Haider Maath Mohammad![]() | Nuha Hadi Jasim Al Hasan*
| Nuha Hadi Jasim Al Hasan*![]() | Murtadha Abbas Jabbar
| Murtadha Abbas Jabbar![]()
© 2024 The authors. This article is published by IIETA and is licensed under the CC BY 4.0 license (http://creativecommons.org/licenses/by/4.0/).
OPEN ACCESS
The purpose of the present research is to discover optimum cutting parameters for sustainable machining using a turning machine to improve machining performance for higher productivity and quality of the product. In this research, experimental and theoretical work was carried out. The experimental work includes machining of a shaft from carbon steel (AISI 1045) using turning machine, surface roughness measurement, and cutting temperature measurement. Theoretical studies develop empirical equations for surface roughness and cutting temperatures. In order to reduce cutting temperatures and achieve smooth surfaces, these equations are intended to be utilized in the Lagrange optimization approach. At low cutting temperature and smooth surface, the conditions of sustainable cutting will be achieved. The optimal cutting speed and feed rate parameters obtained by applied Lagrange optimization technique were cutting speed 1000 rpm and feed rate 1.8 mm/rev.
sustainable cutting, surface roughness, Lagrange optimization, cutting temperatures, feed rate
A lot of concern is placed on the quality of products in today's manufacturing industries. Producing a high-quality product at a minimal cost must be timely and efficient. In addition to creating non-polluting products and services, sustainable production conserves natural resources and energy. As well as being safe, healthy, and appealing to employees and consumers, the model must also be attractive to the community.
Major manufacturing operations emphasize sustainability factors heavily. The use of coolants, lubricants, and waste chips are all sustainability factors. Therefore, analyzing and optimizing machining processes has profound implications for sustainable manufacturing [1].
Despite its widespread acceptance, sustainability lacks guidance concerning its practicality. Historically, this term referred to environmental sustainability. There are three dimensions to sustainability: environmental, social, and economic. The triple bottom line principle (TBL) provides three dimensions (Figure 1), known as profit, planet, and people. It is, however, believed that technology should be added as a fourth dimension [2].
Sustainable development has as its fundamental objective meeting human needs. In areas with unmet economic needs, growth is needed. Using non-renewable resources efficiently is vital to maintaining Earth's carrying capacity. Environmental constraints need to be imposed. Adjusting the integrity of process-induced surfaces at the process level may lead to reduced resource and energy consumption, workplace dangers, hazardous waste, etc., increase product life by optimizing technological developments and process planning. To assess the relative sustainability of machining processes, measures must be defined based on sustainability principles. There are many criteria to consider when evaluating and comparing a process. The quality of machined surfaces is the first factor to consider. In addition, there are costs associated with machining and energy consumption [1, 2].
It is noticed that extensive optimization work has been done on sustainable machining in recent years. If sustainable development is to be achieved, there are several levels of case-based optimization. An advanced level of analysis includes designing machining processes and sequences, optimizing the machining method, and evaluating the process's sustainability. A lower level of decision-making involves selecting machines, tools, and cutting fluids, determining process parameters (feed rate, cutting speed and depth of cut), and calculating energy, material, and environmental savings [3].
Zhong et al. [4] found that existing models failed to take into account combined cutting parameters when linking higher material removal rates to lower specific energy consumption. According to reduce the consumption of energy, the researchers developed cutting parameters based on spindle rotation speed, cutting speed, feed rate, and depth of cut. CNC machine tool operators could have used these results to select energy-efficient parameters based on experimental data from rough external turning [4].
Using Minimum Quantity Coolant Lubrication (MQCL), Mia et al. [5] explored the sustainable machining of 60 Rc steel, while balancing productivity and environmental concerns. A prediction model was developed based on spindle speed, feed rate, depth of cut, and MQCL pulsing intervals for average surface roughness (Ra). Using the least-square support vector machine (LS-SVM) method, the model achieved 4.96% MAPE. Surface finish can be enhanced by using the interior point method (IPM) when certain conditions are met. By changing the feed rate and MQCL pulsing interval, sustainable machining practices can be achieved [5].
Figure 1. Three basic pillars of sustainability [6]
Nur et al. [6] p used an electric energy consumption calculation method for machining, especially turning, to be considered during machining preparation, cutting, and tool production. Sustainable development requires energy-efficient processes in several sectors. By turning mild carbon steel at higher speeds and feed rates, higher electrical energy consumption was quantified [6].
