Jeremiah Lekwuwa Chukwuneke* | Jude Ebieladoh Sinebe | Henry Oghenero Orugba | Chinagorom Ajike
© 2022 IIETA. This article is published by IIETA and is licensed under the CC BY 4.0 license (http://creativecommons.org/licenses/by/4.0/).
OPEN ACCESS
To reduce the environmental footprints of fossil fuels, there is a need to source more biomasses to increase the renewable energy supply. However, a critical study of the energy-conversion process of biomass must be carried out to make the process economical. In this research, the optimization of the bio-oil production from the thermal conversion of novel biomass- cow hoof was carried out. Three independent variables- temperature of pyrolysis, heating rate and CaO catalyst mass were studied at 3 levels based on the rotatable central composite design (CCD) of the response surface methodology (RSM) to ascertain their influence on two responses- bio-oil yield and its HHV. The quadratic model was more suitable to fit the experimental data. At optimum values of the process variables, bio-oil yield of 50.64% and HHV of 23.86 MJ/kg were obtained. From the analysis of variance carried out, the model R2 values were 0.9949 and 0.9802 respectively for the bio-oil yield and HHV models which showed the models’ ability to predict the bio-oil yield and its HHV in the pyrolysis process is high. The characterization of the bio-oil revealed it has better fuel properties compared with most bio-oils from some biomasses hence it is a viable renewable energy source.
biomass, bio-oil, cow hooves, energy, pyrolysis, optimization, catalyst
The world presently relies on fossil fuels from petroleum, natural gas and coal for its energy usage [1, 2]. This is a very unhealthy situation due to the environmental pollution associated with the exploration, processing and usage of fossil fuels [3-6]. In addition, the over-dependence on fossil fuels is responsible for the fast depletion of their reserves and this will create a harsh energy crisis in the future. To cub, these problems, the use of sustainable and eco-friendly alternative energy sources like biomass is being investigated [7-9]. Biomass is usually classified as organic wastes containing different hydrocarbon compounds that can burn to produce energy [10-13]. Biomass is easily obtained from different sources in the environment and its ease of conversion into solid, liquid or gaseous fuels makes it a viable substitute for fossil fuels. For ease of transportation and to increase the energy density, biomass is subjected to thermochemical or biological conversion techniques [14, 15].
Pyrolysis, the most used thermochemical conversion process is the thermal decomposition of biomass in an oxygen-deficient condition to produce biochar, bio-oil and gas [16-18]. Though bio-oil is the most desired product in the pyrolysis of biomass [6, 19], its use is highly limited because of its high oxygen and water contents [20, 21]. The bio-oil is usually upgraded using different processes [22-24]. The upgrading process is however expensive and impacts the process economy making the process unattractive to investors. Since the quantity and quality of bio-oil in a thermal conversion process depends on certain conditions, proper control of the pyrolysis process can guarantee high-quality bio-oil even with minimal upgrade hence saving cost. Temperature, heating rate and catalyst are key factors in a pyrolysis process [25, 26] which when properly manipulated can give the desired high yield and quality of bio-oil which include high pH, low water and ash contents as well as high heating value [27, 28]. While the yield of bio-oil is highly linked to temperature influence [29, 30] and heating rate [31], bio-oil quality is greatly influenced by catalysts like CaO which is known to increase the oil pH [32] as well as decrease its moisture content [33-37]. In the study of how variables affect a process, the interacting effect is very important. One of the most effective and robust statistical tools for studying the interactive influence of process variables is the Response Surface Methodology [38-40].
Though several researches on bio-energy have explored different biomass [41-47], a good number of biomass like the cow hoof that could be viable energy sources have not been explored. Cows are the commonest animals slaughtered in abattoirs in different parts of the world [48]. The non-edible parts like bones which are made up of the skeleton, head, horn and hoof are the second-largest part by weight of cow [49] and usually generate huge wastes which cause severe environmental pollution. The steady generation of these non-edible cow parts like hoof due to a large number of cows slaughtered daily [50] makes them very abundant in the environment. Also, since the hoof is not easily degraded in the environment, there is usually a disposal problem. Uncontrolled waste disposal in the environment causes serious environmental problems [51] and burning them creates even harsher hazards [52]. In this research, an in-depth investigation of the combined influence of three process variables in the pyrolysis process- temperature, heating rate and catalyst on the yield and quality of cow hooves bio-oil was carried out. The aim is to establish conditions for the key process variables in the catalytic pyrolysis process to design an efficient pyrolysis unit to convert cow hooves into bio-oil to address their disposal challenge.
2.1 Biomass preparation
The cow hooves sample was collected from an abattoir in Onitsha, Nigeria and to remove sand from the cow hooves, the samples were properly washed in running water. The washed hooves were subjected to sun-drying for 3 days to reduce the moisture content. Because the low moisture content of biomass enhances bio-oil quantity and quality [53], the hooves were further dried in a dryer (DGH-9053) at 100℃ for 3 days to obtain bone-dried biomass. The dried biomass was crushed in a locally fabricated hammer mill to 2.5mm average size and kept in air-tight containers to prevent contact with moisture. A calcium oxide catalyst was synthesized from turtle shells calcined at 900℃ for 3h according to the procedure in Orugba and Edomwonyi-Otu [53]. The characterization of the catalyst can be found in the work by Orugba and Edomwonyi-Otu [53].
2.2 Pyrolysis experiments
The pyrolysis of the cow hooves was performed in a fixed-bed batch reactor. In each of the pyrolysis experiments, 30 g of the sample biomass and a calculated mass of the catalyst were fed into the reactor which was heated externally by an electric heater for 10min. The reactor unit was purged with nitrogen gas flowing at 5mL/min and a pressure of 1bar. The temperature was varied in the range of 350–650℃; the heating rate was in the range of 5−10℃/min and the catalyst mass was in the range of 1–3g. The vapour from the pyrolysis unit was sent to a condenser to produce bio-oil and the uncondensed gases were flared off. The char was removed from the reactor before the next batch of experiments and the percentage yield of bio-oil was calculated from Eq. (1):
bio $-$ oilyield $(\%)=\frac{\text { bio }-\operatorname{oilmass}(g)}{\operatorname{biomass}(g)} \times 100$ (1)
The higher heating value (HHV) of the produced bio-oil was determined using the Oxygen bomb calorimeter (PAAR 1314) with pellets of benzoic acid. Elemental analysis of the produced bio-oil was performed using the automated Euro EA 3000 (Italy). The samples were weighed on a balance Mettler Toledo AT-20 (Switzerland) and burned in a vertical reactor in the dynamic mode at 1050℃ in a helium flow with oxygen.
