Kannan Muniasamy![]() | Poongothai Venugopal
| Poongothai Venugopal![]() | Godhandaraman Pakkirisamy*
| Godhandaraman Pakkirisamy*![]()
© 2023 IIETA. This article is published by IIETA and is licensed under the CC BY 4.0 license (http://creativecommons.org/licenses/by/4.0/).
OPEN ACCESS
This paper elucidates an algorithmic methodology aimed at optimizing the scheduling on parallel machines to minimize the total Makespan and bolster preventive protections. The scenario under consideration involves a predetermined set of 'c' jobs, processed on 'd' parallel machines, with the stipulation of non-preemptive task execution and a single job assignment per machine at any given time. The context predominantly revolves around production planning scenarios with fixed delivery dates. A mixed-integer programming approach is leveraged in the study to attain minimization of the Makespan, a key focus of this analysis. The problem at hand is tackled effectively through the application of both Genetic Algorithm (GA) and CPLEX algorithmic strategies. A thorough numerical analysis follows, aimed at evaluating the performance measures. The findings of this analysis promise to shed significant light on the optimization of scheduling and preventive measures in parallel machines, thereby paving the way for future research in this sphere.
parallel machine, Makespan, protection, genetic algorithm, CPLEX algorithm
Manufacturing industries striving to maintain low costs must also ensure customer satisfaction. This obligation entails continuous performance monitoring and prioritization. Success in the manufacturing realm typically hinges on three primary factors: product quality, worker input, and environmental safety. To minimize project completion times, companies often devise a production flowchart.
The role of planning and scheduling in the production sector is pivotal across numerous industries. Scheduling, the process of allotting limited resources for specific jobs within a planning framework, is one of the most potent tools for decision-makers. This method finds application in a diverse range of sectors including manufacturing, communication networks, and airline industries.
The importance of scheduling in the production process is underscored by its influence on due times and delivery times. Industries apply scheduling to various processes such as healthcare services, admission and shipping processes, among others. In essence, scheduling is an indispensable tool for every decision-maker. In the industrial context, companies prepare time slots for product transportation.
In parallel machine scheduling, multiple machines are concurrently involved in the production process. Each product undergoes production only once when a server is available. Upon completion of the production task, machines transition to an idle state. This process, integral to many real-time applications, involves the use of multiple machines.
In our consideration, 'n' number of new raw materials and 'm' machines are involved in the production process. The raw materials, queued for production, enter a machine as soon as one becomes available. Upon completion of the production process, products are ready for market transportation.
Many manufacturing industries operate machines or resources in parallel due to a rapid surge in job volumes. In parallel scheduling, products are assigned to multiple resources. Types of products considered in parallel scheduling include identical, uniform, and unrelated. Identical products require all resources to operate at the same speed level. Uniform products are dependent resources with varying speed levels, and unrelated products are independent resources with differing speed levels.
An example of this process can be seen in the ceramic manufacturing industry, where production of tiles, kitchenware, and sanitary ware involves multiple stages: from raw materials to body preparation, dry forming, wet forming, glazing, firing, etc. Total production scheduling encompasses the process from start to end time, including any interruptions.
In today's competitive market, companies must manufacture quality products swiftly to survive. The total product completion time in the production process, known as the Makespan, is crucial for industry efficiency and profit enhancement. Businesspersons and researchers analyze the Makespan for production processes to optimize their operations.
Customer satisfaction is paramount in the business sector. Timely product delivery is a primary determinant of customer satisfaction. The concept of Makespan is demonstrated in real-time applications in the automobile industry. For instance, calculating the duration to assemble a hundred cars, from the first to the hundredth, gives the Makespan.
Production and maintenance are akin to the two eyes of a machine. If one is impaired, it affects the overall functionality. The objective of maintenance is to enhance machine efficiency and prevent breakdowns. Maintenance can be classified into three types: preventive, corrective, and multiple maintenances.
Preventive maintenance involves periodic checks of machine conditions to preempt breakdowns. Corrective maintenance, on the other hand, is carried out after a machine has broken down. Multiple maintenances involve checks at multiple levels. To avoid machine breakdowns, preventive maintenance is employed effectively.
