Olguin-Camacho Juan![]() | Pacheco-Alvarado Luis Kevin
| Pacheco-Alvarado Luis Kevin![]() | Jiménez-Islas Donaji*
| Jiménez-Islas Donaji*![]()
OPEN ACCESS
The objective of this work is to determine the control structure that avoids the concentration drop due to the nonlinear effect of the binary azeotrope present in the distillation process of the azeotropic ethanol-water mixture, for this purpose a Smith predictive control structure is applied, which is compared with the behavior of a system with delay and an integral proportional control. This applied to a previously characterized experimental plant, for the simulation, the analysis of the step response of each of the proposed systems is performed, confirming that the predictor eliminates the overshoot in the behavior of the system during the distillation while the implemented PI control maintains them even when the response speed of it is lower.
Smith-predictor, azeotrope, concentration, biofuels
The reduction of pollutant and greenhouse gas (GHG) emissions is a necessity due to the deterioration of the planet in recent decades [1]. This implies actions that help mitigate the excessive consumption of fossil fuels that have adverse effects on the environment and yet are the primary source of energy worldwide, putting energy security at risk. Therefore, governments have proposed to eliminate the use of fossil fuels by the end of the 21st century [2, 3]. Renewable technologies are the best alternative, seeking to replace conventional processes with alternative ones using solar, wind, geothermal, hydroelectric and biomass energies [4-6].
According to the study [7], of the total energy used, 32% is consumed by transportation, of which 3.3% are environmentally friendly fuels; and 3% are biofuels. The biofuels with the greatest potential for use are biodiesel and bioethanol, and it is important to note that they are incorporated in blends with fossil fuels.
The importance of reducing the consumption of fossil fuels is evident and in the case of the transportation industry, it is essential to reduce GHG emissions and to obtain fuels from renewable sources. For this reason, there is currently a need to guarantee sustainable production of alternative fuels in environmental, economic and social aspects, of which there are great advances in bioethanol, biodiesel and biojet fuel [8].
The use of ethanol as a substitute for gasoline, or in combination with gasoline, is intended to reduce the emissions of pollutants described above, improve combustion quality and replace additives that are harmful to human health, such as lead and methyl tertiary butyl ether (MTBE), carbon monoxide (CO) and nitrogen oxides (NOx), which are a factor in the increase in the number of people affected by cancer [9, 10]. However, ethanol production presents problems at the distillation stage because ethanol is soluble with water, limiting concentration ratios from 40% to 60% in conventional processes. The alternative for superior distillation is the use of high pressure, which increases cost and complicates safety.
Additionally, both first and second generation ethanol have similar production processes, differing in the origin of the raw material and the initial treatment, however, generically the process is the same; initially the raw material is prepared, which involves cleaning and preparation (in the case of second generation ethanol, size reduction and some thermal and chemical treatment); hydrolysis, to obtain fermentable sugars (saccharification); fermentation, where the sugars are converted to ethanol and a concentration above 20% is obtained; subsequently a concentration of 93 to 94% is sought to be obtained in a rectification column%, but due to a temperature differential of the binary mixture this last distillation has a high energy consumption, representing 60% to 80% of the cost of ethanol separation [11, 12] Therefore, a dehydration step should be implemented after distillation.
Therefore, it is important to carry out works that study the control techniques applicable to distillation processes. The objective of the present work is to determine a control technique applicable to the ethanol distillation process that avoids the concentration drop due to the nonlinear effect of the binary azeotrope present (ethanol-water) by comparing the step response of a case study. For this purpose, in this paper we perform: i) a review of the temperature control techniques reported by several authors; ii) the approach of a controller with Smith predictor and the physical characteristics of a study plant; iii) a simulation of the implementation of the controller and the study plant in which we compare: (a) the delayed response of the system, (b) a Proportional Integral (PI) controller and (c) a PI controller linked with a Smith predictor; (iv) the simulation results are analyzed determined the characteristics of the response with respect to the settling time of the control and the overshoot percentage; (v) a comparison is made of the results of the present work with respect to others reported; (vi) finally a discussion of the results is made and the contributions of the case study are determined.