Amiril et al. [7] examined the effect of nozzle distance during past-tense Minimum Quantity Lubrication (MQL) machining on AISI 1045 medium carbon steel. Variations in MQL nozzle positions and cutting parameters were tested to determine whether uncoated cermet cutting inserts had a higher cutting force, more tool wear, or a longer tool life. MQL nozzle reduced tool wear, ultimately increasing tool life [7].
Camposeco-Negrete and de Dios Calderón-Nájera [8] studied optimal cutting parameters for reducing surface roughness.
Abebe et al. [9] conducted an investigation on turning of AISI 1045 steel with the aim of reducing mechanical failures and improving surface finish. The researchers concluded that dry machining proved more cost-effective than wet machining. They conducted a comprehensive analysis focusing on tool tip temperature, surface finish, and material removal rate. Their findings highlighted that cutting speed significantly influenced surface roughness. In their study, wet machining during double-tool turning operations yielded superior results, leading to increased material removal [9].
The present work investigates surface roughness and cutting temperature as a function of the main cutting parameters, including cutting speed with feed rate.
The experimental work involves: (a) shaft cutting using a turning machine, (b) measurement of cutting temperature at different cutting speeds and feed rates and surface roughness of the product.
As a result of the experimental results, theoretical equations are derived for surface roughness and cutting temperature. With these equations, good surface characteristics will be obtaining with lower cutting temperatures using the Lagrange optimization method.
In addition to influencing the performance of mechanical parts, the quality of a product can be determined by its surface roughness. There are a number of mechanical properties that are affected by surface roughness, including fatigue behavior, corrosion resistance, creep life, among others. The lubrication of parts affects not only their electrical conductivity and friction but also their overall performance [10, 11].
When two machined surfaces come into contact, mating parts play principal role in their performance and wear.
Şahinoğlu and Rafighi [12] conducted experiments across varying parameters without coolant to minimize surface roughness and power consumption in turning AISI 1040 steels. Analysis via full factorial design, response surface methodology, and variance analysis reveals feed rate as the most influential parameter impacting surface roughness and power usage, followed by depth of cut and cutting speed. Increasing feed rate correlates with higher surface roughness, sound level, and power consumption. Decreasing feed rate and depth of cut reduces power consumption, underscoring potential efficiency gains in machining operations [12]. Velan et al. [13] investigated the impact of high-pressure coolant on machining AISI 1045 steel compared to conventional coolant. Results demonstrate significant benefits with HPC, including 12-23% reduction in cutting force, 17–27% reduction in feed force, and 14–33% improvement in surface roughness. Tool life also saw a 40% increase. These improvements are attributed to HPC's effective heat removal, reduced frictional forces, and enhanced chip breaking capabilities [13]. Kaniapan et al. [14] reviewed turning parameters' impact on various dependent variables, focusing on AISI 1045 steel. Cutting speed emerged as the primary independent variable, followed by feed rate, depth of cut, side cutting edge angle, and tool nose radius. Dependent variables included surface roughness, material removal rate, and tool wear, along with cutting force, feed force, and others. Optimization methods like Taguchi, RSM, and full factorial designs were commonly used. Most studies explored cutting speeds of 100-250 m/min, feed rates of 0.10-0.25 mm/rev, and depth of cut ranges of 0.25-0.75 mm [14]. Stojković et al. [15] focused on optimizing cutting parameters. It proposes a method to estimate the optimal combination of parameters (depth of cut, feed rate, and cutting speed) in a tool constraints and real machine. Through a case study on outer rough turning of AISI 1045 steel, the paper demonstrates the selection of optimal parameter values based on a model developed from in situ energy consumption measurements [15]. Abbas et al. [16] explored advanced multi-objective algorithms for optimizing turning-process parameters in dry machining of AISI 1045 steel, aiming for high efficiency. Experimental tests measure cutting forces and temperatures, while regression models establish relationships between parameters and process responses. Four