Muhammad Ridwan Andi Purnomo![]()
© 2024 The author. This article is published by IIETA and is licensed under the CC BY 4.0 license (http://creativecommons.org/licenses/by/4.0/).
OPEN ACCESS
Because batik is one of the most popular products in Indonesia, improving the supply chain system for batik products, for example total supply chain costs efficiency, will have a substantial and lasting effect on all chains involved. In the batik supply chain, it is common practice for each chain to have an independent policy, resulting in total supply chain cost inefficiency. This paper discusses the development of a mathematical model to optimise batik supply chain with a single-vendor multi-buyers and multi-products. The optimisation model was developed by taking into account the frequent lateral transhipment system in the batik supply chain system as well as the buyers' random demand fluctuations. In addition, the optimisation model takes into account imperfect production systems in the vendor that produce a random number of defective products on a periodic basis. To obtain the optimum solution from the dynamic model, an optimisation-in-the-loop simulation system based on genetic algorithms was then used to solve the developed mathematical model. The presented case study demonstrates that the proposed Genetic Algorithms (GA) able to reach a convergent point; thus, the proposed optimisation-in-the-loop model able to provide an optimum solution for the supply chain system under consideration.
single-vendor multi-buyers, reactive lateral transhipment, imperfect production system, genetic algorithm, optimisation in-the-loop simulation, batik supply chain
Batik, is one of the leading products by Indonesia and has extensive use on the domestic market and high value on the international market. Therefore, enhancing the supply chain system for batik products will have long-term benefits. A crucial decision in the batik supply chain system is the strategy for ordering products from buyers to vendor, which affects the production management at the vendor. This strategy decision will have an effect on the demand fulfilment that can be converting into competitive advantage and profitability to the entire supply chain. Several previous researchers have paid attention to this topic because it is significant and strategic with different conditions, such as multiple shipment policy [1], time-phased price discount [2] and price-sensitive demand [3].
Obviously, each buyer in the batik supply chain will receive random customer demand. However, after a period of time, the demand pattern can be modelled with a statistical distribution, which is preferable to the average value [4]. This study will also model users demand using statistical distributions approach. In addition, it is common for products to be shipped from one buyer to another because shipping costs are comparatively low and the response time is fast, despite the fact that the purchase price of the product is higher than purchase price from the vendor. This is referred to as lateral transhipment in the distribution system [5], that typically aimed to balance the inventory level of the chains at the same echelon [6]. In contrast to the typical lateral transhipment system, in the investigated supply chain system, product delivery from one buyer to another will occur only upon request; this is comparable to reactive literal transhipment [7].
The buyers often adopt a minimum inventory policy when faced with uncertain demand, taking into account the lead time for orders from vendors and other buyers. On the vendor side, the vendor will control the daily Economic Production Quantity (EPQ) because customer demands do not arrive simultaneously. The EPQ will be determined by considering optimum utilisation of the vendor production resources [8, 9].
Production process of batik is usually semi-automatic. The batik printers are controlled by operators. At the beginning, the operators will setup the batik printers and after several production units, defective products will occur, necessitating a setup of the batik printers. Such a production system is called an imperfect production system [10, 11]. The defective batik products will be reworked, but not all will be repairable. If a batik product cannot be repaired, it will be converted into patchwork. Consequently, the EPQ in the imperfect production system will be determined by considering the occurrence of defective products and the rework process. In this situation, the problem will grow intricate because of the numerous variables involved, and it will be further compounded when multiple products must be produced.
The majority of problem-solving optimisation algorithms utilise static data. When the number of decision variables is small, the exact optimisation algorithm can generate the optimum solution in a reasonable computation time. However, if the number of decision variables is very large, the resulting solution is only a feasible one, with no guarantee of optimality or one that is near to optimum. Genetic Algorithms (GA), which was coined by John Holland, can be utilised as an optimisation algorithm for stochastic models with a large number of decision variables [12]. Therefore, in this study, GA will be used as the optimisation algorithms, and since the demands data are modelled using statistical distribution and the information and materials flow are flowing dynamically in the supply chain system, then the GA will be used in-the-loop with the supply chain simulation system. This technique has several different terms, such as simulation optimisation [13] and optimisation-simulation closed-loop [14]. In this study, this technique will be called as optimisation-in-the-loop simulation. The previous studies shown that advantage of optimisation-in-the-loop simulation technique is the optimisation algorithm received dynamic feedbacks from the simulation during optimisation process so that the solution provided is the best solution in the steady state condition. This advantage is also used to address optimisation problem in the present study.
This section reviews previous studies on the total cost occurred in the entire parties in a supply chain known as Joint Total Cost (JTC), lateral transhipment system, imperfect production system, and simulation optimisation to show state of the art of this study.
2.1 Joint Total Cost (JTC)
It is commonly understood that optimisation of the supply chain system must be performed concurrently across all supply chains in order to achieve global optimum conditions. The JTC of the vendor and all of the buyers is one of the frequently employed optimisation objectives. Study about minimisation of JTC has been initiated by Goyal [15] at 1976 with a single-supplier single-customer supply chain system was the object of the study. Continuation of that study has been investigated by Banerjee [16] by considering finite production rate, lot-for-lot replenishment and deterministic condition. Further, that study has been extended by Goyal [17] with more general replenishment strategy. Goyal and Nebebe [18] proposed simple method to solve minimisation of JTC for single-vendor single-buyer by considering setup cost at the vendor. By nature, a buyer will face probabilistic demand from customer, therefore, Mahata et al. [19] have extended model proposed by Banerjee with fuzzy order quantity for the buyer to deal with the probabilistic condition. Besides discrete model of JTC, a continuous model for JTC has also been developed by Benkherouf and Omar [20] that considered constant production rate at the vendor and demand at the buyer is a function of time.
