Trismawati![]() | Darono Wikanaji
| Darono Wikanaji![]() | Ena Marlina
| Ena Marlina![]() | Singgih Dwi Prasetyo
| Singgih Dwi Prasetyo![]() | Watuhumalang Bhre Bangun | Zainal Arifin*
| Watuhumalang Bhre Bangun | Zainal Arifin*![]()
© 2024 The authors. This article is published by IIETA and is licensed under the CC BY 4.0 license (http://creativecommons.org/licenses/by/4.0/).
OPEN ACCESS
Bleaching is a process used to remove lignin from wood fibers, which contributes to their light brown-yellowing color. The brightness reversion of chemical pulp comes from the residual lignin left in the pulp. Pulp, a wood fiber, contains lignocellulose, extractive, and ash. In conventional ECF (Elementally Chlorine Free) bleaching, lignin degraded in cooking is removed before bleaching. Xylanase treatment is performed before O2 delignification and ECF bleaching to allow oxygen and bleach chemicals to penetrate the lignocellulose structure and peel off the lignin intact. This process must be done in the lignocellulose structure rather than the cellulose molecule to avoid cellulose degradation impacting product yield and fiber properties. This experiment involved 250 g of oven-dry, unbleached pulp. It involved ECF bleaching O-D-E-D stages, including oxygen delignification, Chlorine dioxide bleaching, and extraction with dilute NaOH solution in pressurized oxygen. The pulp was centrifuged between each step to remove liquor and displaced with water with a dilution factor of 3 kg. The standard method used was the SCAN method. The research results showed that higher brightness led to fewer yield losses. This phenomenon occurs due to the more significant amount of lignin removal. After bleaching, Eucalyptus Camaldulensis maintained a yield value of 80.22%, the highest result among the three samples tested. The soft matrix in Eucalyptus Camaldulensis can cover the S2 layer and protect the boundary pith, making it more readily dissolved by xylanase treatment than Acacia Mangium and Mixed Tropical Hardwood. Additionally, Eucalyptus Camaldulensis has larger pore sizes, vessels, and lumens, which enhance accessibility for xylanase enzymes and bleaching chemicals to reach the Lignin-Cellulose-Hemicellulose matrix compared to Acacia Mangium and Mixed Tropical Hardwood. Thus, Eucalyptus Camaldulensis demonstrates better performance in the bleaching process regarding lignin removal and the efficiency of enzyme and chemical usage.
xylanase, lignocellulose, lignin, brightness, physical properties, yield
Research concerning xylanase treatment before bleaching has often been done and discussed. In Pulp and Paper Technology, the primary purpose is to improve brightness achievement, and in the biofuel industry, the primary objective is to get alternative energy resources. This research is interchangeable for both purposes, and the findings can support each other.
The conventional ECF (Elementally Chlorine Free) process has several advantages, including enhanced efficiency and environmental impact. The first advantage is the reduction of harmful organic compounds in the pulp. The conventional ECF process requires significant energy and chemical input, reducing operational costs and environmental impact [1]. The specific use of xylanase in this process is crucial as it is a catalyst for improving the process. Xylanase can increase pulp quality, reduce destructive properties, and reduce the amount of lignin and cellulose in the pulp. Recent studies show that xylanase used in the ECF process can improve the physical and optical properties of pulp and reduce AOX (Adsorbable Organic Halides) in the pulp air, which is a crucial indicator of organochlorine content [2-4]. Therefore, xylanase used in the ECF process is an innovative approach that enhances process efficiency and reduces negative environmental impacts.
In some cases, two kinds of enzymes complement each other to gain the target finding. The lack of ability of one enzyme is covered and improved by the other [5, 6]. The study of hydrolysis of pretreated white straw using a combination of enzymes of Celluclast, GtXyn10A, and GtLPMO showed that the combination of Celluclast, GtXyn10A, and GtLPMO was able to increase the production of reducing sugar, the conversions of glucan to glucose and xylan to xylose. It is suggested that GtLPMO contributes to lignocellulose hydrolysis. These significantly improve the recovery of sugars from lignocellulose [6].