optimization algorithms, including Gray Wolf Optimizer and Multi-Objective Genetic Algorithm, are employed. Weighted Value Gray Wolf Optimizer identifies optimal conditions with a feed rate of 0.050 mm/rev, cutting speed of 156.5 m/min, and depth of cut of 0.57 mm, achieving high material removal rate and surface quality. Comparative analysis with wet turning reveals minimal dimensional accuracy differences. These findings offer precise, cost-effective machining solutions for AISI 1045 steel [16]. Abbas et al. [17] examined the effect of wiper geometry on AISI 1045 steel turning performance in dry conditions. Utilizing Taguchi-based L27 orthogonal array experiments, it optimizes cutting parameters; cutting speed, feed and depth of cut for surface roughness, cutting forces, temperature, and material removal rate (MRR). The VIKOR method normalizes performance measures into a single response index (Vi), enhanced by machine learning (ML) for prediction and optimization. ML-based correlation plots guide parameter optimization, suggesting optimal settings of Vc: 160 m/min, ap: 1 mm, and f: 0.135 mm/rev. Predicted values for Ra, cutting forces, temperature, and MRR align with optimized parameters, offering insights for enhancing AISI 1045 steel turning performance [17]. Abbas et al. [18] investigated the effects of cutting conditions on machining AISI 1045 steel using wiper-shaped inserts. Experimental data compare wiper inserts with conventional round-nose inserts, analyzing cutting speed, feed rate, and depth of cut for optimal conditions. The goal is to minimize surface roughness, cutting force, and temperature while maximizing material removal rate. Full factorial design and ANOVA assess each factor's impact, with desirability function optimization used to optimize responses. Results show wiper inserts achieve 67% higher material removal rates than conventional inserts, maintaining 0.7 µm surface roughness. Superior performance allows wiper tools to use higher feed rates, enhancing material removal rates while preserving surface quality [18]. Ramalingam et al. [19] examined High-Speed Steel (HSS), Uncoated, and deep cryogenically treated cutting tools in turning AISI 1045 steel. The efficacy of deep cryogenic treatment in enhancing cutting tool performance across various machining conditions, offering insights for optimizing machining processes [19]. Ghani et al. [20] studied employs simulation of finite element method to analyze S45C carbon steel bars machining, by utilizing Taguchi L9 orthogonal array and Abaqus software, simulations explain of (160-240 m/min) cutting speeds, (0.1-0.4 mm/rev) feed rates, and (0.15-0.35 mm) depths of cut. At 160 m/min cutting speed result optimal parameters; 0.15 mm depth of cut, and 0.1 mm/rev feed rate, minimizing cutting force to (71 N). Simulation results show cost-effective insights for machinability studies [20]. Response surface methodology (RSM) designs experiments, investigating influential parameters like feed rate, spindle speed, cutting fluid flow rate, and cutting angle. RSM numerical optimization optimizes material removal rate (MRR), surface roughness (SR), cutting force (CF), and cutting time (CT). A deep neural network (DNN) model, employing the whale optimization algorithm (WOA), predicts turning performances with 90% accuracy compared to experimental results. RSM optimization yields MRR: 14.608 mm3/min, SR: 0.7504 µm, CF: 442.94 N, and CT: 2.48 seconds, improving En2-BS970 machining efficiency [21]. Tarigan and Rasyid [22] examined the performance of multilevel shaft turning using medium carbon steel alloy, aiming for optimal workpiece outcomes. Adjusting tool blade, speed, time, depth of cut, and surface roughness affects workpiece ductility. Impact test method assesses steel joint strength. Results show cutting speed significantly impacts surface roughness; lower speeds yield smoother surfaces (4.1), while higher speeds result in rougher surfaces (7.1). Higher cutting speeds increase surface roughness, but tool blade wear also influences results. Feed motion affects chip thickness, with higher speeds yielding thicker chips and vice versa. This research offers insights into optimizing turning parameters for improved workpiece quality [22].
In industry, simple surface roughness amplitude parameters are commonly used [23, 24]:
2.1 Roughness average (Ra)
Using roughness profile height and roughness mean line height, calculate roughness average (Ra). A roughness value of this type is also known as an arithmetic mean or an arithmetic average. The Ra parameter is defined by the equation below.
$R a=\int_0^L|Y(x)| d x$ (1)
Roughness profile departures from the mean are calculated by arithmetic mean.