Due to the importance that the use of alternative fuels has taken, the need to obtain a higher purity in these fuels has been accentuated, in the case of ethanol, two separation steps are required that require large amounts of energy to achieve the desired purity of 95.63 wt.% ethanol. The first step is an ordinary distillation called preconcentration where a concentrate of 92.4 to 94 wt.% is reached; the second step consists of dehydration of the ethanol to higher concentrations. There are several alternatives for this: pervaporation, adsorption, oscillating pressure distillation, extractive distillation (ED), azeotropic distillation (AD), as well as hybrid methods that combine these. The latter are the option of choice for distillation processes because they have shown robustness in large-scale ethanol production, even though the energy cost is high [13].
The combination of DE and AD, brings with it the advantages of both and decreases the disadvantages of AD since there is no heterogeneous liquid-liquid equilibrium and there are no additional azeotropes, thus marking the separation temperatures between ethanol, water and the entrainment element; added to the fact that the investment costs are at the intermediate point in the implementation of these types of distillation as reported by Lauzurique-Guerra et al. [14] in Table 1:
Table 1. Economic comparison of distillation methods
|
Components |
Molecular Sieves |
Pervaporation |
Azeotropic Distillation |
|
Net Present Value (NPV) ($) |
23 594 637.3 |
8 216 112.6 |
12 374 017.4 |
|
Intermediate Rate of Return (IRR) (%) |
60.9 |
36.1 |
49.8 |
|
Discounted Capital Recovery Period (CRP) (years) |
1.6 |
2.6 |
2.0 |
|
Return on Investment (ROI) (%) |
8.1 |
52.8 |
72.6 |
|
Updated Rate of Return (RVAN) (\$ / \$) |
2.47 |
1.14 |
1.86 |
Attending to the previous need, different works have been developed concerning control systems for temperature in distillation processes: Wu et al. [15] used a multiple loop feedback control; Gil et al. [16, 17] propose double loop schemes with PI controllers combined with feedforward and the inclusion of a filter to decouple the problem of reference tracking and disturbance rejection and thus decrease the over-oscillation; Wei et al. [18] implemented two control schemes for a two-column distillation system, in the first is burn control loops are implemented for flow, pressure and temperature, while in the second is a modification of the first by having the two controllers of the cascaded architecture, giving better results with the latter as the response is equal to the reference; Aguirre-Maridueña et al. [19] applied a temperature control system based on a PID controller for hexane distillation where the plant response is a sub-damped system; Rowe et al. [20] tested two temperature control architectures in a chemical-solar-thermal process, where the first controller is a classical PID controller with a perturbation in the main loop and the second a control implements an estimator, where the best result was obtained with the latter, having the plant variables -carbon monoxide percentage, pressure and temperature- at the desired values, where the temperature oscillations were ± 2; Luo et al. [21] report the implementation of a PI controller with feedforward and a dead time, from which they conclude that the control is sensitive to flow perturbations, since increasing the inlet flow by ± 20% the purity in the process has a similar transient positive deviation; Ortiz-Torres et al. [22] developed a fault-tolerant control for temperature and pressure regulation in a distillation column, the above by designing two error observers, used to improve the actions of a nonlinear control law, the above by making concentration measurements in five plates in the rectification stage; Fitatá-Bojacá [23] modeled a PID controller with perturbations for a binary distillation process, verifying by simulation that the control of a valve controlling the amount of fluid, where the deviation is 0. 02m with respect to the reference in addition that the percentage of on and off of the controlled valve is 54%; García-Jaimes and Rodríguez-Acevedo [24] modified the control loops of a distillation column manufactured by the company Fratelli Guinazza, where he estimated the mathematical model in of temperature and feed flow, to subsequently implement a PI control with a Smith predictor in the AC800M controller in both systems obtaining a reduction in steam consumption of 22%; Dai et al. [25] report the control of a reactive distillation column, in which a PI controller was implemented for pressure, temperature and flow, when testing by varying the flow ±20% and temperature 10°, it generates very high transient errors, so a new configuration of the column is proposed in which the transient errors are lower with a steady state value of 0. 995 for disturbances of ± 2%; Dávila-Tapia [26] implemented a dynamic neural network for a differential estimator where 15 input process variables were considered, having as output a quality parameter, the latter being cascaded with the thermal oil flow used in the process in a PID control, having a deviation of 1.9% with respect to the reference.