Seeking a natural resources candidate for the biofuel industry, a recombinant enzyme of xylanase and Xylosidase is used to convert hemicelluloses into xylose sugar. This research uses Xylosidase to effectively hydrolyze xylan into monomeric sugars, acting upon non-reducing ends of the hemicellulose fragment generated by xylanase enzyme action [7].
Enzymatic treatment of fiber pulp to facilitate any chemicals that go through the fiber matrix for the substances able to have better chemical reactions with the lignin-cellulose-hemicellulose (LCH) matrix, so the unwanted polymer (i.e., lignin or other) able to be removed from LCH complexes. Besides the LCH complexes that form a rigid, strong structure that primarily exists in the S2 layer of the fiber wall, the cellulose-hemicellulose-pectin (CHP) matrix is also formed. It exists in the primary layer of the fiber wall. This soft structure protects and covers the S2 layer and its border pits. This soft matrix layer is fused, dissolved, or removed during enzymatic treatment, making the pits porously open. In the study of border pits formation in cell walls of spruce tracheid, when the wood is treated with pectinase enzyme, the torus is hydrolyzed, and the matrix of micro-fibrils is visible, meanwhile, when the wood is treated with xylanase enzyme, the torus, margo, and border are visibly unchanged [8]. In this case, the pectinase enzyme is more suitable for treating spruce tracheid as it is compared with xylanase.
Research on the pulping properties and fiber morphology of bagasse pulp treated with pectinase enzyme shows that the pectinase enzyme has improved the fiber morphology of bagasse pulp even though the pectinase enzyme contains a small amount of ligninase, xylanase, and mannose [9]. Bio-bleaching using a mixture of xylanase and pectinase enzyme in a particular proportion on the soda anthra quinone unbleached pulp of 90% play wood waste, 5% bamboo, and 5% hardwood has proved a significant improvement in physical and optical properties of pulp with an additional reduction in BOD and COD values up to 18.13% and 21.66% respectively [10].
It is known that Xylanase is a hydrolase enzyme that catalyzes the breakdown of β-1, four glycosidic bonds of the xylan backbone polymeric chain that comprises xylose monomers such as in the structure of lignin-cellulose-hemicellulose polymer matric in lignocellulosic mass. In treating oxygen-delignified eucalyptus Kraft pulp with a commercial endo-xylanase enzyme on ECF bleaching, ClO2 and NaOH consumption reduced by 20% and 10%, respectively. The brightness stability of enzyme-treated bleached pulps was improved, indicating a decrease in hexenuronic acid residues [11, 12]. Xylanase is also suitable for bio-bleaching of recycled paper with a 50% reduction in the usage of bleaching chemicals; in this case, the dosing is 20 U/g of the dried pulp at 60℃ for 1-hour treatment.
Conventional ECF (Elementally Chlorine Free) bleaching is a pulp bleaching process technology where free chlorine (Cl2) is no longer used, but chlorine in compound form is. This bleaching process still uses chlordioxide (ClO2), but the chlorine content is reduced as low as possible. Using the ECF method, pulp bleaching processes typically involve four delignification stages (D0ED1D2D3). The addition of ClO2 concentration in the first delignification stage (D1) is usually set based on the kappa factor and kappa number generated in the cooking process. In the conventional ECF bleaching process, the values of crack index, tear index, and opacity were not affected by the addition of ClO2. In contrast, the values of whiteness, tensile index, and breaking length were affected by the addition of ClO2 [13]. The most optimal ClO2 addition in ECF bleaching with the D1ED2D3 stage is at a kappa factor level of 0.16. In general, the conventional ECF bleaching process can produce white pulp with quality that meets industry standards while reducing the amount of hazardous chemicals and pollution load [14].