2.2 Roughness root-mean square (Rq)
This is the root-mean-square parameter is as follows:
$R q=\int_0^L\left[\left(Y(x)^2\right) d x\right]$ (2)
2.3 Maximum peak-to-valley roughness (Ry or Rmax)
Roughness sampling length is determined by the distance between two parallel lines joining the extreme upper and lower points on a profile. Ra and Rq are the most common surface parameters [24]. The present study used Ra to measure surface roughness.
A solution to the following problem is presented in this section:
Minimize f (X)
Subjected to the constraint:
$g(x) \leq 0$ (3)
Equation constrains inequality. Adding nonnegative slack variables to Eq. (3) transforms them into equality constraints
$g(x)+y^2=0$ (4)
where, the slack variables have not yet been determined. This presents a problem:
Minimize f(X)
Subjected to:
$G(X, Y)=g(x)+y^2=0$ (5)
This problem can be solved conveniently by the method of Lagrange multipliers. As a result, the Lagrange function L is constructed in the following manner:
$L(X, Y, \lambda)=f(x)+\lambda G(X, Y)$ (6)
The following equations can be used to find the stationary points for the Lagrange function:
$\partial L / \partial x(X, Y, \lambda)=\partial f / \partial x+\lambda \partial g / \partial x=0$ (7)
$\partial L / \partial \lambda(X, Y, \lambda)=G(X, Y, \lambda)=g(x)+y^2=0$ (8)
$\partial L / \partial y(X, Y, \lambda)=2 y \lambda=0$ (9)
Experiments include specimen preparation, specimen machining, surface roughness measurement, and cutting temperature measurement, which are the most important parts of the present study.
In the present study, surface roughness and cutting temperature were investigated in a sustainable dry cutting process using turning machines in terms of cutting parameters (feed rate and speed).
4.1 Materials
Medium carbon steel rods were used in this study, and spectrometers were used to determine their chemical composition. Based on the chemical composition of the rod, the carbon steel type and weight percentage are determined. Table 1 shows the results of chemical composition test for AISI 1045 medium carbon steel using spectro, an economic spectrometer made in Germany, according to ASTM A751 standard [25].
According to ASTM standards, the alloy corresponds to AISI 1045 medium carbon steel based on Table 1 below.
Table 1. Compared with ASTM standards, chemical compositions of 1045 carbon steel in wt.%
|
Element |
C |
Mn |
P |
S |
Fe |
|
This work, wt.% |
0.44 |
0.52 |
0.023 |
0.03 |
Balance |
|
Reference [10], wt.% |
0.43–0.50 |
0.60–0.90 |
0.040 (max) |
0.050 (max) |
Balance |
The 1045 carbon steel has good machinability, high strength, and impact properties that make it a popular choice for requirements of industrial applications towards wear resistance and strength. A description of the properties of AISI 1045 carbon steel is provided in Table 2.
Table 2. A typical carbon steel property is that of AISI 1045 [26]
|
Properties |
Reference [25] |
This Work |
|
Brinell |
163 |
163 |
|
Rockwell B |
84 |
84 |
|
Vickers |
170 |
170 |
|
Ultimate Strength |
565 MPa |
564 MPa |
|
Yield strength |
310 MPa |
310 MPa |
|
Modulus of Elasticity |
200 GPa |
200 GPa |
|
Bulk Modulus |
140 GPa |
140 GPa |
|
Poissons ratio |
0.290 |
0.290 |
|
Shear Modulus |
80 GPa |
80 GPa |
|
Density |
7.87 g/cc |
0.284 lb/in3 |
4.2 Surface roughness measurement
Today's manufacturing industries place a high priority on quality. This paper focuses on improving product quality while reducing costs and delivering them on time. For a particular process, surface roughness should be controlled within appropriate limits.
The materials department laboratory at Basrah University used surface roughness tester - portable-type (Qualitest TR-110, US) to measure surface roughness according to ISO 4287:1997 standards [27].
4.3 Cutting temperature measurement
Infrared thermometers were used to measure the temperature of cutting tools based on Steffen-Boltzman's law:
$\varepsilon=E \sigma T^4$ (10)
where, ε is the material emissivity of radiation element, σ is Steffen-Boltzman constant (5.67*10-8 W.m2.K4), T is temperature (K). An element's surface temperature is determined by its surface temperature, and its radiation energy is determined by its radiation energy.