Wee and Widyadana [21] studied the minimisation of the JTC for a single-vendor, single-buyer supply chain system with discrete delivery order, random machine unavailability time that may lead to unstable production at the vendor and lost sales for the buyer. Liu et al. [22] investigated about JTC minimisation with decision variables are number of shipments per production cycle, time interval between two successive shipments and the initial inventory for every production cycle in single-vendor single buyer supply chain system. Chan et al. [23] have developed JTC for a single-vendor multi-buyer supply chain system with synchronized production and order cycle lengths. In that study, the proposed vendor-buyer coordination model was superior to two other coordination models, namely the decentralised decision-making model and the common cycle coordination model. Another study that has discussed about JTC for single-vendor multi-buyers supply chain system is Chen [24], in which pricing and promotion for perishable products that impact buyer demand were considered. Ben-Daya et al. [25] have developed JTC for a single-vendor multi-buyer closed-loop supply chain system. In that study, the vendor used the backward supply chain to remanufacture products from the buyers in order to make the supply chain environmentally friendly.
Another factor that influences the total cost of a supply chain system is transhipment practice. Consequently, in the following subchapter, a number of previous studies on transhipment practices with varying objectives are reviewed.
2.2 Lateral transhipment system
Several researchers in the past have conducted research on supply chain systems with lateral transhipment. Bassey and Zelibe [26] present a new model for a two-echelon location-inventory system with response time constraints. In this study, the decision variables are the level of on-hand inventory, the level of lateral transshipment, and the level of backorders under steady-state conditions. Shokouhifar et al. [27] proposed inventory management for the blood supply chain by considering lateral transshipment to reduce shortage and waste costs. Wang et al. [28] studied the stochastic preparedness and response phrases of disaster management by contemplating lateral transhipment in order to have economical and adaptable shipment. Li et al. [29] studied lateral transhipment under the condition that shortage buyers request to other buyers and that multiple buyers will fulfil demand.
Another transhipment model has been investigated by Van Wijk et al. [30]. In that study, two stock points play the role of two vendors that will supply critical parts to several customers. Three demand-fulfilment strategies have been investigated: own stock, literal transhipment, and an emergency procedure. Wang et al. [31] used agent-based system for resources joint planning to enable transhipment cross-echelon and normal transhipment at the same echelon. Tarhini et al. [32] have modelled a transhipment system for single-vendor multi-buyers under the VMI policy. In this study, it is also possible to dispatch directly from the vendor to all of the buyers in order to reduce the JTC.
The lengthy order delivery time by vendor is one of the factors that encourages transhipment. One of the factors that influences the order delivery time to customers is the occurrence of rework on defective products due to imperfect production systems which also have an effect on vendor production costs. Several studies on imperfect production systems in various supply chain systems are reviewed in the subsequent subchapters.
2.3 Imperfect production system
Most of the supply chain optimisation model studies assumed the production system at the vendor is perfect, all produced products are in good quality. However, it will be more realistic when considering the imperfect production systems that lead to the production of defective products. Some studies on the consideration of imperfect production system have been considered by previous researchers. Aghsami et al. [33] developed an inventory model based on Markovian queueing model by considering imperfect process in the queueing system. The model has been tested in blood inventory management in a hospital. Another study that considered imperfect production factor to determine EPQ has been conducted by Ali et al. [34]. In that study, the defective products can be considered as rework or salvage units. Imperfect production consideration will affect to the over production planning that affect to the CO2 emissions. Priyan [35] studied about the effect of green investment to reduce the carbon emissions caused by an imperfect production system.
Zhang et al. [36] proposed an Economic Manufacturing Quantity (EMQ) by considering condition-based maintenance and imperfect production. In addition to the EMQ, the threshold for preventive maintenance is also optimised using a semi-Markov decision process. Jauhari [37] studied about sustainable inventory model in a closed-loop supply chain by considering energy usage, imperfect production and green investment. In that study, the inventory level and the green investment were optimised by controlling the production rate. The sustainability factors considered are energy consumption and the carbon emissions. Product quality and environmental considerations will motivate a supply chain to invest in technologies that support both factors. Sepehri et al. [38] proposed a sustainable inventory model by taking into account investments in preservation technology to control the progression of product deterioration, carbon reduction technology, and quality enhancement technology to improve an imperfect production system.
Dynamic and numerous variables consideration in a supply chain causes the analysis model of the supply chain to become stochastic; therefore, the simulation model is the most appropriate analysis model. In the subsequent subchapters, previous research on simulation models with optimisation is reviewed.
2.4 Simulation optimisation
A simulation system can provide greater realism and precision [39, 40] because it can display the actual status of system variables. Tan et al. [41] modelled stochastic rescue requests, time and space distribution of traffic, and the dynamic rescue process in an urban road network system using a simulation system. The simulation system used Particle Swarm Optimisation (PSO) as the optimisation tool to optimise the deployment plan for three types of road rescue vehicles. Badakhshan and Ball [42] suggested a combination of system dynamic simulation and GA to maximise the Economic Value Added (EVA) of a supply chain system with a single product and multi-customers.
Saputro et al. [43] proposed a two-phase supplier selection analysis. In the first phase, Multi Criteria Decision Making (MCDM) techniques were used to select suppliers, while in the second phase, multi-objective simulation optimisation was used to maximise Total Value of Purchasing (TVP) while minimizing total cost. Continual monitoring of predictive maintenance and inventory policy in the series-parallel production system is yet another application of the simulation optimisation approach [44]. Mesquita and Tomotani [45] conducted another study that demonstrated the effectiveness of simulation-based optimisation. Two inventory control policies combined with an order-up-to lot sizing policy were simulated and optimised in order to minimise total inventory cost on a single machine with a sequence-dependent setup time.
Cost optimisation for a supply chain system must be performed across the entire supply chain, which is referred to as JTC, as evidenced by the aforementioned works. In addition, in the lateral transhipment system, the majority of studies focused on inventory balancing at the buyer level, and reactive lateral transhipment from a buyer is still uncommon. Numerous studies have examined imperfect production systems, however, periodic imperfect production process that occur at random remain uncommon. Simulation-optimisation is a reliable approach for analysing a system's uncertainty, and it will be used in this study. Therefore, a significant contribution of the study is the analysis of a single-vendor multi-buyer supply chain system with multi-products, taking into account the random periodic imperfect production process using optimisation in-the-loop simulation based on AG.
