., Damaskin, A.A., Senyuta, A.S., Panov, A.V., Smirnov, A.A. (2016). The influence of the mineral composition of low-grade aluminum ores on aluminium extraction by acid leaching. Light Metals 2014. Springer Cham, Singapore, pp. 105-109. https://doi.org/10.1007/978-3-319-48144-9_18
[29] Tunç, T., Apaydin, F., Yildiz, K. (2014). Structural alterations and thermal behaviour of mechanically activated alunite ore. Journal of Thermal Analysis and Calorimetry, 118: 883-889. https://doi.org/10.1007/s10973-014-3918-9
[30] Dobra, G., Iliev, S., Cotet, L., Boiangiu, A., Vasile, B.S., Neacsu, I.A., Nicoara, A.I., Surdu, V.A., Filipescu, L. (2020). Technical properties and uses of the aluminum hydroxide, dried, milled and classified. Journal of Applied Chemistry, 15: 10-22. https://doi.org/10.9790/5736-1506021022
[31] Adeoye, J.B., Omoleye, J.A., Ojewumi, M.E. (2018). Development of alum from kaolin deposit using response surface methodology. MOJ Bioorganic & Organic Chemistry, 2(3): 166-169. https://doi.org/10.15406/mojboc.2018.02.00075
[32] Lu, W., Chen, T.Y. (2014). The effect pH on purification of Fe in the preparation of high purity Al2O3 by Crystallization. In 2014 International Conference on Mechatronics, Electronic, Industrial and Control Engineering (MEIC-14), Shenyang, China, pp. 654-657. https://doi.org/10.2991/meic-14.2014.146
[33] Kuranga, I.A., Alafara, A.B., Halimah, F.B., Fausat, A.M., Mercy, O.B., Tripathy, B.C. (2018). Production and characterization of water treatment coagulant from locally sourced kaolin clays. Journal of Applied Sciences and Environmental Management, 22(1): 103-109. https://doi.org/10.4314/jasem.v22i1.19
[34] Taghiyev, E.I., Tagijev, E., Agajeva, L. (2019). Cost effective technology of alunite ore processing. International Journal of Chemistry, 11(1): 36-42. https://doi.org/10.5539/IJC.V11N1P36
[35] Matveev, V.A., Mayorov, D.V., Zakharov, K.V. (2024). Scientific and technological aspects of sulfuric acid methods for complex processing of nepheline. https://helion-ltd.ru/sulphuric-acid-processing/.
[36] FC (2024). Content. Free Chemistry. https://www.freechemistry.ru/mb/const/.
[37] Zhegera, K.V., Petuhova, N.A., Samigullina, E.A. (2022). Mathematical planning of the experiment in product design. In Proceedings of the 7th International Conference on Industrial Engineering (ICIE 2021), Sochi, Russia, pp. 712-720. https://doi.org/10.1007/978-3-030-85233-7_84
[38] Alfimova, N.I., Pirieva, S.Y., Levickaya, K.M., Kozhukhova, N.I. (2022). Optimization of parameters for the production of gypsum binders based on gypsum-containing waste. In International Scientific Conference on Innovations and Technologies in Construction, Belgorod, Russia, pp. 148-154. https://doi.org/10.1007/978-3-031-20459-3_19
[39] Hasanov, R.I. (2023). Green procurement and green transportation: The case of the aluminum industry. Green Economics, 1(2): 126-136.
[40] Hasanov, R.I., Safarli, A.J. (2023). New structural design for green supply chain management: The case of the aluminum industry. New Design Ideas, 7(2): 343-355.
[41] Hasanov, R.I. (2023). Towards a sustainable future in aluminium production: Environmental and economic benefits of revolutionary inert anode technology. Journal of Sustainability Science and Management, 18(10): 176-186. http://doi.org/10.46754/jssm.2023.10.012