Infrared thermometers can measure the radiation energy of materials. Steffen-Boltzman's law can be used to calculate the surface temperature, a radiation element's emissivity can be determined if it is known. By using an infrared thermometer, the temperature was measured visually, easily, and without contact A radiation element's emissivity can be determined if it is known. By using an infrared thermometer, the temperature was measured visually, easily, and without contact [28].
Surface quality is one of the most important requirements customers put forth during machining processes. It would be helpful and economically helpful when a model for predicting roughness was proposing in order to achieve the desired quality in terms of mechanical properties, such as wear resistance and fatigue [14]. To achieve high productivity at a reasonable cost, enterprises are interested in machining productivity and costs.
The surface roughness tester was used to collect roughness data during machining operations. A lower temperature is necessary to protect cutting tools. The empirical equation for predicting shaft surface roughness was derived using data-fit software and the experimental data. Surface roughness of shafts is described by Eq. 11, which shows how cutting speed (rpm) and feed rate (mm/rev.) influence surface roughness.
$R a=f(v, f)=A(v / f) B$ (11)
Values of the constants A and B, are 0.5141, and 0.05155 respectively.
A comparison of experimental and theoretical values of surface roughness is shown in Figure 2. The correlation coefficient (R) is 0.973, which indicates a good fit.
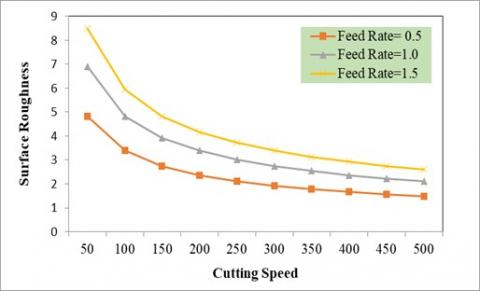
Surface roughness behavior at different feed rates is shown in Figure 3. A decrease in surface roughness is evident as cutting speed increases. The results of this study agree with those researchers [7, 8]. A faster cutting speed leads to a higher cutting zone temperature, which results in softening of the material, which leads to a smoother surface and reduced vibration. By decreasing the shear angle, cutting speeds reduce chip thickness and shear stresses, thereby reducing frictional forces.
Figure 4 shows the effect of feed rate on product smoothness or surface roughness. As the feed rate increases, more material contacts the tool, increasing the surface roughness. Vibrations caused by increased cutting forces result in rougher surfaces.
Figure 2. Convergence between empirical equation and experimental results
Figure 3. The influence of cutting speed on surface roughness
Figure 4. Surface roughness is influenced by feed rate
There is some conversion of cutting energy into heat between the cutting tool and workpiece material in every machining process. To measure the temperature at the tip of cutting tool, an infrared thermometer device was used, so it's important since this heat causes wear in the cutting tool when it reaches a high temperature.
Using data-fit software, an empirical equation for temperature has been predicted using the multiple regression method. Cutting tool temperature is a function of two variables: cutting speed and feed rate. Experimental and empirical results were compared as shown in Figure 5, which showed a good correlation coefficient (R) of 0.9616, A=0.1521, B=23.059.
In Figure 6, cutting speed is shown to affect tool temperature. Due to friction between the cutting tool and the workpiece material, the cutting tool temperature will increase as cutting speed increases [14].
In Figure 7, tool temperature is shown as a function of feed rate. Increasing feed rate leads to an increase in temperature, which can be attributed to the fact that more material needs to be removed, which results in an increase in cutting forces and a greater section of chip, which leads to an increase in friction, resulting in a higher temperature [14].
Figure 5. Empirical equation and experimental results of surface temperature
Figure 6. Surface temperature as a function of cutting speed
Figure 7. Surface temperature as a function of feed rate
It is assumed that temperature equation is a constraint and surface roughness equation is an objective function when Lagrange optimization method is used:
Objective Function Ra=f(v,f)=A (V/f)B
Constraint g(v,f)= T=f(v,f)=AV+Bf2
For achieving minimum surface roughness and minimum temperature, Table 3 shows the optimum value of cutting speed and feed rate.