2.1 Ethanol distillation process control
In the particular case of the control of variables in the ethanol distillation process, there are works such as those of researchers [27], who made kettle adaptations of a didactic column for distillation implementing an embedded system that controls the temperature, a PI control that manipulated a thermoresistance by means of a PWM was programmed; Torres-Figuero [28] studied the uncontrolled response and the optimal control of a distillation column with respect to a flow of ethanol for distillation, the optimal control tests were performed using a sinusoidal input and a step, obtaining a concentration of 99. 5%; Fernández-Hernández [29] reported a predictive control for a binary ethanol distillation, performing an identification to determine the plant model with a transport delay, where the calculated controller was simulated, qualitatively demonstrating its robustness; Gil et al. [30] simulated a temperature control for extractive dehydration, applying a PI controller in the two distillation columns and in the cooler, obtaining a reduction in the overshoot of the system response and in its speed; and Villacres-Guijarro [31] used a PID controller in LabView to regulate the temperature of a plate distiller.
According to the studies [30, 32], with the purpose of reducing annual operating costs, the optimization of distillation processes becomes relevant, which implies the use of control systems that guarantee its operation in the range established for the process where the conversion of a steady state to a dynamic state is fundamental when evaluating the effect of disturbances in this, due to the difference of the evaporation points in the ethanol-water mixture that ranges between 1 and 3 degrees, thus generating an important area of study.
3.1 Controller approach
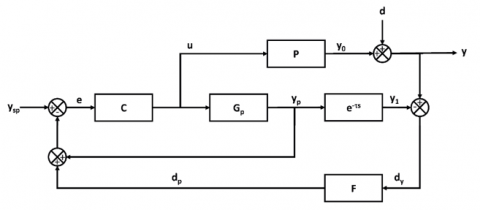
In distillation processes where the concentration change directly impacts the process, the criteria discussed by authors [33] involving: i) isolated systems, smooth responses, ii) elimination of steady-state error, and iii) resistance to inaccuracies must be addressed. On the other hand, Karan et al. [34] and García-Jaimes and Rodríguez-Acevedo [24] report the usefulness of the Smith predictor implemented together with a PI controller applied to temperature in chemical distillation processes. In the present work, a PI controller was implemented with a Smith predictor as shown in Figure 1.
Figure 1. Structure of the PI control with Smith predictor (taken from the study: [35])
From this model, a Matlab code was developed following the steps reported in the study [35], using the following characteristics:
3.2 Simulation approach
Given the characteristics of the system shown in Figure 1, three simulations were performed consisting of i) system step response with delay; ii) step response with PI control loop; and iii) system step response with control loop and Smith predictor.
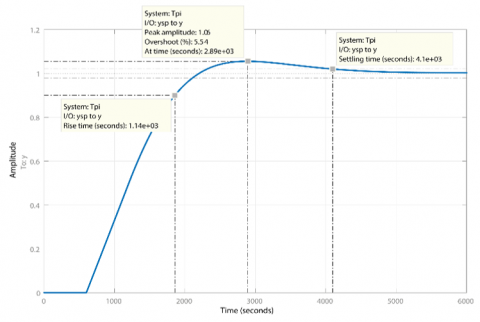
4.1 Step response of the system with delay
Based on the plant values proposed in section 2.1, the simulation of the step response shown in Figure 2 was carried out and the response characteristics are shown in Table 2.
Figure 2. Step response of the system with delay
4.2 Step response of the system with PI control loop
Based on the plant values proposed in section 3.1 and the tuning characteristics mentioned in the same section, the simulation of the step response of the system with PI control loop was carried out as shown in Figure 3, and the response characteristics are described in Table 2.
Figure 3. Step response of the system PI control loop
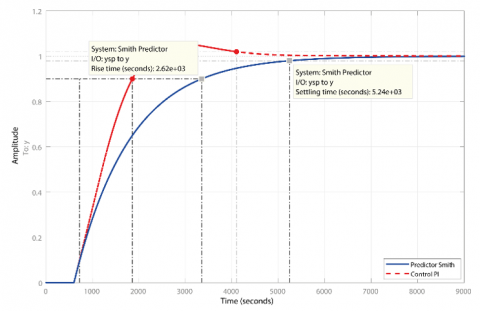
4.3 Step response of the Smith predictor control loop system
Figure 4. Step response of the system with the Smith predictor control loop
Taking as reference the plant values proposed in section 3.1, the tuning characteristics mentioned therein and the structure of the Smith predictor shown in Figure 1, the simulation of the step response of the system with control loop with the Smith predictor presented in Figure 4 was performed and the response characteristics are shown in Table 2.