The bio-oil produced with the optimum conditions of the studied process variables was analyzed for its chemical contents using Gas chromatography-Mass spectrometry (Agilent 7890GC/5975MS). The other important fuel properties of the bio-oil produced at the optimum conditions of the studied process variables were determined using different techniques and were presented in section 3.1.
2.3 Experimental design
The 3 independent variables- temperature of pyrolysis, heating rate and catalyst mass were studied at 3 levels in the Rotatable Central composite design (CCD) of the response surface methodology (RSM) to determine their influence on the two responses- bio-oil yield and its HHV. The number of experiments (N) was calculated based on Eq. (2):
$N=2^{p}+2 p+6$ (2)
For 3 independent variables (p=3), there are 8 factorial (2p), 6 axial points (2p) and 6 replications, hence N is 20. Presented in Table 1 are the levels of the 3 used variables.
Table 1. Levels of used variables
|
Independent Variable/Unit |
Symbol |
Levels |
||
|
−1 |
0 |
+1 |
||
|
Pyrolysis temp (℃) |
X1 |
350 |
500 |
650 |
|
Heating rate (℃/min) |
X2 |
5 |
7.5 |
10 |
|
Mass of catalyst (g) |
X3 |
1 |
2 |
3 |
2.4 Statistical analysis
The Design Expert (V11) was used to perform the statistical analysis of the model. The experimental data were tested on 3 models- linear, quadratic and cubic equations and the level of adequacy of each resulting model was ascertained based on its p-value and F-value in the Analysis of variance (ANOVA) test.
3.1 Physical and elemental analysis of the cow hooves bio-oil
The physical and elemental analysis of the cow hooves bio-oil produced at 500℃ pyrolysis temperature, a heating rate of 9.18℃/min and 2.045g of catalyst is presented in Table 2.
Table 2. Cow hoof bio-oil physical and elemental analysis
|
Property and Their Units |
Value |
|
Moisture content (wt%) |
18.5 |
|
Viscosity@ 40℃ (cSt) |
10.2 |
|
API gravity |
18.92 |
|
pH |
6.75 |
|
Density (kg/mL) |
1.03 |
|
Flash point (℃) |
71 |
|
Fire point(℃) |
112 |
|
Pour point |
−12 |
|
Cloud point(℃) |
5.9 |
|
Cetane Index |
39.8 |
|
Aniline(℃) |
35 |
|
HHV(MJ/kg) |
23.32 |
|
LHV(MJ/kg) |
22.74 |
|
Elemental Analysis (wt %) |
Value |
|
C |
61.11 |
|
H |
4.2 |
|
N |
0.96 |
|
O |
33.5 |
|
S |
0.12 |
|
Ash |
0.11 |
Table 3. Cow hooves bio-oil GC-MS table summary
|
SN |
Formula |
Compound Name |
RT |
Area (%) |
|
1 |
C6H6O |
Phenol |
9.146 |
3.377 |
|
2 |
C7H8O |
p-Cresol |
11.964 |
2.904 |
|
3 |
C6H12N4 |
Methenamine |
15.658 |
1.331 |
|
4 |
C17H31F3O2 |
3-Trifluoroacetoxy pentadecane |
29.680 |
2.251 |
|
5 |
C11H22 |
Cycloundecane |
30.108 |
1.648 |
|
6 |
C8H12O |
4-Acetylcyclo hexene |
30.139 |
1.518 |
|
7 |
C13H16CINO |
4-[p-Chlorobenzoyl]-1-methylpiperidine |
31.027 |
3.508 |
|
8 |
C6H10N2 |
3-(Cyclopropylamino)-propionitrile |
31.063 |
3.410 |
|
9 |
C11H18N2O2 |
Pyrrolo[1,2-a]pyrazine-1,4-dione,hexahydro-3-(2-methylpropyl)- |
31.248 |
5.699 |
|
10 |
C17H34O2 |
Hexadecanoic acid, methyl ester |
31.437 |
6.818 |
|
11 |
C16H22O4 |
1,2-Benzenedicar boxylic acid, butyl 2-methylpropyl ester |
31.558 |
24.590 |
|
12 |
C16H32O2 |
n-Hexadecanoic acid |
31.799 |
5.754 |
|
13 |
C18H34O2 |
6-Octadecenoic acid, (Z)- |
32.262 |
0.490 |
|
14 |
C22H43NO |
13-Docosenamide, (Z)- |
32.629 |
11.708 |
|
15 |
C19H34O2 |
Methyl linoleate |
32.731 |
3.998 |
|
16 |
C19H36O2 |
Methyl oleate |
32.790 |
4.933 |
|
17 |
C19H36O2 |
Methyl oleate |
32.828 |
1.797 |
|
18 |
C16H32O2 |
Palmitic acid |
32.987 |
2.502 |
|
19 |
C18H34O2 |
Oleic Acid |
33.103 |
8.237 |
|
20 |
C18H35NO |
9-Octadecenamide |
33.272 |
2.538 |
|
21 |
C21H40O4 |
2,3-Dihydroxypropyl elaidate |
35.981 |
0.988 |
As presented in Table 2, the cow hooves bio-oil produced at the optimum conditions (temperature of 551℃, heating rate of 9.18℃/min and catalyst mass of 2.045g) has a higher heating value of 23.32MJ/kg and a lower heating value of 22.74MJ/kg. These are relatively high energy values compared with bio-oils derived from many biomasses [51, 52]. The bio-oil also has low sulfur and nitrogen contents compared with most fossil fuels [17]. The bio-oil moisture content, API gravity, pH and density are in the same ranges as those from most bio-oils from different biomasses [54-57] while its ash content value of 0.11wt% is similar to the result obtained by [55, 58].
3.2 Gas chromatography-mass spectrometry (GC-MS) Analysis of the cow hooves bio-oil
The GC-MS analysis of the cow hooves bio-oil produced at a temperature of 551℃, 9.18℃/min and 2.045g of catalyst are presented in Table 3.