Xylanase treatment before O2 delignification in conventional ECF bleaching has shown significant progress. Research shows that pretreatment with xylanase can improve pulp quality and wastewater characteristics. Xylanase was produced from Bacillus circulans using solid-phase fermentation, then used for pre-bleaching of Acacia Mangium pulp and commercial pulp (Kappa number 12-16), and further bleached in the order of D0ED1D2. The results showed that xylanase pretreatment could improve the whiteness and physical strength (tensile and crack index) of Acacia Mangium and commercial pulps at a xylanase dosage of 0.5 kg/ton [15]. In addition, xylanase reduced the extractive content of Acacia Mangium pulp but increased the extractive content of commercial pulp. Adding xylanase to the pre-bleaching process increased the COD content of the resulting bleaching process wastewater but decreased the AOX content. Pretreatment with xylanase in the bleaching process effectively reduced the total active chlorine consumption by 25-50% in the bleaching process of leaf wood kraft pulp. Xylanase has a good effect on pulp fibers in the bleaching process, where xylanase can degrade xylan bonds in residual lignin [16]. Thus, the development of xylanase treatment before O2 delignification in conventional ECF bleaching shows excellent potential for improving pulp quality and reducing the environmental impact of the bleaching process.
Meanwhile, in lignocellulosic degradation, xylanase breaks down xylan, an essential component of lignocellulose. This process helps to separate lignin from cellulose and hemicellulose, allowing for easier access and degradation of cellulose and hemicellulose. Therefore, lignocellulose degradation should ideally focus on the molecular structure of lignin rather than the cellulose molecules to avoid cellulose degradation impacting the product yield amount and physical properties of the fibers [17]. The degradation of lignocellulosic components involves the activity of several enzymes, such as peroxidases, phenol oxidases, cellulases, hemicellulose, and xylanase. Hydrolytic enzymes degrade cellulose and hemicellulose; each enzyme acts on a specific substrate. Oxidative enzymes are non-specific and work through non-protein mediators that play a role in lignin degradation [18, 19]. Thus, a good understanding of the structure and composition of lignocellulose is essential to optimize the lignocellulose degradation process and minimize the negative impact on cellulose.
Recent research has explored the potential of lignocellulose degradation in various fields. One study used Lytic Polysaccharide Monooxygenase (LPMO) to treat lignocellulosic waste, which can break down crystalline polysaccharides through oxidative cleavage activity. Another study optimized the extraction conditions of vanillin from sugarcane bagasse lignocellulose degradation using the response surface method (RSM). The study found that the optimal conditions of ethyl acetate volume and extraction time were predicted to produce vanillin content and yield of 0.0078% and 8.9089 µg g-1 with an accuracy value of 93.4% [20]. Other studies used cellulases and xylanases to degrade lignocellulosic biomass, with cellulases from a metagenome approach successfully expressed in Escherichia coli host cells [21]. These studies highlight the potential of lignocellulosic degradation in agriculture, energy, and the environment.
3.1 Materials
The experimental setup utilized lignocellulosic materials obtained from various sources. Eucalyptus pulp extracted from the brown stock chest of the fiber line served as the primary material. Additionally, unbleached pulp derived from Acacia Mangium and Mixed Hardwood was incorporated for comparative analysis, broadening the scope of the study to encompass different raw materials. The enzymatic treatment involved using Ecopulp TX-200, a xylanase enzyme manufactured by AB Enzyme Oy Finland. This specific enzyme was chosen for its known efficacy in breaking down xylan, a key component of hemicellulose, which contributes to the overall bleaching process.
Chemicals essential to the bleaching process, including ClO2, H2O2, and MgSO4, were sourced from local suppliers. ClO2 and H2O2 are commonly used bleaching agents in the pulp and paper industry due to their effectiveness in removing lignin and brightening the pulp. MgSO4 may have been used as a buffering agent or to adjust pH levels during bleaching. Additionally, oxygen may have been utilized as an oxygen delignification agent, enhancing the efficiency of the bleaching process. By incorporating materials from various sources and utilizing specific enzymes and chemicals, the experimental setup aimed to comprehensively assess the impact of xylanase treatment on different lignocellulosic materials, providing valuable insights into potential improvements in the bleaching process for diverse pulp sources.