3.1 The supply chain description
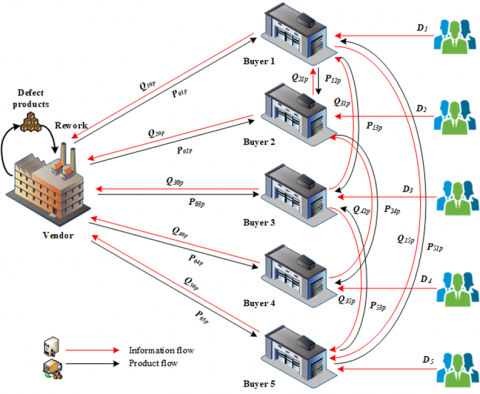
The supply chain system under consideration has one vendor and five buyers. There are five batik products that flow across the supply chains. The historical data indicates that Buyer 2 and 3 sometime make purchases from Buyer 1. On the other side, Buyers 1 and 3 sometime place an order to Buyer 5, whereas Buyer 4 sometime orders from Buyer 2. Lateral transhipment refers to the practice of one buyer utilising another buyer's on-hand inventory. When the buyers anticipate stock-outs and place orders to other buyers, this is referred to as reactive transhipment [34]. Figure 1 depicts the supply chain system diagram under consideration.
As described in the introduction, after several production units, the semi-automatic batik printers occasionally produce prints with defects. However, not all batik with printing defects can be reworked into successful batik goods. In order for vendors to fulfil orders from all customers, the production quantity of the batik products must take into account the probability that the batik printers will produce defective products and the number of defective batik products that can be reworked.
3.2 The supply chain system variables and parameters
The supply chain system was simulated using Microsoft Excel, during the simulation, the decision variables were optimised using GA. Therefore, this case study is considered as simulation-based stochastic optimisation. The decision variables and the parameters are explained in the nomenclature section at the end of this paper.
Figure 1. The supply chain system diagram under consideration
3.3 Mathematical models development
The main objective of the optimisation model is to minimise JTC, which consists of VTC and BTC. The subsequent sections detail the model development procedure.
3.3.1 VTC model
The first cost element of the VTC is VSC, determined by multiplying the total number of production runs for all products by the setup cost per production run for all products. The following formula represents the VSC formula.
$V S C=\sum_{p=1}^P \sum_{t=1}^T S_{p t} \times P R_{p t}$
$P R_{p t}=\left\{\begin{array}{l}1, \text { if } P D_p>0 \\ 0, \text { otherwise }\end{array}\right.$ (1)
The second cost element of the VTC is VLC, determined by multiplying the total number of lost sales for all products by the lost sales cost per unit for all products. The following formula expressed the VLC formula.
$V L C=\sum_{p=1}^P \sum_{t=1}^T L S_{p t} \times L O_{p t}$
$L O_{p t}=\max \left(0 ; D_{p t}-\left(P D_{p t}+P_{p t-1}\right)\right)$
$D_{p t}=\sum_{b=1}^B Q_{p t b} ; \forall p ; \forall t$ (2)
The next cost element of the VTC is VHC, determined by multiplying total ending inventories of all products by their carrying costs. The equation below illustrates the VHC formula.
$V H C=\sum_{p=1}^P \sum_{t=1}^T H_{p t} \times I_{p t}$
$I_{p t}=\max \left(0 ;\left(P D_{p t}+P_{p t-1}\right)-D_{p t}\right)$
$D_{p t}=\sum_{b=1}^B Q_{p t b} ; \forall p ; \forall t$ (3)
The last component of the VTC is the VWC, determined by multiplying the number of reworked all products by their rework costs per unit. The following equation depicts the VWC formula.
$V W C=\sum_{p=1}^P \sum_{t=1}^T P D_{p t} \times p o_{p t} \times R W_p$
$p o_{p t}=\left\{\begin{array}{c}0 \leq p o_{p t} \leq P O_p, \text { if } \sum_{0,} P D_p \geq w_p \\ 0, \quad \text { otherwise }\end{array}\right.$ (4)
Hence, the VTC can be expressed as indicated by the following formula.
$V T C=V S C+V L C+V H C+V W C$ (5)
3.3.2 BTC model
The BTC consists of BOC, BLC, and BHC. The BOC is determined by multiplying the order frequency during simulation by the ordering cost to the vendor or another buyer, as indicated in the following formula.
$B O C=\sum_{a=1}^B \sum_{b=1}^B \sum_{p=1}^P \sum_{t=1}^T\left(\left(A_{0 t} \times n o_{p a 0 t}\right)+\left(A_{a b t} \times n o_{p a b t}\right)\right) ; a \neq b$
$n o_{\text {pa0t }}=\left\{\begin{array}{c}1, \text { if } Q_{p a 0}>0 \\ 0, \text { otherwise }\end{array}\right.$
$n o_{\text {pabt }}=\left\{\begin{array}{c}1, \text { if } Q_{\text {pab }}>0 \\ 0, \text { otherwise }\end{array}\right.$ (6)
The BLC is calculated by multiplying the cost of lost sales for all products by the total number of lost sales for all products across all buyers, as indicated in the following equation.
$B L C=\sum_{b=1}^B \sum_{p=1}^P \sum_{t=1}^T l s_{b p t} \times l o_{b p t}$
$l o_{b p t}=\max \left(0 ; d_{b p t}-\left(Q_{p a 0}+Q_{p a b}+i_{p t-1}\right)\right)$ (7)
The BHC is calculated by multiplying the carrying cost for all products by the number of ending inventories for all products across all buyers, as stated in the following equation.