From the GC-MS result presented in Table 3, 21 chemical components were detected in the cow hooves bio-oil, the most abundant of them are 1,2-Benzenedicarboxylic acid and 13-Docosenamide, (Z)- with compositions of 24.59% and 11.71% respectively. The bio-oil can be used as fuel due to the presence of hydrocarbons, oleic acid, fatty acids and other compounds with excellent fuel properties [57].
3.3 Developed regression equations for the cow hooves bio-oil yield and its HHV responses
From the central composite design-based statistical analysis of the combined influences of the three independent variables- pyrolysis temperature (A), heating rate (B) and the mass of catalyst (C) on the cow hooves bio-oil yield and HHV, the most suitable model was the second-order quadratic model as shown in Eq. (3) and (4) respectively.
$\begin{aligned} R_{\text {Oil-yield }}=53.78+& 4.69 A-0.302 B+1.28 C-1.8 A B \\ &+2.07 B C-9.31 A^{2}-2.93 B^{2}-2.35 C^{2} \end{aligned}$ (3)
$\begin{array}{rl}R_{\text {Oil }-H H V}=23.26+0.7 & 572 A+0.9236 B+1.09 C+0.3250 A B \\ & +0.2250 A C+0.1250 B C-1.03 A^{2} \\ & -0.0385 B^{2}-0.5324 C^{2}\end{array}$ (4)
Table 4 shows the design experimental matrix of the central composite design and each response’s actual and predicted values.
The summary of the analysis of variance for the cow hooves bio-oil yield is presented in Table 5 while that of the bio-oil HHV is given in Table 6.
At a confidence interval of 95%, the model small p-value (<0.0001) with its very high F-value (216.42) shows that it is very significant. The high correlation coefficient value of the model (R2 0.9949) further confirms the model reliability. All the model linear and quadratic terms are highly significant with pyrolysis temperature (A) being the most significant linear term because it has the highest F-value (317.93). This may be due to the increased biomass cracking rate to release more condensable vapours as temperature increases [53].
Since catalyst mass (C) appeared to be the least significant linear term, it implies that catalyst mass did not have much influence on the yield of bio-oil from the biomass. The highest quadratic term is A2 with the highest F-value (1324.11). Except for AC, all the interaction effects are also significant. The final bio-oil model equation is in Eq. (5):
$\begin{aligned} R_{\text {oil-yield }}=53.78 &+4.69 A-0.302 B+1.28 C-1.8 A B \\ &+2.07 B C-9.31 A^{2}-2.93 B^{2} \\ &-2.35 C^{2} \end{aligned}$ (5)
From the data presented in Table 6, the obtained bio-oil HHV model is very significant due to its small p-value (<0.0001) and its high F-value (54.96). The model is also highly reliable because of its high coefficient of correlation (R2 0.9802). Since all the model linear terms are significant, it could be inferred that pyrolysis temperature, heating rate and catalyst mass all have strong influences on the HHV of the bio-oil. Catalyst mass has the most significant influence on the bio-oil HHV due to its high F-value of 136.05. This could be due to the ability of the catalyst to increase secondary cracking of the bio-oil to release the lower molecular fractions in the bio-oil and leave behind more of the heavier fractions with higher energy content [36]. The temperature has the least influence on the bio-oil HHV (F-value of 66.2). Except for BC, all the interaction terms are significant while all the quadratic terms are highly significant. Eliminating the only non-significant term- BC, from Eq. (3), the final model equation is shown in Eq. (6):
$\begin{aligned} R_{\text {Oil-HHV }}=23.26 &+0.7572 A+0.9236 B+1.09 C \\ &+0.3250 A B+0.2250 A C \\ &-1.03 A^{2}-0.0385 B^{2} \\ &-0.5324 C^{2} \end{aligned}$ (6)
Table 4. The design experimental matrix of the central composite design and each response’s actual and predicted values
|
Run Order |
Independent Variables |
Bio-Oil Yield (%) |
Bio-Oil HHV (MJ/kg) |
||||
|
Temp. (℃) A |
Heat/R (℃/min) B |
C/mass (g) C |
Actual |
Predicted |
Actual |
Predicted |
|
|
1 |
350 |
5 |
1 |
35.9 |
36.5 |
18.9 |
18.9 |
|
2 |
650 |
5 |
1 |
48.9 |
49.5 |
19.2 |
19.4 |
|
3 |
350 |
10 |
1 |
29.4 |
29.9 |
19.8 |
19.9 |
|
4 |
650 |
10 |
1 |
35.2 |
35.7 |
21.5 |
21.6 |
|
5 |
350 |
5 |
3 |
34.3 |
34.9 |
20.3 |
20.4 |
|
6 |
650 |
5 |
3 |
47.3 |
47.9 |
21.6 |
21.8 |
|
7 |
350 |
10 |
3 |
36.1 |