The cost of addressing a machine breakdown is significant. Preventive maintenance activities like checking, cleaning, and parts replacement can prevent such expenses. Regular preventive maintenance can increase the lifespan of a machine. Corrective maintenance, being more reactive, is often costlier and can have more severe implications.
For instance, an air conditioner used regularly in summer should undergo regular checks to prevent low cooling, high electricity charges, and potential breakdowns. Periodic gas level checks, air filter cleaning, and the use of a stabilizer can ensure optimum performance.
Protective measures in industries are divided into corrective and preventive types. Corrective protection is applied when a machine has failed, whereas preventive protection is designed to forestall machine malfunctioning. Resource management encompasses both production and protection.
Preventive measures help maintain resources in good working conditions. These measures can include equipment changes, addition of new parts, and maintaining hygienic conditions. The goal of preventive protection is to prolong the life of resources.
Decision-making in industries often involves the use of mathematical models. These models apply scientific approaches to mathematical programming. Every problem typically has one or more objective functions to optimize.
In an optimization problem, variables are considered as integer values. The company’s objective is to reduce the Makespan, and constraints are presented through integer programming. In the marketing sector, decimal values can represent substantial amounts. Integer programming converts decimals into integers without affecting the value.
Mixed integer programming considers different types of optimization problems based on decision variables. For instance, a customer might not be ready to pay for 9mg of gold instead of 8.600mg. Although this is a general mathematical rounding, the cost implications of decimals can be significant. Mixed integer programming enables the conversion of decimal values into integers without any changes.
Genetic algorithms solve constrained and unconstrained equations. They continuously change the total number of individual solutions. These algorithms are adaptive and function as a chromosomal knowledge base, and they are often used for optimization to achieve superior results.
A genetic algorithm embodies the concept of natural selection and evolution, making it an adaptive algorithm. It is frequently used to optimize problems and find high-quality solutions. These algorithms analyze historical data to provide direct insights into the research area and are used to optimize results and ensure the highest quality.
The adaptability of genetic algorithms, akin to natural selection, allows them to adjust to any environment for survival and reproduction. A generation in a genetic algorithm is a group of individuals, each searching for a solution in the space. Individuals can be represented as strings of bits, integers, etc., each string representing a chromosome.
Ben-Yehoshua and Mosheiov [1] looked into a forecasting problem involving machine disputes. The goal was to reduce the preliminary works. They employed NP-hard computing and a pseudo-polynomial algorithm to determine the optimal schedule based on the sum of goods.
Błazewicz et al. [2] defined the scheduling problems can be understood very broadly as the problems of the allocation of resources over time to perform a set of tasks. By resources we understand arbitrary means tasks compete for. They can be of a very different nature, e.g., manpower, money, processors, energy, tools. Also, tasks can have a variety of interpretations starting from machining parts in manufacturing systems up to processing information in computer systems.
Sathiyah et al. [3] analysed the Anaerobic digestion (AD) is a versatile process that entails low energy consumption and has low capital costs. The instability in the system is due to variations in the feedstock, operating, and environmental conditions. Therefore, this study aimed to determine the effect of organic loading rate (OLR), temperature, and pH on the AD system
Ebeling [4] studied into three parts. The first part covers reliability and maintainability modelling, the second part addresses the analysis of failure and repair data, and the third part provided examples and applications of reliability engineering and considers implementation of reliability and maintainability programs.
Godhandaraman et al. [5] investigated a two heterogeneous server retrial queueing system with limited capacity, factoring in arriving customer control policy and maintenance. This study considered different service rates. A recursive methodology was used to establish performance measures, and the system's efficiency was represented graphically.
In a separate study, Godhandaraman et al. [5] examined a non-identical parallel machine to ensure the minimum amount of tardiness for a few real-life applications, such as the production of electronic gadgets and testing facilities. Simulation Annealing (SA) and decision eminence were used to calculate system performance. This was followed by a mixed integer programming (MIP) model, which aimed to reduce the achievement period.
Hinder and Mason [6] explored how to reduce the longest tardiness of n trades with setup time by scheduling on single machines. The problem was addressed by enhancing a hard integer formulation for batch programming, and employing a branch-and-bound algorithm to determine the ideal integer program schedules.