3.2 Method
A certain amount of lignocellulose material (250 g. oven-dry unbleached pulp) was used in this experiment. The investigation was performed in ECF bleaching O-D-E-D stages that stand for Oxygen delignification – the first step of Chlorine Dioxide bleaching – Extraction with dilute NaOH solution in the presence of H2O2 and MgSO4 in pressurized oxygen – the second step of Chlorine dioxide bleaching. The xylanase treatment was performed before the O-D-E-D bleaching stages. In between every step, the pulp was centrifuged to move out the liquor before being displaced with water with a dilution factor of 3 kg of water per kg of oven-dry pulp and then centrifuged for 2 – 3 minutes until no more washing water split out from fiber mat. The centrifuge washer was equipped with 200 mesh delicate pores of plastic bag made from used Fourdrinier wire to eliminate fiber loss. The standard method used in this experiment is the SCAN, which analyzes xylanase activity using inter-laboratory testing and hexenuronic acid determination using the Tappi Standard. The target brightness was 90° ISO according to industrial standards for the optical properties of high-quality pulp.
4.1 Bleaching performance
Pores, vessels, and lumen of fiber cells have been treated during the impregnation and cooking process of wood chips. In this process, pressure, steam, and chemicals have tried to break through the cell wall through any pores and leakage. Firstly, the substances in cooking liquor react and dissolve extractives, followed by chemicals attacking the structure of the existing lignin and carbohydrates. This attack proceeded in the high pressure and temperature (400 kPa and 165℃) continuous digester in the plant site. This harsh attack of chemicals at around 4.5 hours of residence time has led to the delignification process and cellulose degradation. Most lignin existing in the middle lamella was removed during this process. The middle lamella lignin was dissolved in the cooking liquor and removed from the pulp as black liquor. The remaining lignin present in the wood structure is a lignocellulose complex.
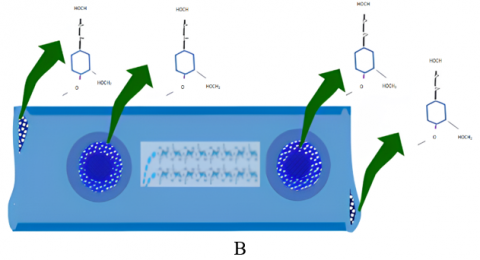
Figure 1. A. The original value of wood chip and unbleached pulp properties; B. Illustration of the detached lignin molecule spin-out from the void fiber structure of lingo-cellulose during washing – and – centrifuging processes
A previous study was conducted to determine the lignin content of woods used in this research, as presented in Figure 1(A). Performing all of the ECF bleaching stages, it is shown that Eucalyptus Camaldulensis gets a high lignin content reduction (99.52%), following Acacia Mangium and Mixed Tropical Hardwoods (99.55% and 99.49%, respectively). A considerable amount of lignin from Eucalyptus Camaldulensis wood has been removed since the beginning of the process (cooking), followed by the bleaching process. When the brightness content of unbleached pulp was analyzed, it can be seen that the brightness of unbleached Eucalyptus pulp was 33.4° ISO, far below the one of Acacia Mangium 43.1° ISO. Visually, Eucalyptus C. seems darker (dark brown) than Acacia M. The unbleached pulp collected from the brown stock chest was washed thoroughly and centrifuged to avoid any unwanted materials (black liquor) from remaining in the voids part of the pulp (fiber mats) before being used in this experiment to avoid misinterpretation of the research results (illustration in Figure 1(B)). Washing and centrifuging are also performed in every step of bleaching. Through these actions, it was believed that no misinterpretation of the achieved data might have happened.
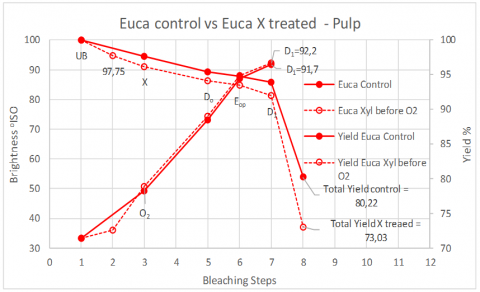
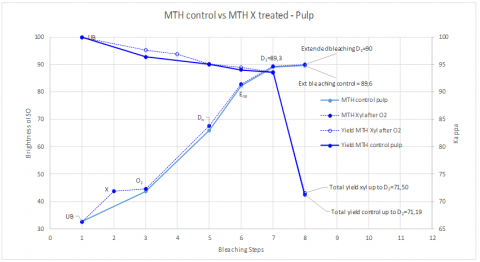
Figure 2 shows the achievement of ECF bleaching sequences followed by oxygen delignification processes and xylanase treatment before the oxygen delignification process. This treatment was performed on unbleached pulp from Acacia Mangium, Eucalyptus Camaldulensis, and Mixed Tropical Hardwoods collected from the brown stock chest of the fiber lines in Figure 3. This shows that the Eucalyptus pulp's brightness is higher (brighter) than the Acacia pulp's after the bleaching step. This indicates that Eucalyptus performs better in achieving the desired brightness during bleaching than Acacia.