Table 3. The optimum values of cutting speed and feed rate
|
Cutting Speed (rpm) |
Feed Rate (mm/rev) |
Ra (µm) |
T (℃) |
|
1000 |
1.8 |
0.711 |
226.8 |
In the current study, the conclusions are summarized as follow:
|
f |
feed rate, mm/rev |
|
R |
correlation coefficient |
|
T |
temperature |
|
Greek symbols |
|
|
σ |
The Steffen-Boltzman constant, 5.67*10-8 W.m2.K4 |
|
ε |
emissivity of the material radiation element |
|
v |
cutting speed, rpm |
|
Subscripts |
|
|
a |
average |
[1] Fratila, D.F. (2012). Research of environment-friendly techniques influence on accuracy of gear processing in context of sustainable machining by near dry machining. Acta Mechanica Slovaca, 16(1): 58-65. http://www.actamechanica.sk/pdfs/ams/2012/01/07.pdf.
[2] Molamohamadi, Z., Ismail, N. (2013). Developing a new scheme for sustainable manufacturing. International Journal of Materials, Mechanics and Manufacturing, 1(1): 1-5. https://doi.org/10.7763/IJMMM.2013.V1.1
[3] Kopac, J. (2009). Achievements of sustainable manufacturing by machining. Journal of Achievements in Materials and Manufacturing Engineering, 34(2): 180-187.
[4] Zhong, Q., Tang, R., Peng, T. (2017). Decision rules for energy consumption minimization during material removal process in turning. Journal of Cleaner Production, 140: 1819-1827. https://doi.org/10.1016/j.jclepro.2016.07.084
[5] Mia, M., Morshed, M.S., Kharshiduzzaman, M., Razi, M.H., Mostafa, M.R., Rahman, S.M.S., Ahmad, I., Hafiz, M.T., Kamal, A.M. (2018). Prediction and optimization of surface roughness in minimum quantity coolant lubrication applied turning of high hardness steel. Measurement, 118: 43-51. https://doi.org/10.1016/j.measurement.2018.01.012
[6] Nur, R., Nasrullah, B., Suyuti, M.A. (2018). Sustainable manufacturing by calculating the energy demand during turning of AISI 1045 steel. Journal of Physics: Conference Series, 953(1): 012028. https://doi.org/10.1088/1742-6596/953/1/012028
[7] Amiril, S.A.S., Rahim, E.A., Hishamudin, A.Z. (2019). Effect of nozzle distance and cutting parameters on MQL machining of AISI 1045. Journal of Physics: Conference Series, 1150(1): 012045. https://doi.org/10.1088/1742-6596/1150/1/012045
[8] Camposeco-Negrete, C., de Dios Calderón-Nájera, J. (2019). Sustainable machining as a mean of reducing the environmental impacts related to the energy consumption of the machine tool: A case study of AISI 1045 steel machining. The International Journal of Advanced Manufacturing Technology, 102(1): 27-41. https://doi.org/10.1088/1742-6596/1150/1/012045
[9] Abebe, A.D., Jiru, M.G., Kabeta, G. (2021). Comparative study on dry and wet machining during double tool turning of AISI 1045 steel. International Journal of Innovative Science, Engineering & Technology, 8(9): 71-101.
[10] Ghan, H.R., Ambekar, S.D. (2014). Optimization of cutting parameter for Surface Roughness, Material Removal rate and machining time of Aluminium LM-26 alloy. International Journal of Engineering Science and Innovative Technology, 3(2): 294-298.
[11] Yusuf, K., Nukman, Y., Yusof, T.M., Dawal, S.Z., Qin Yang, H., Mahlia, T.M.I., Tamrin, K.F. (2010). Effect of cutting parameters on the surface roughness of titanium alloys using end milling process. Scientific Research and Essays, 5(11): 1284-1293.