4.4 Comparison of responses
The results obtained in the reported simulations are shown in Table 2:
Table 2. Response characteristics of the systems
|
System |
Tp (hours) |
Ts (hours) |
Overshoot (%) |
|
Delayed model |
1.18 |
2.27 |
0 |
|
PI control |
0.32 |
1.14 |
105.54 |
|
Control loop with Smith predictor |
0.73 |
1.46 |
0 |
It is noticeable that the PI controller shows faster rise (tp) and settling (ts) times, however, the overshoot is nonexistent in the response of the system without the controller and in the Smith predictor, while in the PI controller the reference is exceeded by 105.54%, which is not recommended for distillation systems as it has a value outside the controllable margins and the ratio of concentrations is lost [34].
Therefore, it is shown that the control loop with Smith predictor presents a better behavior to avoid over impulses in the distillation process.
4.5 Comparisons
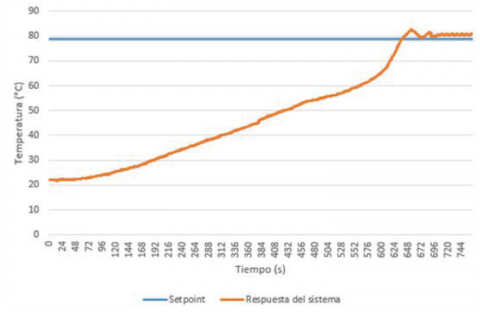
Figure 5. Plant developed by authors [28]
Figure 6. PI controller response developed by authors [27]
Once the behavior in the plant was obtained, a comparison of the results obtained with respect to the works [27] and [29] was carried out. The first one implemented a controller in an ethanol distiller where the response of his system is shown in Figure 5, which presents a first-degree response with an atypical behavior, together with a steady-state error of approximately 18℃.
On the other hand, Figure 6 shows the implementation of a PI control performed by Torres-Figuero [28] where the steady-state error has been corrected so the plant retains the outlier behavior mentioned in the previous paragraph.
Table 3 summarizes the behavior of the two systems compared based on the characteristics of the plant and the PI controller. Where in the plant [27] the tests were performed with an ethanol-water mixture at 20% while the one reported in this work was performed only with water. In the controller the proportional constant reported by Peréz-Nuñez [27] has a considerably large value with respect to the one developed in the present work, this due to the fact that the steady state error of the plant in the former is 18℃ so a larger compensation is required in the controller.
Table 3. Comparison of results with the study [27]
|
Test |
Performance Variable |
Present Work |
[27] |
|
Response to step of the plant |
Plant behavior |
First Order |
First order with atypical behavior |
|
Starting value |
with delay |
21℃ |
|
|
Time of first crossing |
0℃ |
0.28 Hrs. |
|
|
With the reference |
Does not cross stabilizes |
98°C approx. |
|
|
Settling value |
78.93℃ |
4.9 Hrs. |
|
|
Settling time |
2.81 Hrs. |
18°C approx. |
|
|
Response with the controller |
Error at steady state |
1.61 |
666 |
|
Kp |
1840 |
0.2365 |
|
|
Ki |
0% |
82% approx. |
|
|
Overshoot |
1.14 Hrs. |
0.19 Hrs. |
From the analysis made in the previous paragraphs, a similar behavior is observed in the two plants because both present a first order response and when the controller is implemented, an overshoot is manifested. It is worth mentioning that the response speed in the works differs, this is due to the amounts of mixture in each test.
Regarding the work reported by Fernández-Hernández [29], the response of an ethanol distillation process to a reference step of 100℃ is observed by applying a predictive control model (PCM), which is shown in Figure 7.