Most of the lignin in the middle lamella has been removed and dissolved in the black liquor during cooking. The residual lignin redeposited on the fiber surfaces is removed during the washing and centrifuging stages before ECF bleaching. This process is carried out at every step of bleaching, ensuring that the properties reflecting the residual lignin content in the pulp analyzed at each step are accurate (data misinterpretation is avoided, with no lignin from the black liquor left in the fiber voids) in Figure 2(A), it can be seen that there is a sharp reduction in the Kappa value of Eucalyptus Camaldulensis pulp compared to the other pulps (Acacia Mangium and Mixed Tropical Hardwoods). This indicates that Eucalyptus Camaldulensis is more effective in lignin removal during bleaching, resulting in pulp with lower lignin content and higher brightness than other pulp types.
A
B
C
D
Figure 2. A. brightness and kappa of control ECF bleaching. brightness and yield: B. Acacia Mangium, C. eucalyptus camaldulensis, D. mixed tropical hardwoods
Control (without xylanase treatment) and xylanase treatment before oxygen delignification
The brightness also increases sharply compared to the others. That all reflected the lignin content on it. That means the cleavage of lignin molecules in Eucalyptus Camaldulensis is higher (more accessible) than the other. It is well known that the β-O-4 ether bond is the most effortless bond to be cleavage with the lowest dissociation energy, 277.1 kJ/mole, from the six prevalent linkages (β-O-4, α-O-4, 4-O-5, β-1, α-1 and 5-5) in Lignin-Hemicellulose-Cellulose complexes. The β-O-4 bond is most susceptible to breakage, resulting in the lower molecular weight of lignin for degradation reaction [22]. Other researchers mention that α-O-4 is the easiest, with a dissociation energy of 182.7 kJ/mole [23]. However, whatever β-O-4 bond or α-O-4 bond, Eucalyptus Camaldulensis might mainly consist of (or have a higher amount of) this linkage in the LHC complexes as it is compared with Acacia M and MTH.
In Figures 2(B), (C), and (D), xylanase treatment has a noticeable effect on brightness enhancement and its impact on the outcome. The brightness achieved from Acacia Mangium and Eucalyptus Camaldulensis pulp that has been bleached, both in the control group and those subjected to xylanase treatment, has successfully reached the designated target. However, for MTHs, there is a challenge in achieving the brightness target of 90° ISO. This indicates that xylanase treatment has varying effects depending on the type of pulp used, suggesting the need for further adjustments to achieve the desired outcomes with MTH.
In MTH, the linkage of lignin must be complex to cleavage. It can be proven from yield that there are just a few yield reductions in control and xylanized treated pulp. In the case of Acacia Mangium and Eucalyptus Camaldulensis, the brightness gain of Eucalyptus Camaldulensis increases sharply compared with the Acacia Mangium and MTH. The Eucalyptus Camaldulensis brightness moves from a lower to a higher value than the Acacia Mangium brightness. If the yield is evaluated carefully, it is seen that the yield reduction in Eucalyptus Camaldulensis pulp is higher for both control and xylanase pulp when it is compared with the one for Acacia Mangium and MTH. From this condition, it can be concluded that the lignin linkage structure might contain many more β-O-4 bonds and α-O-4 bonds as compared with Acacia Mangium and MTH. Further study concerning this hypothesis is compulsory to prove this theory.
In Figures 3(A) and (B), we combine the graphics of Acacia Mangium, Eucalyptus Camaldulensis, and MTH for brightness achievement and to reduce the progress of bleaching sequences. It is seen that the Eucalyptus Camaldulensis achieved the highest brightness compared with the others. Also, the yield reduction is the highest among the others. The reason for β-O-4 and α-O-4 linkage must be behind these.