36.6 |
21.8 |
21.9 |
|
8 |
650 |
10 |
3 |
41.9 |
42.4 |
24.3 |
24.5 |
|
9 |
247 |
7.5 |
2 |
20.4 |
19.5 |
19.2 |
19.1 |
|
10 |
752 |
7.5 |
2 |
36.1 |
35.3 |
21.9 |
21.6 |
|
11 |
500 |
3.3 |
2 |
51.5 |
50.5 |
20.1 |
19.9 |
|
12 |
500 |
11.7 |
2 |
41.1 |
40.4 |
23.2 |
23.0 |
|
13 |
500 |
7.5 |
0.3 |
45.8 |
45.0 |
20.1 |
19.9 |
|
14 |
500 |
7.5 |
3.7 |
50.1 |
49.2 |
23.8 |
23.6 |
|
15 |
500 |
7.5 |
2 |
54.1 |
53.8 |
23.8 |
23.3 |
|
16 |
500 |
7.5 |
2 |
53.9 |
53.8 |
23.1 |
23.3 |
|
17 |
500 |
7.5 |
2 |
52.8 |
53.8 |
22.9 |
23.3 |
|
18 |
500 |
7.5 |
2 |
53.9 |
53.8 |
23.3 |
23.3 |
|
19 |
500 |
7.5 |
2 |
54.8 |
53.8 |
22.8 |
23.3 |
|
20 |
500 |
7.5 |
2 |
52.9 |
53.8 |
23.6 |
23.3 |
Table 5. Summary of ANOVA for the cow hooves bio-oil yield model
|
Source |
SS |
df |
MS |
F-Value |
p-Value |
Degree of Importance |
|
Model |
1837.74 |
9 |
204.19 |
216.42 |
<0.0001 |
Highly significant |
|
A-Temperature |
299.96 |
1 |
299.96 |
317.93 |
<0.0001 |
Highly significant |
|
B-Heating/Rate |
124.84 |
1 |
124.84 |
132.32 |
<0.0001 |
Highly significant |
|
C-Catalyst mass |
22.25 |
1 |
22.25 |
23.58 |
0.0007 |
Highly significant |
|
AB |
25.92 |
1 |
25.92 |
27.47 |
0.0004 |
Highly significant |
|
AC |
0.0000 |
1 |
0.0000 |
0.0000 |
1.0000 |
Not significant |
|
BC |
34.44 |
1 |
34.44 |
36.51 |
0.0001 |
Highly significant |
|
A2 |
1249.28 |
1 |
1249.28 |
1324.11 |
<0.0001 |
Highly significant |
|
B2 |
123.63 |
1 |
123.63 |
131.04 |
<0.0001 |
Highly significant |
|
C2 |
79.29 |
1 |
79.29 |
84.04 |
<0.0001 |
Highly significant |
|
Residual |
9.43 |
10 |
0.9435 |
|
|
|
|
Lack of Fit |
6.54 |
5 |
1.31 |
2.26 |
0.1958 |
Not significant |
|
Pure Error |
2.89 |
5 |
0.5787 |
|
|
|
Table 6. Cow hooves bio-oil HHV model ANOVA table summary
|
Source |
SS |
Df |
MS |
F-Value |
p-Value |
Degree of Importance |
|
Model |
58.49 |
9 |
6.50 |
54.96 |
<0.0001 |
Highly significant |
|
A-Temperature |
7.83 |
1 |
7.83 |
66.22 |
<0.0001 |
Highly significant |
|
B-Heating/Rate |
11.65 |
1 |
11.65 |
98.52 |
<0.0001 |
Highly significant |
|
C-Catalyst mass |
16.09 |
1 |
16.09 |
136.05 |
<0.0001 |
Highly significant |
|
AB |
0.8450 |
1 |
0.8450 |
7.15 |
0.0234 |
Significant |
|
AC |
0.4050 |
1 |
0.4050 |
3.43 |
0.0939 |
Significant |
|
BC |
0.1250 |
1 |
0.1250 |
1.06 |
0.3281 |
Not significant |
|
A2 |
15.21 |
1 |
15.21 |
128.65 |
<0.0001 |
Highly significant |
|
B2 |
5.88 |
1 |
5.88 |
49.69 |
<0.0001 |
Highly significant |
|
C2 |
4.09 |
1 |
4.09 |
34.55 |
0.0002 |
Highly significant |
|
Residual |
1.18 |
10 |
0.1182 |
|
|
|
|
Lack of Fit |
0.4075 |
5 |
0.0815 |
0.5258 |
0.7513 |
Not significant |
|
Pure Error |
0.7750 |
5 |
0.1550 |
|
|
|
|
Cor Total |
593.00 |
19 |
|
|
|
|
|
R2 |
0.9802 |
|
|
|
|
|
|
Adj R2 |
0.9623 |
|
|
|
|
|
|
Pred R2 |
0.9296 |
|
|
|
|
|
3.4 Parametric optimization
3.4.1 Optimization of the yield of cow hooves bio-oil
The 3D response surface plots based on the developed cow hooves bio-oil yield model are presented in Figures 1-3.
Figure 1. Temperature and heating rate effects on cow hooves bio-oil yield
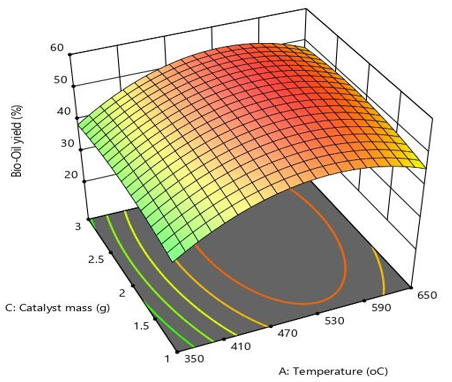
Figure 2. Temperature and catalyst mass effects on cow hooves bio-oil yield
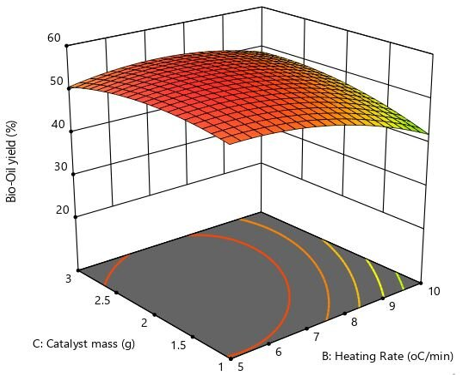
Figure 3. Catalyst mass and heating rate effects on cow hooves bio-oil yield
Figure 1 shows the interactive effect of pyrolysis temperature and the heating rate at the mean catalyst mass of 2g. The least bio-oil yield of 38% was obtained at 350℃ and 5℃/min, the lowest temperature and heating rate respectively. This is because, though a low heating rate increases the biomass cracking rate to produce more condensable vapours which increase bio-oil yield [53], the low temperature will still reduce the biomass cracking rate. The bio-oil yield appeared to increase as both pyrolysis temperature and heating rate were increased and a maximum yield of 54.3% was obtained at pyrolysis temperature of 500℃ and 6.9℃/min due to the high temperature and moderately low heating rate. However, further increase of both pyrolysis temperature and heating rate to 650℃ and 10℃/min decreased bio-oil yield to 41% which represents about a 24% decrease because, at very high temperatures, there is further cracking of the bio-oil to produce more of non-condensable gases. Similar results were obtained by Lopez et al. [53].