Figure 7. Plant temperature behavior throughout the simulation, taken from the study [29]
When comparing the response of Figure 7 with the one obtained in the present work, it is observed that they do not keep the same trend. A closer look at the simulation times of the study [29] as well as those reported in his work shows: i) A linear model was used as a starting point and ii) The short response times indicate a laboratory level test. Derived from the above, it is concluded that the model developed in the present work contemplates nonlinear behaviors obtained from the use of concentration curves, in particular the Antoine equations, which allows modeling processes of higher workload. Therefore, there are several areas of future development where the implementation of controllers with prediction arrays for the distillation of substances is marked as a base, being able to study the relationship between concentration and temperature profiles, the impact of the control systems with respect to these profiles, and the effect of the control action on the final concentration of the distillation.
The Smith predictor presents an over damped behavior when applying a reference, which favors the distillation processes, since there are no over impulses with respect to the expected final temperature thus avoiding temperatures outside the concentration vs. evaporation temperature curve, unlike the PI controls used in conventional temperature control systems that convert the response into an under damped system.
The Smith predictor presents an overdamped behavior when applying a reference, which favors the distillation processes, since there are no overshoots with respect to the expected final temperature, thus avoiding temperatures outside the concentration vs. evaporation temperature curve, which confirms the objective of the present work.
Thanks to the TecNM, the Mechatronics Engineering Division and the Postgraduate Program in Mechatronics Engineering for providing the means and resources for the development of this work, in addition to the administration and management of the project financed by the TecNM with the code 7851.20-PD. To the TecNM/campus Huichapan.
|
Tp |
Lifting time, hours |
|
Ts |
Settling time, hours |
|
Greek symbols |
|
|
$\tau$ |
Time constant of the system, s. |
|
Subscripts |
|
|
C |
PI Controller |
|
Gp |
Plant model |
|
e−$\tau$s |
Response delay |
|
P |
Plant with integrated delay |
|
F |
First order filter |
|
ysp |
Reference |
|
y |
Output |
|
u |
Actuation |
|
D |
External disturbances |
|
y0 |
Actual plant output |
|
y1 |
Prediction of plant output with time delay |
|
yp |
Prediction of plant output |
|
dy |
Error between predictor and actual output |
|
e |
Noise filtered error |
[1] Rosa, J.S., Lorenzini, G., Altafini, C.R., Wander, P.R., Telli, G.D., Rocha, L.A.O. (2019). Performance effects and economic viability of high-hydrated ethanol fumigation and diesel direct injection in a small compression ignition engine. Mathematical Modelling of Engineering Problems, 6(1): 1-9. https://doi.org/10.18280/mmep.060101
[2] Paterson, M. (2021). ‘The end of the fossil fuel age’? discourse politics and climate change political economy. New Political Economy, 26(6): 923-936. https://doi.org/10.1080/13563467.2020.1810218
[3] Gençsü, I., Whitley, S., Trilling, M., Van Der Burg, L., McLynn, M., Worrall, L. (2020). Phasing out public financial flows to fossil fuel production in Europe. Climate Policy, 20(8): 1010-1023. https://doi.org/10.1080/14693062.2020.1736978
[4] Flores, G.B., Escamilla-Alvarado, C., De María Bretón-Deval, L., Sotelo-Navarro, P.X., Poggi-Varaldo, H.M. (2022). Número especial ambiente y bioenergía. Revista Internacional De Contaminación Ambiental, 38(i–ii). https://doi.org/10.20937/rica.54827
[5] Rahman, A., Farrok, O., Haque, M.M. (2022). Environmental impact of renewable energy source based electrical power plants: Solar, wind, hydroelectric, biomass, geothermal, tidal, ocean, and osmotic. Energy Conversion and Management, 161: 112279. https://doi.org/10.1016/j.rser.2022.112279
[6] García-Bustamante, C.A., Masera-Cerutti, O. (2016). Estado del arte de la bioenergía en México. Red Temática de Bioenergía (RBT) del Conacyt.
[7] Ren. (2019). Renewables 2019 global status report. REN21. https://www.unep.org/resources/report/renewables-2019-global-status-report#:~:text=Renewables%202019%20Global%20Status%20Report%2019%20June%202019,year%20and%20represents%20an%20increasing%20diversity%20of%20sectors.