During enzymatic treatment using xylanase, the soft matrix layer (that protects and covers the S2 layer and its border pits) is fused and easily dissolved or removed in the case of Eucalyptus Camaldulensis than in Acacia Mangium and Mixed Tropical Hardwood. It opens the pits for chemicals to penetrate the Lignin-Cellulose-Hemicellulose complex and cleavage lignin in the β-O-4 and α-O-4 linkage. This condition differs from what happened in softwood tracheids that were readily removed using the pectinase enzyme [4].
4.2 Statistical analysis
The study employed statistical analysis to validate the results, ensuring robustness and reliability. Statistical tests, including ANOVA (Analysis of Variance) and t-tests, were conducted to assess the significance of differences observed among the experimental groups. The significance level was p < 0.05, indicating a 95% confidence level. For instance, ANOVA was utilized to compare the mean brightness values among the different treatment groups for Acacia Mangium, Eucalyptus Camaldulensis, and Mixed Tropical Hardwood (MTH).
A
B
Figure 3. Achievement comparison of ECF bleaching stage on yield and brightness of Acacia M., eucalyptus C., and mixed tropical hardwood pulp. A. without xylanase treatment, B. with xylanase treatment before oxygen delignification
Table 1. Anova: Two-factor without replication yield
|
Source of Variation |
SS |
df |
MS |
F |
P-Value |
F Crit |
|
Rows |
41.4891 |
2 |
20.74455 |
2.86815 |
0.258524 |
19 |
|
Columns |
11.87227 |
1 |
11.87227 |
1.64144 |
0.328608 |
18.51282 |
|
Error |
14.46563 |
2 |
7.232817 |
|||
|
Total |
67.827 |
5 |
Table 2. Anova: Two-factor without replication bleaching (brightness)
|
Source of Variation |
SS |
df |
MS |
F |
P-Value |
F Crit |
|
Rows |
4.623333 |
2 |
2.311667 |
462.333 |
0.002158 |
19 |
|
Columns |
0.375 |
1 |
0.375 |
75 |
0.013072 |
18.51282 |
|
Error |
0.01 |
2 |
0.005 |
|||
|
Total |
5.008333 |
5 |
The statistical analyses revealed significant differences in brightness values between control and xylanase-treated groups for all wood species. Based on Tables 1 and 2, the p-values obtained below the significance threshold of 0.05, indicating that the observed differences were unlikely to have occurred by chance. Overall, the statistical analysis provided robust evidence supporting the efficacy of xylanase treatment in enhancing pulp brightness across different wood species based on yield and bleaching, thereby validating the study results.
4.3 Industrial application
The scalability of xylanase treatment in industrial settings is essential for its practical implementation. While xylanase treatment has demonstrated efficacy in laboratory and pilot-scale studies, its translation to large-scale industrial processes may face several challenges, including economic and operational barriers. From a financial perspective, the cost-effectiveness of xylanase treatment must be carefully evaluated. Industrial-scale implementation requires significant investment in equipment, enzymes, and process optimization. The cost of purchasing and regularly replenishing xylanase enzymes can be substantial, particularly for large-scale pulp and paper mills. Additionally, the potential savings from reduced chemical usage and energy consumption must be weighed against the upfront and ongoing expenses associated with xylanase treatment.
Operational challenges may also arise while integrating xylanase treatment into existing production processes. Modifications to equipment and process workflows may be necessary to accommodate the addition of xylanase treatment steps. Moreover, optimizing enzyme dosages, reaction times, and process conditions to achieve desired outcomes without compromising product quality or process efficiency can be complex and time-consuming. Furthermore, variability in raw material characteristics, such as wood species and pulp composition, may impact the effectiveness of xylanase treatment across different production batches. Robust process control measures and quality assurance protocols are essential to ensure consistent and reliable performance at an industrial scale.
Despite these challenges, advancements in enzyme production technologies and process optimization strategies are improving the feasibility of xylanase treatment at an industrial scale. Collaboration between enzyme manufacturers, pulp and paper companies, and research institutions is essential for overcoming barriers, optimizing processes, and reducing costs. Addressing economic and operational considerations is vital for realizing the potential benefits of xylanase treatment in enhancing sustainability and efficiency in pulp and paper production.