$B H C=\sum_{b=1}^B \sum_{p=1}^P \sum_{t=1}^T h_{b p t} \times i_{b p t}$
$i_{b p t}=\max \left(0 ;\left(Q_{p a 0}+Q_{p a b}+i_{p t-1}\right)-d_{b p t}\right)$ (8)
To calculate the BTC, sum the values of BOC, BLC, and BHC, as depicted in the following equation.
$B T C=B O C+B L C+B H C$ (9)
3.3.3 JTC model
The JTC, which is the sum of the VTC and BTC, indicates the entire cost of the supply chain system, as indicated in the following formula.
$J T C=V T C+B T C$ (10)
3.4 GA development
As an optimisation tool, there are three essential components of genetic algorithms that are chromosome development, fitness function determination, and genetic operations including crossover and mutation. In the subsequent sub-sections, all of these essential details will be elaborated.
3.4.1 Chromosome model
As an evolutionary optimisation algorithm, GA will encode a model's decision variables as chromosomes to determine their optimal value. Table 1 displays the decision variable of the supply chain optimisation model and how they are encoded in the proposed GA. The decision variables are constrained to a maximum value of 3000 units due to the production capacity of the vendor and the overall buyer's demand, which never surpasses 3000 units. In order to provide a wide range of values for a gene by using a sufficient number of bits, therefore binary encoding is used in the proposed GA.
When a is the index for all buyers and b is the index for buyer that received order from another buyer, according to Figure 1, then a will move from 1 to 5 and b value will be 1, 2 and 5. Therefore, there will be P×5×5 genes in a chromosome. The proposed GA will be integrated with the supply chain simulation, resulting in a substantial increase in computation time. In order to reduce the computation time, the population size is made variable. The initial population size is fixed, and in subsequent generations, identical chromosomes will be reduced to two copies only, resulting in a decrease in population size. It will also prevent the GA from being stuck in local optimal conditions caused by the dominance of super chromosomes.
Table 1. The decision variables and their encoding
|
Decision Variable |
Encoding |
Max. |
Min. |
|
PDp |
Binary |
3000 |
0 |
|
RPp |
Binary |
3000 |
0 |
|
Qpa0 |
Binary |
3000 |
0 |
|
Qpab |
Binary |
3000 |
0 |
|
rpa |
Binary |
3000 |
0 |
3.4.2 Fitness function determination
In GA, chromosomes with a high fitness value are able to survive until the final generation; thus, it is associated with maximisation. However, the objective of this study's optimisation model is to minimise the JTC, which is contrary to the GA searching concept. Therefore, fitness function of the chromosome is formulated as a big number, that always higher than JTC, subtracted by average of JTC during simulation, as shown in Eq. (11).
$e v=g-\frac{J T C}{T}$ (11)
3.4.3 Crossover mechanism
This study employs a standard one-cut point crossover, which is based on randomly defined cutting points and normal sub-gene exchange. Nevertheless, the crossover operation is carried out for each gene on a chromosome. The mechanism of the one-cut point crossover for each gene is depicted in Figure 2.
Figure 2. Mechanism of the one-cut point crossover
3.4.4 Mutation mechanism
A semi-guided non-uniform mutation process is utilised in the GA to explore values inside a variable's current value and its limit value. This mutation process alters the traditional non-uniform mutation method introduced by Michalewicz [12]. The modification aims to increase the efficiency of the GA's exploration while preserving the stochastic character of its process. The mutation method directs the GA to adjust the mutant gene based on its fitness value. Despite this, the change in value remains arbitrary. The method of the semi-guided non-uniform mutation is explained by following procedure.
Step 1: Select a gene in a chromosome based on mutation probability;
Step 2: Decode the gene to be integer value;
Step 3: Increase the decoded value with random delta and still lower than or equals to the maximum limit;
Step 4: Evaluate the fitness value, if the fitness value is better than current fitness value, then go to Step 6, otherwise go to Step 5;
Step 5: Decrease the decoded value with random delta and still higher than or equals to the minimum limit;
Step 6: Encode the gene.
For example, a randomly selected gene for PD1 00011101 is converted to the value 29 by the decoding step. The next step will increase this value at random to 35. If the JTC with the new PD1 value is superior to the JTC with the previous PD1 value, the new PD1 value will be encoded and reinserted into the chromosome. If not, the previous PD1 value is reduced, encoded, and reinserted into the chromosome.
This study took place at a batik supply chain system in Yogyakarta, Indonesia. There are five batik products (P=5) and five buyers (B=5) that are sell the batik products to the customers. There is only one vendor that serve all of the buyers. Tables 2-5 are the summary of the parameter values for the vendor and each buyer.