[8] Mathur, S., Waswani, H., Singh, D., Ranjan, R. (2022). Alternative fuels for agriculture sustainability: Carbon footprint and economic feasibility. AgriEngineering, 4(4): 993-1015. https://doi.org/10.3390/agriengineering4040063
[9] Qadiri, U. (2021). Computational parametric investigation on single cylinder constant speed spark ignition engine fuelled water-based micro-emulsion, ethanol blends, and conventional gasoline. Materials Science for Energy Technologies, 4: 256-262. https://doi.org/10.1016/j.mset.2021.07.002
[10] Qadiri, U., Wani, M.I. (2019). Performance combustion and emission characteristics of 3-cylinder SI engine fuelled conventional gasoline, ethanol blends, and micro-emulsion used as an alternative fuel mathematical modelling of engineering problems. International Information and Engineering Technology Association, 6(4), 541-549. https://doi.org/10.18280/ mmep.060409
[11] Branco, R., Serafim, L.S., Xavier, A.C. (2018). Second generation bioethanol production: On the use of pulp and paper industry wastes as feedstock. Fermentation, 5(1): 4. https://doi.org/10.3390/ fermentation5010004
[12] Galbe, M., Wallberg, O., Zacchi, G. (2013). Cellulosic Bioethanol Production. In John Wiley & Sons, Ltd eBooks, pp. 487-501. https://doi.org/10.1002/ 9781118493441.ch18
[13] Kiss, A.A., Suszwalak, D.J. (2012). Enhanced bioethanol dehydration by extractive and azeotropic distillation in dividing-wall columns. Separation and Purification Technology, 86: 70-78. https://doi.org/10.1016/j.seppur.2011.10.022
[14] Lauzurique-Guerra, Y., De Cárdenas, L.Z., Ones, O.P., Molina-Rivero, G. (2017). Evaluación de técnicas de deshidratación de etanol aplicando la simulación. Dyna-Colombia, 84(200): 185-192. https://doi.org/10.15446/dyna.v84n200.54230
[15] Wu, Y., Lee, H., Huang, H., Chien, I. (2014). Energy-saving dividing-wall column design and control for heterogeneous azeotropic distillation systems. Industrial & Engineering Chemistry Research, 53(4): 1537-1552. https://doi.org/10.1021/ie403136m
[16] Gil, J.D., Ruiz-Aguirre, A., Roca, L., Zaragoza, G., Berenguel, M., Guzmán, J. L. (2015). Control de plantas de destilación por membranas con apoyo de energía solar parte 1: esquemas. Comité Español De Automática De La IFAC. https://www.ehu.eus/documents/3444171/4484750/70.pdf
[17] Gil, J.D. (2015). Control de plantas de destilación por membranas con apoyo de energía solar. Universidad De Almería. http://hdl.handle.net/10835/4477
[18] Wei, H., Wang, F., Zhang, J., Liao, B., Xu, J., Xiao, F., Wei, W., Sun, Y. (2013). Design and control of dimethyl carbonate–methanol separation via pressure-swing distillation. Industrial & Engineering Chemistry Research, 52(33): 11463-11478. https://doi.org/10.1021/ie3034976
[19] Aguirre-Maridueña, L.B., Salcedo-Ponton, C.B., Neira-Melendez, J.R. (2018). Diseño e implementación de un método de destilación de hexano basado en sistema de calentamiento por inducción con control PID y monitoreo en línea a través de unapágina web. http://dspace.ups.edu.ec/handle/123456789/16038
[20] Rowe, S.C., Hischier, I., Palumbo, A.W., Chubukov, B. A., Wallace, M.S., Viger, R., Lewandowski, A., Clough, D., Weimer, A.W. (2018). Nowcasting, predictive control, and feedback control for temperature regulation in a novel hybrid solar-electric reactor for continuous solar-thermal chemical processing. Solar Energy, 174: 474-488. https://doi.org/10.1016/j.solener.2018.09.005
[21] Luo, H., Liang, K., Li, W., Li, Y., Xia, M., Xu, C. (2014). Comparison of pressure-swing distillation and extractive distillation methods for isopropyl alcohol/diisopropyl ether separation. Industrial & Engineering Chemistry Research, 53(39): 15167-15182. https://doi.org/10.1021/ie502735g
[22] Ortiz-Torres, G., Escobar, R., Adam-Medina, M., Astorga-Zaragoza, C., Guerrero-Ramírez, G. (2016). Control tolerante a fallas activo en sensores y Actuadores: aplicación a una columna de destilación. Revista Iberoamericana De Automatica E Informatica Industrial, 13(1): 67-79. https://doi.org/10.1016/j.riai.2015.05.006
[23] Fitatá-Bojacá, M.M. (2018). Diseño e implementación de un control de nivel en el fondo de la primera columna de la torre de destilación continua binaria en el Centro de Investigación en procesos de ingeniería (C.I.P.I). hdl:20.500.12010/4793. http://hdl.handle.net/20.500.12010/4793
[24] García-Jaimes L.E., Rodríguez-Acevedo, J.D. (2016). Optimización de los lazos de control de una torre de destilación mediante las librerías del controlador AC800M. https://www.redalyc.org/journal/6078/607863422003/html/.