Figure 2 represents the influence of pyrolysis temperature and mass of catalyst at the mean heating rate of 7.5℃/min. At 350℃ pyrolysis temperature and 1g catalyst mass, the bio-oil yield was as low as 36%. The yield gradually increased with pyrolysis temperature and mass of the catalyst to a maximum value of 54.4% at 542℃ and 2.5g of pyrolysis temperature and catalyst mass respectively. The increased biomass-cracking rate at high temperatures and catalyst mass resulted in the increased bio-oil yield [36]. Further increase of the two variables however produced a reduced bio-oil yield of 48% at 650℃ and 3g of temperature and catalyst mass respectively. This is because, when the temperature is very high, cracking of the bio-oil into non-condensable gases occurs and this reduces the bio-oil yield [59].
From the influence of the heating rate and catalyst mass at the mean pyrolysis temperature of 500℃ on the bio-oil yield presented in Figure 3, it could be seen that low heating rate and low catalyst mass produced 52% bio-oil yield. The relatively high bio-oil yield produced at the low heating rate and low catalyst mass is due to the increased biomass-cracking rate to produce more condensable vapours which increases yield. The yield was increased to only 54% as the heating rate and catalyst mass was increased to 7.35℃/min and 2.1g respectively. The bio-oil yield however was slightly reduced at the highest heating rate and catalyst mass of 10℃/min and 3g respectively because though a high heating rate reduces yield [60], the high catalyst mass could still increase the cracking rate of the biomass to produce more of condensable vapours [61].
3.4.2 Optimization of the cow hooves bio-oil HHV
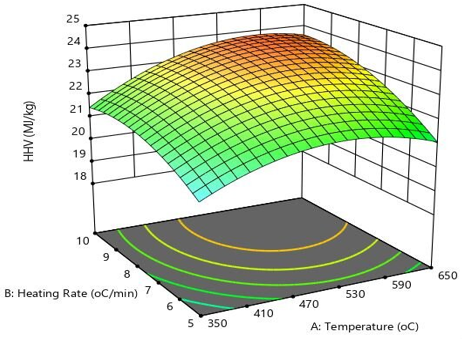
Each Figure presented in Figures 4–6 shows the interactive influence of two independent variables at the mean value of the third variable on the higher heating value (HHV) of the cow hooves bio-oil. Figure 4 represents the interactive influence of pyrolysis temperature and the heating rate at the mean catalyst mass of 2 g on the bio-oil yield. At the lowest values of the variables- temperature of 350℃ and heating rate of 5℃/min, the bio-oil HHV was 20.2 MJ/kg and this was gradually increased to a maximum value of 23.7MJ/kg as both temperature and heating rate were increased to 630℃ and 9.7℃/min. The increased value of the bio-oil HHV with temperature and heating rate is due to the further cracking of the bio-oil to release more of the light components with lower energy contents from the bio-oil. Further temperature and heating rate increases to their maximum values of 650℃ and 10°C/min did not show any noticeable change in the bio-oil HHV. Sharuddin et al. [62] obtained similar results.
Figure 5 represents the interaction influence of pyrolysis temperature and mass of catalyst at 7.5℃/min mean value of heating rate. At pyrolysis temperature of 350℃ and 1 g of catalyst, the bio-oil had an HHV value of 20.1 MJ/kg. The bio-oil HHV increased to 23.8 MJ/kg when the pyrolysis temperature and catalyst mass were increased to 640℃ and 2.91 g respectively. This is because the increased temperature and catalyst mass favoured the bio-oil cracking rate to release more of the non-condensable gases with low energy contents while leaving behind more of the high energy-content components in the bio-oil. Further increase of the two independent variables showed a very slight decrease in the bio-oil HHV.
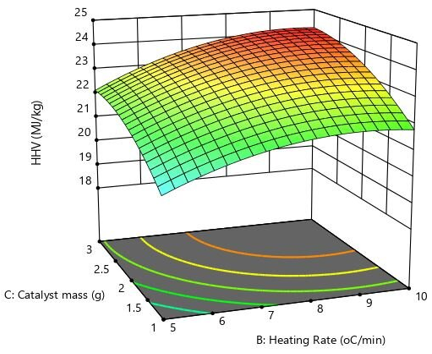
Figure 6 represents the combined influence of catalyst mass and the heating rate at 500℃ mean value of temperature on the bio-oil HHV. The least bio-oil HHV of 20.24 MJ/kg was obtained at 1 g and 5℃/min of catalyst mass and heating rate respectively. The bio-oil HHV increased gradually to a maximum value of 24.2MJ/kg as catalyst mass and heating rate were respectively increased to their maximum values of 3g and 10℃/min. The increased bio-oil HHV could be due to the increased decarboxylation which occurs at high catalyst mass [36].
Figure 4. Temperature and heating rate effects on cow hooves bio-oil HHV
Figure 5. Temperature and catalyst mass effects on cow hooves bio-oil HHV
Figure 6. Catalyst mass and heating rate effects on cow hooves bio-oil HHV
3.5 Validation of the developed models
The bio-oil yield and HHV models were validated for further confirmation of their adequacies. This was done using data from a new set of experiments based on the optimum values of the three independent variables. The experimental and predicted values of the variables are presented in Table 7.
Table 7. Validation of the bio-oil yield and HHV models
|
Independent Variables |
Variables Optimum Values |
Yield of Bio-Oil (%) |
HHV of Bio-Oil (MJ/kg) |
||
|
Experiment |
Predicted |
Experiment |
Predicted |
||
|
Temperature A (℃) |
551 |
52.76 |
50.64 |
22.15 |
23.86 |
|
Heating rate B (℃/min) |
9.18 |
||||
|
Mass of catalyst C (g) |
2.045 |
||||
The bio-oil yield and HHV models were validated for further confirmation of their adequacies. This was done using data from a new set of experiments based on the optimum values of the three independent variables. The experimental and predicted values of the variables are presented in Table 7.