Table 2. The parameter value for the costs
|
Chain |
Parameter |
Value |
|
Vendor |
S |
5700 |
|
H1 |
3500 |
|
|
LS1 |
5500 |
|
|
H2 |
3500 |
|
|
LS2 |
6500 |
|
|
H3 |
3500 |
|
|
LS3 |
4000 |
|
|
H4 |
3500 |
|
|
LS4 |
7000 |
|
|
H5 |
3500 |
|
|
LS5 |
4000 |
|
|
RW1 |
1500 |
|
|
RW2 |
1300 |
|
|
RW3 |
1300 |
|
|
RW4 |
1300 |
|
|
RW5 |
1300 |
|
|
Buyer 1 |
A0 |
13000 |
|
A15 |
13000 |
|
|
h1 |
2000 |
|
|
ls1 |
20000 |
|
|
h2 |
2000 |
|
|
ls2 |
25000 |
|
|
h3 |
2000 |
|
|
ls3 |
20000 |
|
|
h4 |
2000 |
|
|
ls4 |
20000 |
|
|
h5 |
2000 |
|
|
ls5 |
25000 |
|
|
Buyer 2 |
A0 |
8000 |
|
A21 |
8000 |
|
|
h1 |
2000 |
|
|
ls1 |
25000 |
|
|
h2 |
2000 |
|
|
ls2 |
25000 |
|
|
h3 |
2000 |
|
|
ls3 |
25000 |
|
|
h4 |
2000 |
|
|
ls4 |
25000 |
|
|
h5 |
2000 |
|
|
ls5 |
25000 |
|
|
Buyer 3 |
A0 |
10000 |
|
A31 |
8000 |
|
|
A35 |
8000 |
|
|
h1 |
2000 |
|
|
ls1 |
25000 |
|
|
h2 |
2000 |
|
|
ls2 |
30000 |
|
|
h3 |
2000 |
|
|
ls3 |
25000 |
|
|
h4 |
2000 |
|
|
ls4 |
30000 |
|
|
h5 |
2000 |
|
|
ls5 |
25000 |
|
|
Buyer 4 |
A0 |
8000 |
|
A42 |
8000 |
|
|
h1 |
2000 |
|
|
ls1 |
35000 |
|
|
h2 |
2000 |
|
|
ls2 |
25000 |
|
|
h3 |
2000 |
|
|
ls3 |
25000 |
|
|
h4 |
2000 |
|
|
ls4 |
25000 |
|
|
h5 |
2000 |
|
|
ls5 |
25000 |
|
|
Buyer 5 |
A0 |
13000 |
|
h1 |
2000 |
|
|
ls1 |
25000 |
|
|
h2 |
2000 |
|
|
ls2 |
25000 |
|
|
h3 |
2000 |
|
|
ls3 |
25000 |
|
|
h4 |
2000 |
|
|
ls4 |
35000 |
|
|
h5 |
2000 |
|
|
ls5 |
30000 |
Table 3. The parameter value for the defective products
|
p |
w |
PO |
Statistical Distribution |
|
1 |
5000 |
30% |
Poisson |
|
2 |
5000 |
30% |
Poisson |
|
3 |
5000 |
30% |
Poisson |
|
4 |
5000 |
30% |
Poisson |
|
5 |
5000 |
30% |
Poisson |
Table 4. The demand distribution from buyers to vendor
|
From Buyer |
p |
Statistical Distribution |
|
1 |
1 |
Normal (300, 35) |
|
2 |
Normal (10, 7) |
|
|
3 |
Uniform (22, 47) |
|
|
4 |
Uniform (2, 17) |
|
|
5 |
Normal (87, 7) |
|
|
2 |
1 |
Normal (150, 20) |
|
2 |
Normal (50, 13) |
|
|
3 |
Uniform (100, 130) |
|
|
4 |
Uniform (10, 30) |
|
|
5 |
Normal (80, 20) |
|
|
3 |
1 |
Uniform (30, 70) |
|
2 |
Normal (40, 10) |
|
|
3 |
Uniform (44, 83) |
|
|
4 |
Uniform (24, 93) |
|
|
5 |
Uniform (14, 33) |
|
|
4 |
1 |
Uniform (120, 155) |
|
2 |
Uniform (30, 65) |
|
|
3 |
Uniform (20, 75) |
|
|
4 |
Uniform (10, 35) |
|
|
5 |
Uniform (10, 30) |
|
|
5 |
1 |
Normal (60, 25) |
|
2 |
Uniform (20, 35) |
|
|
3 |
Uniform (80, 110) |
|
|
4 |
Normal (50, 20) |
|
|
5 |
Normal (90, 15) |
Table 5. The reactive transhipment demand distribution
|
From Buyer |
To Buyer |
p |
Statistical Distribution |
|
1 |
5 |
1 |
Uniform (2, 5) |
|
2 |
Uniform (2, 5) |
||
|
3 |
Uniform (3, 4) |
||
|
4 |
Uniform (4, 5) |
||
|
5 |
Uniform (5, 8) |
||
|
2 |
1 |
1 |
Uniform (2, 10) |
|
2 |
Uniform (5, 8) |
||
|
3 |
Uniform (5, 15) |
||
|
4 |
Uniform (4, 7) |
||
|
5 |
Uniform (2, 10) |
||
|
3 |
1 |
1 |
Uniform (2, 15) |
|
2 |
Uniform (5, 7) |
||
|
3 |
Uniform (7, 9) |
||
|
4 |
Uniform (3, 11) |
||
|
5 |
Uniform (2, 7) |
||
|
3 |
5 |
1 |
- |
|
2 |
- |
||
|
3 |
- |
||
|
4 |
- |
||
|
5 |
Uniform (3,6) |
||
|
4 |
2 |
1 |
Uniform (7, 13) |
|
2 |
Uniform (2, 5) |
||
|
3 |
Uniform (4, 11) |
||
|
4 |
Uniform (3, 9) |
||
|
5 |
Uniform (1, 3) |
The simulation was conducted for 5 years (T = 60) to reach a state of equilibrium. The GA will be executed with i-pop_size=30, pc=0.3, pm=0.5, and g=5000000000. The GA will terminate when the number of generations (gen) reaches 500. After optimisation, the optimum JTC is IDR 2.488.873.337 and the optimum values for the decision variables are shown in Table 6.
Table 6. The decision variables values
|
Decision Variable |
Value |
Decision Variable |
Value |
|
Q110 |
75 |
r11 |
461 |
|
Q120 |
113 |
r12 |
412 |
|
Q130 |
96 |
r13 |
1832 |
|
Q140 |
179 |
r14 |
1487 |
|
Q150 |
245 |
r15 |
1332 |
|
PD1 |
686 |
RP1 |
187 |
|
Q210 |
267 |
r21 |
47 |
|
Q220 |
124 |
r22 |
107 |
|
Q230 |
229 |
r23 |
104 |
|
Q240 |
572 |
r24 |
131 |
|
Q250 |
598 |
r25 |
97 |
|
PD2 |
552 |
RP2 |
529 |
|
Q310 |
79 |
r31 |
464 |
|
Q320 |
123 |
r32 |
390 |
|
Q330 |
174 |
r33 |
1789 |
|
Q340 |
243 |
r34 |
1493 |
|
Q350 |
83 |
r35 |
1333 |
|
PD3 |
688 |
RP3 |
186 |
|
Q410 |
79 |
r41 |
464 |
|
Q420 |
123 |
r42 |
390 |
|
Q430 |
174 |
r43 |
1789 |
|
Q440 |
243 |
r44 |
1493 |
|
Q450 |
83 |
r45 |
1333 |
|
PD4 |
688 |
RP4 |
186 |
|
Q510 |
79 |
r51 |
464 |
|
Q520 |
123 |
r52 |
390 |
|
Q530 |
174 |
r53 |
1789 |
|
Q540 |
243 |
r54 |
1493 |
|
Q550 |
83 |
r55 |
1333 |
|
PD5 |
688 |
RP5 |
186 |
From Table 6 above, the production lot-size in the vendor for all of the products is relatively higher than the reproduction point, except for product 2. It is because of product 2 has relatively high order variance from the buyers. The high order variance of product 2 is caused by the stochastic demand protection at the buyers represented by the reorder point is relatively lower compared to the other products.