Kellerer et al. [7] explored the impact of frequent due windows on the weighted tardiness of each machine, aiming to minimize it. The partial product was interpreted as a difference between an equilateral unbiased function and a Boolean programming problem. The speed of the Fully Polynomial Time Approximation Scheme (FPTAS) was analyzed to determine its effectiveness in reducing the use of preservatives in goods.
Li et al. [8] considered a problem aiming to reduce tardiness and earliness by calculating a common due date in a single machine batch scheduling scenario. This problem involved jobs of non-identical sizes. The optimality of a mathematical model was tested using constraint programming tools such as IBM ILOG CPLEX. Hybrid genetic algorithms were applied to solve the problem, and the performances of MARB and genetic algorithms were compared.
Li et al. [9] investigated a scheduling problem, aiming to determine the optimal timing for preparing an unbounded batch on a single machine. The evaluation of each trade preparation is made by identifying their intervals. When there's an intersection of non-entity pairs in similar batches during the time of trade preparation, multiple trades can be processed in batches. An NP-hard binary problem facilitates the reduction of trades with similar owing windows, and a polynomial time algorithm aids in obtaining trades with similar weights.
Matin et al. [10] concentrated on the minimization of Makespan in a flow shop batching problem. The particle swarm optimization problem was tackled using metaheuristics and diverse algorithms. A MILP model is typically used to solve small-scale problems, while a metaheuristic is typically used for solving larger-scale problems in an industry. The researchers performed numerical experiments on the proposed algorithms to test their effectiveness.
Newbrough [11] discussed an effective maintenance management. The maintenance organization of today, like many departments, is under continued pressure to cut costs, show results, and support the mission of the organization. After all, it is a logical expectation from the business standpoint.
Perez-Gonzalez and Framinan [12] examined a single machine scheduling of trade problem in relation to cyclical machine duration. The problem with periodic maintenance was the focus of the study. In this single machine problem, the researchers studied the annual machine opportunity and its completion time.
Poongothai et al. [13] aimed to reduce latency and energy consumption in a parallel group processing machine using a genetic algorithm. The growth of modern technology has led to an increasing requirement of machines in manufacturing industries, resulting in a higher demand for power. With power charges escalating due to high energy consumption, the researchers strived to reduce both the manufacturing time and electricity costs, while maintaining an effective production environment.
Mariusz and Ewelina [14] presented method of determining the sedimentation velocity of post-coagulation particles has been experimentally verified. The differences between the theoretical and experimental results amount to about 10%, which in this type of processes is sufficient for the process needs. The presented formulas for calculating the sedimentation rate of monodisperse suspensions can be applied to other suspensions with particles of various shapes.
Saravanan et al. [15] investigated the concept of admission control policy of a two heterogeneous server finite capacity retrial queueing system with maintenance activity. The concept of admission control policy is adopted to ensure a smooth utilization of the orbit space. In this policy, when the system size reaches the maximum capacity, the arriving customers are restricted from joining the orbit until the system size reduces to a threshold level. The effects induced by the system parameters on the performance metrics are numerically and graphically analysed.
Sethanan et al. [16] discussed a program, modeled with a mixed integer programming model, that aimed to provide a reduced completion time. As the problem was modeled as NP-hard, metaheuristics were employed to obtain excellent results and real-time applications. Two metaheuristic algorithms were presented in their paper to achieve excellent results.
Xu et al. [17] developed a production development schedule considering preventive maintenance, based on a single machine. The schedule's optimization took both flexible and fixed preventive maintenance into account. Their research aimed to strike a balance between maintaining machinery and optimizing production schedules.
Zhang et al. [18] introduced a novel model in position-dependent scheduling for single-machine groups. The model aims to reduce Makespan and overall completion times. The efficiency of the scheduling figure can be determined by conducting an analysis using a polynomial time algorithm.