The process optimization of the pyrolysis of a novel biomass-cow hoof has been successfully implemented. The characterization of the bio-oil revealed that cow hoof bio-oil has better fuel properties compared with most bio-oils from several biomasses hence it is a viable renewable energy source. The investigation of the combined influence of three process variables- pyrolysis temperature, heating rate and catalyst mass on the yield and HHV of the bio-oil carried out revealed optimum values of the variables as 551℃, 9.18℃/min and 2.045g for pyrolysis temperature, heating rate and catalyst mass respectively. Under these conditions, the bio-oil yield was 50.64% and HHV was 23.86MJ/kg. The optimum conditions of the key process variables obtained can be used to adequately design a catalytic pyrolysis unit for the efficient pyrolysis of the new biomass. This will also help to safeguard the environment since a waste material like cow hoof will now be converted into energy rather than polluting the environment.
|
HHV |
high heating value, MJ/kg |
|
CCD |
Central composite design |
|
RSM |
Response surface methodology |
[1] Le Quynh, H., Vestergaard, M.C., Tamiya, E. (2017). Carbon-based nanomaterials in biomass-based fuel-fed fuel cells. Sensors, 17(11): 2587. https://doi.org/10.3390/s17112587
[2] Youse, S., Haghighi, M., Vahid, B.R. (2019). Role of glycine/nitrates ratio on structural and texture evolution of MgO-based nanocatalyst fabricated by hybrid microwave-impregnation method for biofuel production. Energy Conversion and Management, 182: 251-261. https://doi.org/10.1016/j.enconman.2018.12.067
[3] Kumar, A., Kumar, N., Baredar, P., Shukla, A. (2015). A review on biomass energy resources, potential, conversion and policy in India. Renewable and Sustainable Energy Reviews, 45: 530-539. https://doi.org/10.1016/j.rser.2015.02.007
[4] Johnsson, F., Kjärstad, J., Rootzén, J. (2019). The threat to climate change mitigation posed by the abundance of fossil fuels. Climate Policy, 19: 258-274. https://doi.org/10.1080/14693062.2018.1483885
[5] Orugba, H.O., Ogbeide, S.E., Osagie, C. (2019). Emission trading scheme and the effect of carbon fee on petroleum refineries. Asian Journal of Applied Sciences, 7(5): 537-545. https://doi.org/10.24203/ajas.v7i5.5947
[6] Chukwuneke, J.L., Orugba, H.O., Olisakwe, H.C., Chikelu, P.O. (2021). Pyrolysis of pig-hair in a fixed bed reactor: physic-chemical parameters of bio-oil. South African Journal of Chemical Engineering, 38: 115-120. https://doi.org/10.1016/j.sajce.2021.09.003
[7] Prokopowicz, A., Zaciera, M., Sobczak, A., Bielaczyc, P., Woodburn, J. (2015). The effects of neat biodiesel and biodiesel and HVO blends in diesel fuel on exhaust emissions from a light duty vehicle with a diesel engine. Environmental Science and Technology, 49(12): 7473-7482. https://doi.org/10.1021/acs.est.5b00648
[8] Bano, S., Ganie, A.S., Sultana, S., Sabir, S., Khan, M.Z. (2020). Fabrication and optimization of nanocatalyst for biodiesel production: An overview. In Frontiers in Energy Research, 350. https://doi.org/10.3389/fenrg.2020.579014
[9] Chukwuneke, J.L., Umeji, A.C., Obika, E.N., Fakiyesi, O.B. (2021). Optimization of composite briquette made from sawdust/rice husk using starch and clay binder. International Journal of Integrated Engineering, 13(4): 208-216. http://orcid.org/0000-0003-3565-7590
[10] Montevecchi, F. (2016). Policy mixes to achieve absolute decoupling: A case study of municipal waste management. Sustainability, 8(5): 442.https://doi.org/10.3390/su8050442
[11] Chukwuneke, J.L., Sinebe, J.E., Ugwuegbu, D.C., Agulonu, C.C. (2016). Production by pyrolysis and analysis of bio-oil from mahogany wood (swieteniamacrophylla). Current Journal of Applied Science & Technology, 17(4): 1-9. https://doi.org/10.9734/BJAST/2016/24551
[12] Amaliyah, N., Putra, A.E.E. (2021). Microwave-Assisted pyrolysis of cashew nut shell. International Journal of Design & Nature and Ecodynamics, 16(2): 227-232. https://doi.org/10.18280/ijdne.160213
[13] Fardhyanti, D.S., Damayanti, A. (2017). Analysis of bio-oil produced by pyrolysis of coconut shell. International Journal of Chemical and Molecular Engineering, 11(9): 651-654. https://doi.org/10.5281/zenodo.1132180
[14] Azwar, E., Mahari, W.A.W., Chuah, J.H., Vo, D.V.N., Ma, N.L., Lam, W.H., Lam, S.S. (2018). Transformation of biomass into carbon nanofiber for supercapacitor application. A review. International Journal of Hydrogen Energy, 43: 20811-20821. https://doi.org/10.1016/j.ijhydene.2018.09.111
[15] Lam, S.S., Su, M.H., Nam, W.L. Thoo, D.S. Ng, C.M., Liew, R.K., Yek, P.N.Y., Ma, N.L., Vo, D.V.N. (2018). Microwave pyrolysis with steam activation in producing activated carbon for removal of herbicides in agricultural surface water. Industrial and Engineering Chemistry Research, 58: 695-703. https://doi.org/10.1021/acs.iecr.8b03319
[16] Montoya, J.I., Valdés, C., Chejne, F., Gómez, C.A., Blanco, A., Marrugo, G., Osorio, J., Castillo, E., Aristóbulo, J., Acero, J. (2015). Bio-oil production from Colombian bagasse by fast pyrolysis in a fluidized bed: An experimental study. Journal of Analytical and Applied Pyrolysis, 112: 379-387. https://doi.org/10.1016/j.jaap.2014.11.007
[17] Hu, X., Gholizadeh, M. (2020). Progress of the applications of bio-oil. Renewable and Sustainable Energy Reviews, 134: 110124. https://doi.org/10.1016/j.rser.2020.110124
[18] Orugba, H.O., Chukwuneke, J.L., Olisakwe, H.C., Digitemie, I.E. (2021). Multi-parametric optimization of the catalytic pyrolysis of pig hair into bio-oil. Clean Energy, 5(3): 527-535. https://doi.org/10.1093/ce/zkab038
[19] Liu, P., Hague, A., Bridgewater, A.V. (2015). Effect of feedstock moisture content on the quality of liquids from fast pyrolysis of spruce wood. Bio-Energy Research Group.