Naturally, defective production system factors will impact the vendor's production planning and inventory control. According to preliminary study, the optimum reproduction points for the vendor's batik products 1, 2, 3, 4, and 5 are 28, 32, 1, 1, and 0 respectively. Thus, the optimal production points for products 1, 2, 3, 4, and 5 have increased to 159, 497, 185, 185, and 186 units, respectively while the production quantity of all products are not significantly changed.
The GA searching performance is shown in Figure 3, and from the figure, it can be analysed that start from generation 209, there is no significant improvement of fitness value. It means that the GA has converged to the optimum solution. Contrary to deterministic optimisation, the fitness graph after GA has converged may be constant. In this optimisation-in-the-loop simulation the fitness graph still subject to random variables variation. During optimisation process, minimum and maximum fitness based on maximum and minimum JTC also can be recorded. On the basis of Figure 3, it is also possible to conclude that JTC variance during optimisation process is comparatively low. The proposed optimisation-in-the-loop simulation is therefore capable of optimising the supply chain model under stable state conditions.
Figure 3. The proposed GA searching performance during simulation
From the preceding explanation, it can be concluded that the proposed optimisation model is able to provide optimum solution for the batik supply chain system under consideration, as indicated by the convergent GA. The proposed optimisation-in-the-loop simulation model is also capable of providing optimum solutions under steady-state conditions. From a managerial standpoint, the solutions are more reliable when dealing with changes in situations that do not change considerably. Another managerial recommendation is controlling the stock at the buyers from time to time to avoid lost sales. However, inventory level at the vendor is relatively stable. One of the most difficult aspects of using GA is ensuring that the algorithm does not become stuck in local optimum due to premature convergence and that it provides local optimum solutions. Because the proposed GA does not experience premature convergence, then the GA used in the optimisation-in-the-loop simulation system can be said fairly able to provide optimum solutions.
For subsequent research, when the out-of-control probability of the vendor production system becomes high, the vendor requires a high level of autonomy to manage production planning and inventory control. The optimisation model for chain systems should be modified to a vendor-managed inventory (VMI) model. With the aid of information technology, the VMI model's optimisation results will be readily implemented with a high level of demand satisfaction at the buyers.
The author would like to express highest gratitude to the Department of Industrial Engineering, Universitas Islam Indonesia for funding the publication of this article.
|
General indexes |
|
|
p |
product index |
|
a, b |
buyer index |
|
c |
customer index |
|
t |
simulation period index |
|
General variables |
|
|
JTC |
joint total cost of the supply chain system |
|
T |
number of simulation period |
|
P |
number of products |
|
B |
number of buyers |
|
Vendor side (parameters) |
|
|
S |
set-up cost per production run (IDR) |
|
LSp |
lost-sales cost per unit of product-p (IDR/unit) |
|
Hp |
carrying cost per unit of product-p per month (IDR/unit/month) |
|
RWp |
rework cost of product-p (IDR/unit) |
|
pop |
probability of production of product-p becomes out-of-control |
|
POp |
maximum probability of pop |
|
Dp |
demand from buyers of product-p |
|
wp |
number of productions of product-p where the production system starts out-of-control |
|
Vendor side (variables) |
|
|
PDp |
optimum production lot-size of product-p (units) |
|
RPp |
optimum re-production point of product-p (units) |
|
PRp |
number of production run of product-p (times) |
|
LQp |
number of lost-sales occurred of product-p |
|
Ip |
number of ending inventories of product-p |
|
VSC |
vendor’s total setup cost (IDR) |
|
VLC |
vendor’s total lost sales cost (IDR) |
|
VHC |
vendor’s total holding cost (IDR) |
|
VWC |
vendor’s total rework cost (IDR) |
|
VTC |
vendor’s total cost (IDR) |
|
Buyers side (parameters) |
|
|
A0 |
ordering cost per order with the vendor (IDR/order) |
|
Aab |
ordering cost per order of buyer-a with the buyer-b (IDR/order) |
|
lsp |
lost-sales cost per unit of product-p (IDR/unit) |
|
hp |
carrying cost per unit of product-p per month (IDR/unit/month) |
|
dpt |
demand from customers of product-p at simulation period-t (units) |
|
Buyers side (variables) |
|
|
Qpa0 |
optimum order quantity of product-p of buyer-a with the vendor (units) |
|
Qpab |
optimum order quantity of product-p of buyer-a with the buyer-b (units) |
|
rpa |
optimum reorder point of product-p (units) at buyer a |
|
nopa0 |
number of orders of product-p of buyer-a with the vendor |
|
nopab |
number of orders of product-p of buyer-a with the buyer-b |
|
lop |
number of lost-sales occurred of product-p |
|
ip |
number of ending inventories of product-p |
|
BOC |
buyers’ total ordering cost (IDR) |
|
BLC |
buyers’ total lost sales cost (IDR) |
|
BHC |
buyers’ total holding cost (IDR) |
|
BTC |
buyers’ total cost (IDR) |
|
GA |
|
|
i-pop_size |
initial population size |
|
pc |
crossover rate/probability |
|
pm |
mutation rate/probability |
|
gen |
number of generations |
|
g |
a big number |
|
ev |
fitness function of the chromosome |