Using xylanase can reduce dependence on whitening chemicals that are potentially harmful to the environment. Some bleaching stages can be enhanced or even eliminated by employing xylanase enzymes, thereby reducing the chemicals required. This can mitigate adverse environmental impacts, including decreasing air pollution emissions and using chemicals that may harm the environment. Furthermore, using xylanase can also enhance the overall efficiency of the bleaching process. By accelerating the decomposition of xylan in pulp, this enzyme can increase pulp brightness in a shorter time, reducing the time, energy, and resources required.
The application of xylanase also carries negative impacts on wastewater quality. Using this enzyme can increase the organic content in wastewater, increasing the biological load on wastewater treatment systems. Additionally, xylanase residues in wastewater can affect wastewater treatment processes and water quality in the surrounding environment. Therefore, it is essential to carefully consider the benefits and risks of using xylanase in the pulp bleaching process. Developing more efficient and environmentally friendly usage methods and further research on the environmental impacts of xylanase use is necessary to ensure its use supports sustainability principles and maintains the appropriate ecological balance.
Based on the results of the tests conducted, the following conclusions were obtained:
[1] Sarwar, G., Ehtonen, P., Hurme, M. (2003). Studies on a chemically balanced elemental chlorine free (ECF) pulp mill. Pulp & Canada, 104(11): 37-40.
[2] Sharma, M. (2013). Xylanases: An overview. British Biotechnology Journal, 3(1): 1-28. https://doi.org/10.9734/BBJ/2013/1784
[3] Prasetyo, S.D., Harsito, C., Sutanto, Suyitno. (2019). Energy consumption of spray dryer machine for producing red natural powder dye and its stability. AIP Conference Proceedings, 2097(1): 030076. https://doi.org/10.1063/1.5098251
[4] Harsito, C., Prabowo, A.R., Prasetyo, S.D., Arifin, Z. (2021). Enhancement stability and color fastness of natural dye: A review. Open Engineering, 1(1): 548-55. https://doi.org/10.1515/eng-2021-0055
[5] Yingkamhaeng, N., Nimchua, T., Pinmanee, P., Suwanprateep, J., Rungmekarat, S., Sukyai, P. (2022). Synergistic effect of xylanase and laccase on structural features of energy cane. Industrial Crops and Products, 176: 114410. https://doi.org/10.1016/j.indcrop.2021.114410
[6] Sanhueza, C., Carvajal, G., Soto-Aguilar, J., Lienqueo, M.E., Salazar, O. (2018). The effect of a lytic polysaccharide monooxygenase and a xylanase from Gloeophyllum trabeum on the enzymatic hydrolysis of lignocellulosic residues using a commercial cellulase. Enzyme and Microbial Technology, 113: 75-82. https://doi.org/10.1016/j.enzmictec.2017.11.007
[7] Zafar, A., Hamid, A., Peng, L.C., Wang, Y.T., Aftab, M.N. (2022). Enzymatic hydrolysis of lignocellulosic biomass using a novel, thermotolerant recombinant xylosidase enzyme from Clostridium clariflavum: A potential addition for biofuel industry. RSC Advances, Royal Society of Chemistry, 12: 14917-14931. https://doi.org/10.1039/d2ra00304j
[8] Chukhchin, D.G., Vashukova, K., Novozhilov, E. (2021). Bordered pit formation in cell walls of spruce tracheids. Plants, 10(9): 1968. https://doi.org/10.3390/plants10091968
[9] Liu, X.Y., Jiang, Y., Yang, S., Meng, X.M., Song, X,P. Wu, M. (2017). Effects of pectinase treatment on pulping properties and the morphology and structure of bagasse fiber. BioResources, 12(4): 7731-7743. https://doi.org/10.15376/biores.12.4.7731-7743
[10] Sharma, D., Agrawal, S., Yadav, R.D, Mahajan, R. (2017). Improved efficacy of ultrafiltered xylanase–pectinase concoction in biobleaching of plywood waste soda pulp. 3 Biotech, 7: 2. https://doi.org/10.1007/s13205-017-0614-z
[11] Matos, J.M.S., Evtuguin, D.V, Sousa, A.P.M., Carvalho, M.G.V.S. (2023). Effect of xylanase-assisted treatment of oxygen-delignified eucalypt kraft pulp on ECF bleaching. Forests, 14(2): 396. https://doi.org/10.3390/f14020396
[12] Trismawati, Nanlohy, H.Y., Zainal, A., Wikanaji, D., Setiyo, M. (2021). Hemicellulose and hexenuronic acid removal selectivity to give boosting effect to ECF bleaching. IOP Conference Series: Materials Science and Engineering, 1034: 12040.