[25] Dai, X., Ye, Q., Yu, H., Suo, X., Li, R. (2015). Design and control of dividing-wall column for the synthesis of n-propyl propionate by reactive distillation. Industrial & Engineering Chemistry Research, 54(15): 3919-3932. https://doi.org/10.1021/acs.iecr.5b00147
[26] Dávila-Tapia, S.F. (2013). Diseño de un sistema de control neural para el monitoreo y control de calidad en una columna de destilación de multicomponentes. https://tesis.pucp.edu.pe/repositorio/handle/20.500.12404/5026.
[27] Peréz-Nuñez, F.J., Zavala-Villalpando, J.G., Montoya-Vallejo, O.M. (2018). Sintonización de lazo de control de temperatura en el hervidor de una columna de destilación. Pistas Educativas, 40(130): 1812-1829. https://pistaseducativas.celaya.tecnm.mx/index.php/pistas/article/download/1629/1451
[28] Torres-Figuero, J.J. (2014). Metodología de control óptimo y control predictivo óptimo en columnas de destilación extractiva, orientados económicamente. Universidad De Los Andes. https://repositorioslatinoamericanos.uchile.cl/handle/2250/2759151.
[29] Fernández-Hernández, C.A. (2014). Control predictivo basado en modelo (MPC) de una columna de destilación binaria para la producción de etanol. Universidad Central Marta Abreu de Las Villas. https://1library.co/document/yevod14z-control-predictivo-basado-modelo-columna-destilacion-binaria-produccion.html.
[30] Gil, I.J.N., Gómez, J.M., Rodríguez, G. (2012). Control of an extractive distillation process to dehydrate ethanol using glycerol as entrainer. Computers & Chemical Engineering, 39: 129-142. https://doi.org/10.1016/j.compchemeng.2012.01.006
[31] Villacres-Guijarro, G.E. (2011). Automatización y puesta en marcha de una columna de destilación continua de platos perforados tipo experimental para el sistema Etanol- Agua mediante PID y plataforma LABVIEW denominada UDCC. Universidad de Guayaquil.
[32] Gil, J.D., Berenguel, M., Roca, L. (2015). Aportaciones desde el punto de vista del control automatico y la optimización a la tecnología de destilación por membranas alimentada con energía solar. XIV Simposio CEA De Ingenieria De Control, 1-6. http://repositorio.ual.es/bitstream/handle/10835/5826/25.%20Gil%2BBeren%2BRoca_Simposio_Ingenieria_de_control.pdf?sequence=1&isAllowed=y
[33] Ornelas-Martínez, S., Cabrera-Ruiz, J.C. (2018). Análisis comparativo de estrategias de control retroalimentado para esquemas de destilación reactiva. Jóvenes En La Ciencia, 4(1): 3347-3351. https://www.jovenesenlaciencia.ugto.mx/index.php/jovenesenlaciencia/article/download/2845/2096.
[34] Karan, S., Dey, C., Mukherjee, S. (2022). Simple internal model control based modified Smith predictor for integrating time delayed processes with real-time verification. ISA Transactions, 121: 240-257. https://doi.org/10.1016/j.isatra.2021.04.008
[35] Mathworks. (2020). Control of Processes with Long Dead Time: The Smith Predictor-MATLAB & Simulink Example. https://www.mathworks.com/help/control/ug/ control-of-processes-with-long-dead-time-the-smith-predictor.html.