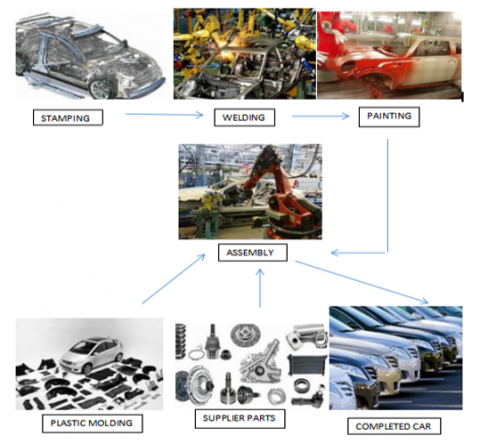
In this section, the car production process is considered for the real explanation of our model. We have examined for a setup period, delivery period and due time in production process. If the goods are not delivered within the duration, then a heavy fine will occur from the receiver. If the machines get breakdown, then the expenses are heavy when we solve the issue or replacement of the parts.
Figure 1. Car manufacturing industry
Also, the products are not possible to complete within the due time. For avoiding machine breakdown preventive maintenance is used. The quality of the products with the lowest price is the customer expectation in the manufacturing industry. From the raw materials, the new product transformation is the improvement of the manufacturing society. The main responsibility of the manufacturing industry is to find the level of performance and priority.
The business's duty is to observe the performance, the goals, and the emergency. The company will get success based on the worker's involvement, the quality of the product, the cost of the product, the gorgeous of the product, on-time delivery and the safety measure. If the company prepared the schedule for the production process, then the completion time will reduce.
The process of the car production is shown in Figure 1. The Makespan duration and the level of price is analyzed in manufacturing industry. The purpose of the preparation is to reduce the next duration of the flow chart. When the pot level is completed then the duration of the time and the arrangement of the transport is shown. The resource is failure unpredictably then the machine is not working for some time. For the reason, the production process and the delivery time will be affecting.
In production process, each part is essential to bring together. If any one product is not completed for some reasons, then the due date will raise. Suppose the product work is completed for early its due date then the resource may have ideal. Avoiding the unexpected delay, the deterrent protection is considered to distribute the product on time.
The objective of the paper is to minimize the achievement period and deterrent protection. In this paper, there are c jobs waiting for being scheduled on d parallel processors.
The following assumptions are considered for solving parallel machine problems: (a) The parallel machines provide service is based on the job request. (b) At most one job allowed in each of the parallel machines at a time. (c) The machines providing the service without interruption. (d) At the time zero, when the jobs are available to be processed. (e) The machine handled only one job at a time.
$a$- The total number of jobs, $a=1,2, \ldots c$.
$k$- Machine of Index, $k=1,2, \ldots d$.
$v$- Job of Index, $v=1,2, \ldots I$.
$g_a$- Tardy weight, $a=1,2, \ldots c$.
$h_a$- Earliest weight, $a=1,2, \ldots c$.
$P_a$- Tardiness cost.
$Q_a$- Earliness cost.
$C_{a v}$- Makespan.
$f_{k 1}$- Protection cost for optimistic before starting work.
$f_{k 2}$- Protection cost for pessimistic after starting work.
$D_{k o}$- Interval for deterrent protection which Is minimal.
$p$- Processing time for deterrent protection.
For the reason that deterrent protection resources are not sufficient, the running of the deterrent protection tasks on the machines should be continuous during the planning horizon. When the deterrent protection task $\mathrm{k}$ begins at an instant from the $\left[f_{k 1}, f_{k 2}\right]$ interval, the deterrent protection cost is minimal and equal to $D_{k o}^e$. Otherwise, if the deterrent protection tasks k starts before its optimistic deadline $f_{k 1}$, the $g_k^e\left(f_{k 1}-u_k\right)+$ $D_{k o}^e$. Similarly deterrent protection task $\mathrm{k}$ begins after its pessimistic deadline $f_{k 2}$, the $h_k^e\left(u_k-f_{k 2}\right)+D_{k o}^e$.