[1] Siajadi, H., Ibrahim, R.N., Lochert, P.B. (2006). Joint economic lot size in distribution system with multiple shipment policy. International Journal of Production Economics, 102: 302-316. https://doi.org/10.1016/j.ijpe.2005.04.003
[2] Sari, D.P., Rusdiansyah, A., Huang, L. (2012). Models of joint economic lot-sizing problem with time-based temporary price discounts. International Journal of Production Economics, 139: 145-154. https://doi.org/10.1016/j.ijpe.2011.12.014
[3] Sarakhsi, M.K., Ghomi, S.M.T.F., Karimi, B. (2016). A new hybrid algorithm of scatter search and Nelder–Mead algorithms to optimize joint economic lot sizing problem. Journal of Computational and Applied Mathematics, 292: 387-401. https://doi.org/10.1016/j.cam.2015.07.027
[4] Herzog, J., Brest, J., Boskovic, B. (2023). Analysis based on statistical distributions: A practical approach for stochastic solvers using discrete and continuous problems. Information Sciences, 633: 469-490. https://doi.org/10.1016/j.ins.2023.03.081
[5] Patriarca, R., Constantino, F., Gravio, G.D. (2016). Inventory model for a multi-echelon system with unidirectional lateral transshipment. Expert Systems with Applications, 65: 372-382. https://doi.org/10.1016/j.eswa.2016.09.001
[6] Wei, Y., Yang, M., Chen, J., Liang, L., Ding, T. (2022). Dynamic lateral transshipment policy of perishable foods with replenishment and recycling. Computers & Industrial Engineering, 172: 1-12. https://doi.org/10.1016/j.cie.2022.108574
[7] Seidscher, A., Minner, S. (2013). A Semi-Markov decision problem for proactive and reactive transshipments between multiple warehouses. European Journal of Operational Research, 230(1): 42-52. https://doi.org/10.1016/j.ejor.2013.03.041
[8] Gurkan, M.E., Tunc, H., Tarim, S.A. (2022). The joint stochastic lot sizing and pricing problem. Omega, 108: 1-9. https://doi.org/10.1016/j.omega.2021.102577
[9] Otrodi, F., Yaghin, R.G., Torabi, S.A. (2019). Joint pricing and lot-sizing for a perishable item under two-level trade credit with multiple demand classes, Computers & Industrial Engineering, 127: 761-777, https://doi.org/10.1016/j.cie.2018.11.015
[10] Levitin, G., Xing, L., Dai, Y. (2022). Optimizing the maximum filling level of perfect storage in system with imperfect production unit. Reliability Engineering and System Safety, 225: 1-11. https://doi.org/10.1016/j.ress.2022.108629
[11] Tayyab, M., Habib, M.S., Jajja, M.S.S., Sarkar, B. (2022). Economic assessment of a serial production system with random imperfection and shortages: A step towards sustainability. Computers & Industrial Engineering, 171: 1-17. https://doi.org/10.1016/j.cie.2022.108398
[12] Michalewicz, Z. (1996). Genetic Algorithm + Data Structure = Evolution Programs. 3rd edition, Springer-Verlag, New York.
[13] Chen, J.C., Chen, T.L., Lee, Y.H. (2023). Simulation optimization for parcel hub scheduling problem in closed-loop sortation system with shortcuts. Simulation Modelling Practice and Theory, 124: 1-22. https://doi.org/10.1016/j.simpat.2023.102728
[14] Scala, P., Mota, M.M., Wu, C.L., Delahaye, D. (2021). An optimization–simulation closed-loop feedback framework for modeling the airport capacity management problem under uncertainty. Transportation Research Part C, 124: 1-19. https://doi.org/10.1016/j.trc.2020.102937
[15] Goyal, S.K. (1976). An integrated inventory model for a single supplier-single customer problem. International Journal of Production Research, 15(1): 107-111. http://doi.org/10.1080/00207547708943107
[16] Bannerjee, A. (1986). A joint lot size model for purchaser and vendor. Decision Sciences, 17: 292-311. https://doi.org/10.1111/j.1540-5915.1986.tb00228.x
[17] Goyal, S.K. (1988). A joint economic-lot-size model for purchaser and vendor: A comment. Decision Science, 19(1): 236-241. http://doi.org/10.1111/j.1540-5915.1988.tb00264.x
[18] Goyal, S.K., Nebebe, F. (2000). Determination of economic production-shipment policy for a single-vendor-single-buyer system. European Journal of Operational Research, 121: 175-178. https://doi.org/10.1016/S0377-2217(99)00013-2
[19] Mahata, G.C., Goswami, A., Gupta, D.K. (2005). A joint economic-lot-size model for purchaser and vendor in fuzzy sense. Computers and Mathematics with Applications, 50: 1767-1790. https://doi.org/10.1016/j.camwa.2004.10.050
[20] Benkherouf, L., Omar, M. (2010). Optimal integrated policies for a single-vendor single-buyer time-varying demand model. Computers and Mathematics with Applications, 60: 2066-2077. https://doi.org/10.1016/j.camwa.2010.07.047
[21] Wee, H.M., Widyadana, G.A. (2013). Single-vendor single-buyer inventory model with discrete delivery order, random machine unavailability time and lost sales. International Journal of Production Economics, 143: 574-579. https://doi.org/10.1016/j.ijpe.2011.11.019
[22] Liu, Y. Li, Q., Yang, Z. (2019). A new production and shipment policy for a coordinated single-vendor single-buyer system with deteriorating items. Computers & Industrial Engineering, 128: 492-501. https://doi.org/10.1016/j.cie.2018.12.059
[23] Chan, C.K., Fang. F., Langevin, A. (2018). Single-vendor multi-buyer supply chain coordination with stochastic demand. International Journal of Production Economics, 206: 110-133. https://doi.org/10.1016/j.ijpe.2018.09.024
[24] Chen, Z. (2018). Optimization of production inventory with pricing and promotion effort for a single-vendor multi-buyer system of perishable products. International Journal of Production Economics, 203: 333-349. https://doi.org/10.1016/j.ijpe.2018.06.002
[25] Ben-Daya, M., As’ad, R., Nabi, K.A. (2019). A single-vendor multi-buyer production remanufacturing inventory system under a centralized consignment arrangement. Computers & Industrial Engineering, 135: 10-27. https://doi.org/10.1016/j.cie.2019.05.032.