[20] Uemura, Y., Omar, W.N., Tsutsui, T., Yusup, S.B. (2011). Torrefaction of oil palm wastes. Fuel, 90(8): 2585-2591. https://doi.org/10.1016/j.fuel.2011.03.021
[21] Pratap, A., Chouhan, S. (2013). Critical analysis of process parameters for bio-oil production via pyrolysis of biomass: A review. Recent Patents on Engineering, https://doi.org/10.2174/18722121113079990005
[22] Kan, T., Strezov, V., Evans, T.J. (2016). Lignocellulosic biomass pyrolysis: A review of product properties and effects of pyrolysis parameters. Renewable and Sustainable Energy Reviews, 57: 1126-1140. https://doi.org/10.1016/j.rser.2015.12.185
[23] Sakulkit, P., Palamanit, A., Dejchanchaiwong, R., Reubroycharoen, P. (2020). Characteristics of pyrolysis products from pyrolysis and co-pyrolysis of rubberwood and oil palm trunk biomass for biofuel and value-added applications. Journal of Environmental Chemical Engineering, 8: 104561. https://doi.org/10.1016/j.jece.2020.104561
[24] Foong, S.Y., Liew, R.K., Yang, Y., et al. (2020). Valorization of biomass waste to engineered activated biochar by microwave pyrolysis: progress, challenges, and future directions. Chemical Engineering Journal, 389: 124401. https://doi.org/10.1016/j.cej.2020.124401
[25] Ronsse, F., Van Hecke, S., Dickinson, D., Prins, W. (2012). Production and characterization of slow pyrolysis biochar: Influence of feedstock type and pyrolysis conditions. GCB-Bioenergy, 5: 104-115. https://doi.org/10.1111/gcbb.12018
[26] Abhijeet, P., Swagathnath, G., Rangabhashiyam, S., Rajkumar, M.A., Balasubramanian, P. (2020). Prediction of pyrolytic product composition and yield for various grass biomass feedstocks. Biomass Conversion and Biorefiner, 10: 663-674. https://doi.org/10.1007/s13399-019-00475-5
[27] Kilic, M., Pütün, E., Pütün, A.E., Kılıç, M. (2014). Optimization of Euphorbia rigida fast pyrolysis conditions by using response surface methodology. Journal of Analytical and Applied Pyrolysis, 110: 163-171. https://doi.org/10.1016/j.jaap.2014.08.018
[28] Rueangsan, K., Suwapaet, N., Pattiya, A. (2018). Bio-oil production by fast pyrolysis of cassava residues in a free-fall reactor using liquid media-assisted condensation. Energy Sources Part A: Recovery Utilization and Environmental Effects, 40: 615-622. https://doi.org/10.1080/15567036.2018.1440874
[29] Islam, M.N., Ali, M.H.M., Haziq, M. (2017). Fixed bed pyrolysis of biomass solid waste for bio-oil. AIP Conference Proceedings, 1875: 020015. https://doi.org/10.1063/1.4998369
[30] Biswas, B., Pandey, N., Bisht, Y., Singh, R., Kumar, J., Bhaskar, T. (2017). Pyrolysis of agricultural biomass residues: Comparative study of corn cob, wheat straw, rice straw and rice husk. Bioresource Technology, 237: 57-63. https://doi.org/10.1016/j.biortech.2017.02.046
[31] Kasim, N.N., Mohamed, A.R., Ishak, M.A.M., Ahmad, R., Nawawi, W.I., Ismail, K., Salleh, N.H.M. (2018). Optimization of pyrolysis process parameters of torrefied demineralized palm empty fruit bunch (TDEFB) by response surface methodology. AIP Conference Proceedings, pp. 020003. https://doi.org/10.1063/1.5054202
[32] Ding, K., Zhong, Z., Wang, J., Zhang, B., Fan, L., Liu, S., Wang, Y., Liu, Y., Zhong, D., Chen, P., Ruan, R. (2018). Improving hydrocarbon yield from catalytic fast co-pyrolysis of hemicellulose and plastic in the dual-catalyst bed of CaO and HZSM-5. Bioresource Technology, 261: 86-92. https://doi.org/10.1016/j.biortech.2018.03.138
[33] Iftikhar, H., Zeeshan, M., Iqbal, S., Muneer, B., Razzaq, M. (2019). Co-pyrolysis of sugarcane bagasse and polystyrene with ex-situ catalytic bed of metal oxides/HZSM-5 with focus on liquid yield. Bioresource Technology, 289: 121647. https://doi.org/10.1016/j.biortech.2019.121647
[34] Chukwuneke, J.L., Umeji, A.C., Sinebe, J.E., Fakiyesi, O.B. (2020). Optimization of composite of selected biomass for briquette production. Universal Journal of Mechanical Engineering, 8: 227-236.
[35] Djafar, Z., Suluh, S., Amaliya, N., Piarah, W.H. (2022). Comparison of the performance of biomass briquette stoves on three types of stove wall materials. International Journal of Design & Nature and Ecodynamics, 17(1): 145-149. https://doi.org/10.18280/ijdne.170119
[36] Mishra, R.K., Iyer, J.S., Mohanty, K. (2019). Conversion of waste biomass and waste nitrile gloves into renewable fuel. Waste Management, 89: 397-407.
[37] Sanahuja-Parejo, O., Veses, A., López, J.M., Murillo, R., Callén, M.S., García, T. (2019). Ca-based catalysts for the production of high-quality bio-oils from the catalytic co-pyrolysis of grape seeds and waste tyres. Catalysts, 9(12): 992. https://doi.org/10.3390/catal9120992
[38] Orugba, O.H., Onukwuli, O.D., Njoku, N.C., Ojebah, C.K., Nnanwube, I.A. (2014). Process modeling of sulphuric acid leaching of iron from ozoro clay. European Scientific Journal, 10(30): 256-268.
[39] Iweka, S.C., Owuama, K.C., Chukwuneke, J.L., Falowo, O.A. (2021). Optimization of biogas yield from anaerobic co-digestion of corn-chaff and cow dung digestate: RSM and Python approach. Heliyon, 7(11): e08255. https://doi.org/10.1016/j.heliyon.2021.e08255
[40] Orugba, H.O., Onukwuli, O.D., Babayemi, A.K., Umezuegbu, J.C. (2020). Five-factor response surface optimization of Hydrochloric acid dissolution of alumna from a Nigerian clay. Arid Zone Journal of Engineering, Technology and Environment, 16(4): 821-832.