Minimize $\sum_{a=1}^c g_a P_a+h_a Q_a$ (1)
Subject to,
$\sum_{v=1}^{I-r_i+1} C_{a v}=1, a=1,2, \ldots c ; v=1,2, \ldots I$ (2)
$\sum_{a=1}^c \sum_{v=\max \left(I-r_{i+1}, 1\right)}^d C_{a v} \leq 1$ (3)
$\sum_{v=1}^{I-r_i+1} v C_{a v}+P_a \geq f_{k 1}+1, a=1,2, \ldots c$ (4)
$\sum_{v=1}^{I-r_i+1} v C_{a v}-Q_a \leq f_{k 2}+1, a=1,2, \ldots c$ (5)
$P=\sum_{k=1}^d r_k^P+\sum_{a=1}^c r_a^P$ (6)
$C_{a v} \in\{0,1\}$ (7)
The objective is to minimize the total completion time with tardy and early weight is given in Eq. (1). In this model, the Eq. (2) clarifies about only one job is permitted to process at a period. The third equation gives constraints that indicate at most one job is permitted to process in every machine at a period. Eq. (4) and Eq. (5) decide for each maintenance task to start early, tardy or on time. Eq. (6) is integrity constraints. Eq. (7) is the achievement period of decision variable.
In this section, we perform computational results to investigate an algorithm approach for parallel machine is to minimize the total completion time and preventive protection. The objective function and the computational time are compared with the various values of arriving job for genetic algorithm and CPLEX solver method in Table 1. The computational time for GA reduces more when compared to CPLEX.
Table 1. Number of jobs for GA and CPLEX
|
Number of Jobs |
GA |
CPLEX |
||
|
Objective Function |
CPU (Sec) |
Objective Function |
CPU (Sec) |
|
|
1 |
12 |
0.06 |
12 |
1 |
|
2 |
17 |
0.06 |
17 |
1 |
|
3 |
21 |
0.06 |
21 |
2 |
|
4 |
31 |
0.07 |
31 |
32 |
|
5 |
34 |
0.07 |
34 |
60 |
|
6 |
42 |
0.07 |
42 |
240 |
|
10 |
95 |
0.08 |
100 |
500 |
|
20 |
129 |
0.12 |
213 |
1000 |
|
30 |
161 |
0.15 |
215 |
2200 |
|
50 |
585 |
0.26 |
808 |
5000 |
The computational time for deterrent protection is calculated for GA and CPLEX Algorithm to find the objective function and computational time. The computational time versus the number of jobs 10, 20, 30, 40, 50, 100 and 200 is compared for Deterrent Protection at 0.5 and 1.
The computational time for GA reduces more when compared to CPLEX in Table 2. The computational time for deterrent protection 0.5 is compared with the various values of arriving jobs in the system.
Table 2. Computational time for deterrent protection
|
Number of Jobs |
Deterrent Protection=0.5 |
Deterrent Protection=1 |
|
10 |
0.281 |
0.111 |
|
20 |
0.656 |
0.423 |
|
30 |
0.859 |
0.664 |
|
40 |
7.857 |
5.123 |
|
50 |
9.297 |
6.276 |
|
100 |
12.742 |
9.822 |
|
200 |
24.986 |
18.972 |
In Table 3, the computational time for deterrent protection is calculated for GA and CPLEX. The objective function for both method is same but computational time (CPU) time for GA takes less time compared to CPLEX.
Table 3. Computational time for deterrent protection=0.5
|
Number of Jobs |
GA |
CPLEX |
||
|
Objective Function |
CPU (Sec) |
Objective Function |
CPU (Sec) |
|
|
10 |
100 |
0.281 |
100 |
2.128 |
|
20 |
110 |
0.656 |
110 |
2.375 |
|
30 |
198 |
0.859 |
198 |
4.509 |
|
40 |
238 |
7.857 |
238 |
5.921 |
|
50 |
300 |
9.297 |
300 |
7.896 |
|
100 |
627 |
12.742 |
627 |
53.109 |
|
200 |
1832 |
24.986 |
1832 |
357.969 |
In Figure 2, the objective functions versus the number of jobs for GA and CPLEX. When compared to GA and CPLEX, the total achievement period is to minimize the objective function.
Figure 2. Number of jobs for GA and CPLEX
The objective functions versus the number of jobs 0, 10, 20, 30, 40 and 50 for GA and CPLEX. When compared to GA and CPLEX, the total achievement period is to minimize the objective function in Figure 3. In Figure 4, CPU time is compared to the number of jobs for maintenance time 0.5 and 1 using GA. The computational time for maintenance time 1 decreases more when compared to maintenance time 0.5 for various values of jobs in the system.