[13] Dhiman, G., Sharma, A., Lal, P.S., Sharma, D., Thapliyal, B.P. (2021). Bleaching of bagasse-pulp using short TCF and ECF sequence. Nordic Pulp & Paper Research Journal, De Gruyter, 36(3): 414-424. https://doi.org/10.1515/npprj-2020-0087
[14] Brogdon, B.N. (2023). Using bleaching stage models for benchmarking hardwood ECF bleach plants. TAPPI Journal, 22(10): 652-658. https://doi.org/10.32964/TJ22.10.652
[15] Sharma, A., Dhiman, G., Lal, P.S.,Gupta, M.K. (2022). Environmental impact of application of ozone bleaching for production of pulp from agro based fibrous materials—An innovative approach. Advances in Chemical, Bio and Environmental Engineering, 529-540. https://doi.org/10.1007/978-3-030-96554-9_35
[16] Tanveer, A., Gupta, S., Dwivedi, S., Yadav, K., Yadav, S., Yadav, D. (2023). Innovations in papermaking using enzymatic intervention: An ecofriendly approach. Cellulose, Springer, 30: 7393-7425. https://doi.org/10.1007/s10570-023-05333-2
[17] Kim, D. (2018). Physico-chemical conversion of lignocellulose: Inhibitor effects and detoxification strategies: A mini review. Molecules, 23(2): 309. https://doi.org/10.3390/molecules23020309
[18] Andlar, M., Rezić, T., Marđetko, N., Kracher, D., Ludwig, R., Šantek, B. (2018). Lignocellulose degradation: An overview of fungi and fungal enzymes involved in lignocellulose degradation. Engineering in Life Sciences, 18(11): 768-778. https://doi.org/10.1002/elsc.201800039
[19] Kumar, A., Chandra, R. (2020). Ligninolytic enzymes and its mechanisms for degradation of lignocellulosic waste in environment. Heliyon, 6(2): e03170. https://doi.org/10.1016/j.heliyon.2020.e03170
[20] Nurika, I., Nisa, F.N., Azizah, N., Suhartini, S. (2021). Optimasi kondisi ektraksi vanillin hasil degradasi lignoselulosa bagas tebu menggunakan response surface method (rsm). Jurnal Bioteknologi & Biosains Indonesia (JBBI), 8(1): 89-104. https://doi.org/10.29122/jbbi.v8i1.4500
[21] Thapa, S., Mishra, J., Arora, N., Mishra, P., Li, H., Hair, J.O′, Bhatti, S., Zhou, S.P. (2020). Microbial cellulolytic enzymes: Diversity and biotechnology with reference to lignocellulosic biomass degradation. Reviews in Environmental Science and Bio/Technology, 19: 621-648. https://doi.org/10.1007/s11157-020-09536-y
[22] Weng, S.X., Zhang, G.X., Hu, Y., Bo, C.Y., Song, F., Feng, G.D. Hu, L.H., Zhou, Y.H., Jia, P.Y. (2023). Lignin degradation via chlorine dioxide at room temperature: Chemical groups and structural characterization. International Journal of Molecular Sciences, 24(2): 1479. https://doi.org/10.3390/ijms24021479
[23] Huang, J.B., Wu, S.B., Cheng, H., Lei, M., Liang, J.J., Tong, H. (2015). Theoretical study of bond dissociation energies for lignin model compounds. Journal of Fuel Chemistry and Technology, 43(4): 429-436. https://doi.org/10.1016/s1872-5813(15)30011-6