[26] Bassey, U.N., Zelibe, S.C. (2022). Two-echelon inventory location model with response time requirement and lateral transshipment. Heliyon, 8: 1-12. https://doi.org/10.1016/j.heliyon.2022.e10353
[27] Shokouhifar, M., Sabbaghi, M.M., Pilevari, N. (2021). Inventory management in blood supply chain considering fuzzy supply/demand uncertainties and lateral transshipment. Transfusion and Apheresis Science, 60: 1-8. https://doi.org/10.1016/j.transci.2021.103103
[28] Wang, Y., Dong Z.S., Hu, S. (2021). A stochastic prepositioning model for distribution of disaster supplies considering lateral transshipment. Socio-Economic Planning Sciences, 74: 1-10. https://doi.org/10.1016/j.seps.2020.100930
[29] Li, Y., Liao, Y., Hu, X., Shen, W. (2020). Lateral transshipment with partial request and random switching. Omega, 92: 1-15. https://doi.org/10.1016/j.omega.2019.102134
[30] Van Wijk, A.C.C., Adan, I.J.B.F., van Houtum, G.J. (2019). Optimal lateral transshipment policies for a two location inventory problem with multiple demand classes. European Journal of Operational Research, 272(2): 481-495. https://doi.org/10.1016/j.ejor.2018.06.033
[31] Wang, Z., Cui, B., Feng, Q., Huang, B., Ren, Y., Sun, B., Yang, D., Zuo, Z. (2019). An agent-based approach for resources’ joint planning in a multi echelon inventory system considering lateral transshipment. Computers & Industrial Engineering, 138: 1-12. https://doi.org/10.1016/j.cie.2019.106098
[32] Tarhini, H., Karam, M., Jaber, M.Y. (2020). An integrated single-vendor multi-buyer production inventory model with transshipments between buyers. International Journal of Production Economics, 225: 1-16. https://doi.org/10.1016/j.ijpe.2019.107568
[33] Aghsami, A., Samimi, Y., Aghaei, A. (2021). A novel Markovian queueing-inventory model with imperfect production and inspection processes: A hospital case study. Computers & Industrial Engineering, 162: 1-20. https://doi.org/10.1016/j.cie.2021.107772
[34] Ali, H., Das, S., Shaikh, A.K. (2023). Investigate an imperfect green production system considering rework policy via Teaching-Learning-Based Optimizer algorithm. Expert Systems with Applications, 214: 1-17. https://doi.org/10.1016/j.eswa.2022.119143
[35] Priyan, S. (2023). Effect of green investment to reduce carbon emissions in an imperfect production system. Journal of Climate Finance, 2: 1-21. https://doi.org/10.1016/j.jclimf.2023.100007
[36] Zhang, N., Tian, S., Xu, J., Deng, Y., Cai, K. (2023). Optimal production lot-sizing and condition-based maintenance policy considering imperfect manufacturing process and inspection errors. Computers & Industrial Engineering, 177: 1-9. https://doi.org/10.1016/j.cie.2022.108929
[37] Jauhari, W.A. (2022). Sustainable inventory management for a closed-loop supply chain with energy usage, imperfect production, and green investment. Cleaner Logistics and Supply Chain, 4: 1-15. https://doi.org/10.1016/j.clscn.2022.100055
[38] Sepehri, A., Mishra, U., Sarkar, B. (2021). A sustainable production-inventory model with imperfect quality under preservation technology and quality improvement investment. Journal of Cleaner Production, 310: 1-12. https://doi.org/10.1016/j.jclepro.2021.127332
[39] Tsai, S.C., Fu, S.Y. (2014). Genetic-algorithm-based simulation optimization considering a single stochastic constraint. European Journal of Operational Research, 236(1): 113-125. https://doi.org/10.1016/j.ejor.2013.11.034
[40] Yue, Y., Marla, L., Krishnan, R. (2012). An efficient simulation-based approach to ambulance fleet allocation and dynamic redeployment. In Proceedings of the AAAI Conference on Artificial Intelligence, 26(1): 398-405. https://doi.org/10.1609/aaai.v26i1.8176
[41] Tan, Z., Zhang, Q., Deng, W., Zhen, L., Shao, W. (2023). A simulation-based optimization for deploying multiple kinds road rescue vehicles in urban road networks. Computers & Industrial Engineering, 181: 1-14. https://doi.org/10.1016/j.cie.2023.109333
[42] Badakhshan, E., Ball, P. (2023). A simulation-optimization approach for integrating physical and financial flows in a supply chain under economic uncertainty. Operations Research Perspectives, 10: 1-22. https://doi.org/10.1016/j.orp.2023.100270
[43] Saputro, T.E. Figueira, G., Almada-Lobo, B. (2023). Hybrid MCDM and simulation-optimization for strategic supplier selection. Expert Systems with Applications, 219: 1-15. https://doi.org/10.1016/j.eswa.2023.119624
[44] Liu, Y.Y., Chang, K.H., Chen, Y.Y. (2023). Simultaneous predictive maintenance and inventory policy in a continuously monitoring system using simulation optimization. Computers and Operations Research, 153: 1-20. https://doi.org/10.1016/j.cor.2023.106146
[45] Mesquita, M.A., Tomotani, J.V. (2022). Simulation-optimization of inventory control of multiple products on a single machine with sequence-dependent setup times. Computers & Industrial Engineering, 174: 1-10. https://doi.org/10.1016/j.cie.2022.108793