[12] Şahinoğlu, A., Rafighi, M. (2020). Optimization of cutting parameters with respect to roughness for machining of hardened AISI 1040 steel. Materials Testing, 62(1): 85-95. https://doi.org/10.3139/120.111458
[13] Velan, M.V.G., Shree, M.S., Muthuswamy, P. (2021). Effect of cutting parameters and high-pressure coolant on forces, surface roughness and tool life in turning AISI 1045 steel. Materials Today: Proceedings, 43: 482-489. https://doi.org/10.1016/j.matpr.2020.12.020
[14] Kaniapan, K., Ali, M.A.M., Sulaiman, M.A., Minhat, M., Aziz, M.S.A. (2022). Review on turning process parameters, responses and experimental method of AISI 1045 carbon steel. In: Ali Mokhtar, M.N., Jamaludin, Z., Abdul Aziz, M.S., Maslan, M.N., Razak, J.A. (eds) Proceedings of Symposium on Intelligent Manufacturing and Mechatronics, Lecture Notes in Mechanical Engineering, Springer, Singapore. https://doi.org/10.1007/978-981-16-8954-3_44
[15] Stojković, M., Madić, M., Trifunović, M., Turudija, R. (2022). Determining the optimal cutting parameters for required productivity for the case of rough external turning of AISI 1045 steel with minimal energy consumption. Metals, 12(11): 1793. https://doi.org/10.3390/met12111793
[16] Abbas, A.T., Al-Abduljabbar, A.A., El Rayes, M.M., Benyahia, F., Abdelgaliel, I.H., Elkaseer, A. (2023). Multi-objective optimization of performance indicators in turning of AISI 1045 under dry cutting conditions. Metals, 13(1): 96. https://doi.org/10.3390/met13010096
[17] Abbas, A.T., Sharma, N., Soliman, M.S., El Rayes, M.M., Sharma, R.C., Elkaseer, A. (2023). Effect of wiper edge geometry on machining performance while turning AISI 1045 steel in dry conditions using the VIKOR-ML approach. Machines, 11(7): 719. https://doi.org/10.3390/machines11070719
[18] Abbas, A.T., El Rayes, M.M., Al-Abduljabbar, A.A., Ragab, A.E., Benyahia, F., Elkaseer, A. (2023). Effects of tool edge geometry and cutting conditions on the performance indicators in dry turning AISI 1045 steel. Machines, 11(3): 397. https://doi.org/10.3390/machines11030397
[19] Ramalingam, K., Parthiban, P., Kalaivanan, K., Dhivakar, D. (2023). Optimization of process parameters in turning of AISI 1045 steel using GRA. In 5th International Conference on Innovative Design, Analysis & Development Practices In Aerospace & Automotive Engineering: I-Dad’22, Chennai, India, 2766(1). https://doi.org/10.1063/5.0139408
[20] Ghani, J.A., Ismanizan, M.A., Rahman, H.A., Haron, C.H.C., Juri, A.Z., Kasim, M.S., Rizal, M. (2024). Machining analysis of S45C carbon steel using finite element method. Jurnal Tribologi, 40: 226-246.
[21] Palaniappan, T., Subramaniam, P. (2024). Investigation in optimization of process parameters in turning of mild steel using response surface methodology and modified deep neural network. Materials Today Communications, 38: 108425. https://doi.org/10.1016/j.mtcomm.2024.
[22] Tarigan, B., Rasyid, M. (2024). The effect of cutting speed on surface roughness in the turning process of aisi 1045 carbon steel using kobe m2 hss chisels. Journal of Science Technology (JoSTec), 6(1): 20-27. https://doi.org/10.55299/jostec.v6i1.847
[23] Mohammad, H.M., Jabbar, M.A. (2013). Empirical modelling for prediction of work piece surface roughness and cutting tool temperature in turning carbon steel. Engineering & Technology Journal, 31. https://doi.org/10.30684/etj.31.5A6
[24] Mohammad, H.M., Ibrahim, R.H. (2017). Optimization of sustainable cutting conditions in turning carbon steel by cnc turning machine. Journal of Material Sciences & Engineering, 6(2): 319. https://doi.org/10.4172/2169-0022.1000319
[25] Hussain, Z.N.A., Alsalhy, M.J. (2023). Optimization of metal removal rate, surface roughness and hardness using the Taguchi method in CNC turning machine. In the National University of Science and Technology International Conference for Pure and Applied Sciences, Dhi-Qar, Iraq. https://doi.org/10.1063/5.0159539
[26] International Organization for Standardization. (1997). Geometrical Product Specifications (GPS)--surface Texture: Profile Method--terms, Definitions and Surface Texture Parameters. ISO.
[27] Pohit, G. (2006). Application of virtual manufacturing in generation of gears. The International Journal of Advanced Manufacturing Technology, 31: 85-91. https://doi.org/10.1007/s00170-005-0170-2
[28] Kalus, M.S. (2012). Sustainability for die manufacturing: Comparative study of wedm and milling. Dissertations, Theses, and Student Research, University of Nebraska–Lincoln. https://digitalcommons.unl.edu/mechengdiss/43/.