[41] Zheng, A., Zhao, Z., Huang, Z., Zhao, K., Wei, G., Wang, X., He, F., Li, H. (2014). Catalytic fast pyrolysis of biomass pretreated by torrefaction with varying severity. Energy and Fuels, 28(9): 5804-5811. https://doi.org/10.1021/ef500892k
[42] Anwar, Z., Gulfraz, M., Irshad, M. (2014). Agro-industrial lignocellulosic biomass a key to unlock the future bio-energy: A brief review. Journal of Radiation Research and Applied Sciences, 7: 163-173. https://doi.org/10.1016/j.jrras.2014.02.003
[43] Zhang, S., Dong, Q., Zhang, L., Xiong, Y., Liu, X., Zhu, S. (2015). Effects of water washing and torrefaction pretreatments on rice husk pyrolysis by microwave heating. Bioresource Technology, 193: 442-448. https://doi.org/10.1016/j.biortech.2015.06.142
[44] Chen, D., Cen, K., Jing, X., Gao, J., Li, C., Ma, Z. (2017). An approach for upgrading biomass and pyrolysis product quality using a combination of aqueous phase bio-oil washing and torrefaction pretreatment. Bioresource Technology, 233: 150-158. https://doi.org/10.1016/j.biortech.2017.02.120
[45] Yue, Y., Singh, H., Singh, B., Mani, S. (2017). Torrefaction of sorghum biomass to improve fuel properties. Bioresource Technology, 232: 372-379. https://doi.org/10.1016/j.biortech.2017.02.060
[46] Palamanit, A., Khongphakdi, P., Tirawanichakul, Y., Phusunti, N. (2019). Investigation of yields and qualities of pyrolysis products obtained from oil palm biomass using an agitated bed pyrolysis reactor. Biofuel Research Journal, 6: 1065-1079. http://dx.doi.org/10.18331/BRJ2019.6.4.3
[47] Hu, C., Yang, Y., Luo, J., Pan, P., Tong, D., Li, G. (2011). Recent advances in the catalytic pyrolysis of biomass. In Frontiers of Chemical Engineering in China. http://dx.doi.org/10.1007/s11705-010-1015-6
[48] Aniebo, A.O., Wekhe, S.N., Okoli, I.C. (2009). Abattoir blood waste generation in River State and its Environmental Implications in the Niger Delta. Toxicological and Environmental Chemistry, 91: 619-625. https://doi.org/10.1080/02772240802343404
[49] Omole, D.O., Ogbiye, A.S. (2013). An evaluation of Slaughterhouse wastes in South-West Nigeria. American Journal of Environmental Protection, 2(3): 85-89.
[50] Tibi, K.N., Aphunu, A. (2010). Analysis of cattle market in Delta State: The supply Determinants. African Journal of General Agriculture, 6(4): 199-203.
[51] Oghenejoboh, K.M., Orugba, H.O., Oghenejoboh, U.M., Agarry, S.E. (2021). Value added cassava waste management and environmental sustainability in Nigeria: A review. Environmental Challenges, 4: 100127. https://doi.org/10.1016/j.envc.2021.100127
[52] Azizan, M. T., Yusup, S., Mohd Laziz, F.D., Ahmad, M.M. (2009). Production of bio-oil from oil palm’s empty fruit bunch via pyrolysis. Proceedings of the 3rd WSEAS International Conference on Energy Planning, Energy Saving, Environmental Education, EPESE ’09, Renewable Energy Sources, RES ’09, Waste Management, WWAI ’09.
[53] Eke, J., Onwudili, J.A., Bridgwater, A.V. (2020). Influence of moisture contents on the fast pyrolysis of trommel fines in a bubbling fluidized bed reactor. Waste and Biomass Valorization, 11(7): 3711-3722. https://doi.org/10.1007/s12649-018-00560-2
[54] Orugba, H.O., Edomwonyi-Otu, L.C. (2021). Improving the activity and stability of turtle shell-derived catalyst in alcoholysis of degraded vegetable oil: An experimental design approach. Journal of King Saud University - Engineering Sciences. https://doi.org/10.1016/j.jksues.2021.05.001
[55] Okoroigwe, E.C., Li, Z., Kelkar, S., Saffron, C., Onyegegbu, S. (2015). Bio-oil yield potential of some tropical woody biomass. Journal of Energy in Southern Africa, 26(2): 33-41.
[56] Oyebanji, J.A., Ololade, Z.S. (2017). Fast pyrolysis of Tectonagrandis wood for bio-oil: characterization and bactericidal potentials. Global Journal of Research in Engineering, 17(1): 31-37.
[57] Bardalai, M., Mahanta, D.K. (2018). Characterization of pyrolysis oil derived from Teak Tree sawdust and Rice Husk. Journal of Engineering Science and Technology, 13(1): 242-253.
[58] Chukwuneke J.L., Ewulonu M.C., Chukwujike I.C., Okolie P.C. (2019). Physico-chemical analysis of pyrolyzed bio-oil from swieteniamacrophylla (mahogany) wood. Heliyon, 5: 1-7. https://doi.org/10.1016/j.heliyon.2019.e01790
[59] Lopez, A., de Marco, I., Caballero, B.M., Laresgoiti, M.F., Adrados, A., Aranzabal, A. (2011). Catalytic pyrolysis of plastic wastes with two different types of catalysts: ZSM-5 zeolite and Red Mud. Applied Catalysis B Environmental, 104(3-4): 211-219. https://doi.org/10.1016/j.apcatb.2011.03.030
[60] Charis, G., Danha, G., Muzenda, E. (2020). Optimizing yield and quality of bio-oil: A comparative study of Acacia tortilis and pine dust. Processes, 8(5): 551. https://doi.org/10.3390/pr8050551
[61] Budsaereechai, S., Hunt, A.J., Ngernyen, Y. (2019). Catalytic pyrolysis of plastic waste for the production of liquid fuels for engines. RSC Advances, 9: 5844-5857. https://doi.org/10.1039/c8ra10058f
[62] Sharuddin, S.D.A., Abnisa, F., Daud, W.M.A.W., Aroua, M.K. (2018). Pyrolysis of plastic waste for liquid fuel production as prospective energy resource. IOP Conference Series: Materials Science and Engineering, 334(1): 1-8. https://doi.org/10.1088/1757-899X/334/1/012001