The CPU time versus the number of jobs for protection time for both GA and CPLEX is shown in Figure 5. The number of jobs versus computational time (CPU) time is compared to GA and CPLEX but GA decreases more compared to CPLEX. The performance measures for the various values of jobs, maintenance time, deterrent procetion time, computational time are calculated for the various algorithm such as genetic algorithm and CPLEX solver method.
Figure 3. Number of jobs for GA and CPLEX
Figure 4. Number of jobs for GA and CPLEX
Figure 5. Number of jobs for GA and CPLEX
Algorithm method for parallel mechanism is to reduce the overall Makespan and prior safety are measured. The arrangement with supply times is castoff regularly in creation. The mixed integer encoding method is applied in demand to decrease the Makespan in this paper. For escaping the engine flagging a prior safety are offered. A procedure tactic such as GA and CPLEX for explained the tricky excellently and the recital portion has been examined.
To diminish the total Makespan of parallel machines, an algorithm approach is considered with deterrent protections. The planning process and the delivery periods are regularly used in production. As a result of mixed integer programming, the Makespan is reduced in this paper. A preventive protection is presented to prevent the machine from deteriorating. GA and CPLEX have been used to solve this problem effectively and the performance measures have been evaluated numerically.
[1] Ben-Yehoshua, Y., Mosheiov, G. (2016). A single machine scheduling problem to minimize total early work. Computers & Operations Research, 73: 115-118. https://doi.org/10.1016/j.cor.2016.03.010
[2] Błazewicz, J., Ecker, K.H., Schmidt, G., Węglarz, J. (1994). Scheduling in computer and manufacturing systems. Berlin, Heidelberg: Springer Berlin Heidelberg. https://doi.org/10.1007/978-3-642-79034-8
[3] Sathiyah, D., Ngema, L., Tetteh, E.K., Chollom, M.N., Rathilal, S. (2023). Effect of operational parameters on anaerobic digestion of municipal and sugar industry wastewater. International Journal of Energy Production and Management, 8(3): 161-167. https://doi.org/10.18280/ijepm.080304
[4] Ebeling, C.E. (2019). An Introduction to Reliability and Maintainability Engineering. Waveland Press.
[5] Godhandaraman, P., Poongothai, V., Vinitha, G. (2019). A simulated annealing approach for the non-identical parallel batch processing machines to minimize total weighted tardiness. In AIP Conference Proceedings, AIP Publishing, 2112(1): 020131. https://doi.org/10.1063/1.5112316
[6] Hinder, O., Mason, A.J. (2017). A novel integer programing formulation for scheduling with family setup times on a single machine to minimize maximum lateness. European Journal of Operational Research, 262(2): 411-423. https://doi.org/10.1016/j.ejor.2017.03.003
[7] Kellerer, H., Rustogi, K., Strusevich, V.A. (2020). A fast FPTAS for single machine scheduling problem of minimizing total weighted earliness and tardiness about a large common due date. Omega, 90: 101992. https://doi.org/10.1016/j.omega.2018.11.001
[8] Li, Z.Y., Chen, H.P., Xu, R., Li, X.P. (2015). Earliness-tardiness minimization on scheduling a batch processing machine with non-identical job sizes. Computers & Industrial Engineering, 87: 590-599. https://doi.org/10.1016/j.cie.2015.06.008
[9] Li, S.S., Cheng, T.C.E., Ng, C.T., Yuan, J.J. (2015). Single-machine batch scheduling with job processing time compatibility. Theoretical Computer Science, 583: 57-66. https://doi.org/10.1016/j.tcs.2015.03.043
[10] Matin, H.N.Z., Salmasi, N., Shahvari, O. (2017). Makespan minimization in flowshop batch processing problem with different batch compositions on machines. International Journal of Production Economics, 193: 832-844. https://doi.org/10.1016/j.ijpe.2017.09.015
[11] Newbrough, E.T. (1967). Effective Maintenance Management. McGraw-Hill, USA.
[12] Perez-Gonzalez, P., Framinan, J.M. (2018). Single machine scheduling with periodic machine availability. Computers & Industrial Engineering, 123: 180-188. https://doi.org/10.1016/j.cie.2018.06.025
[13] Poongothai, V., Godhandaraman, P., Janani, R. (2020). A genetic algorithm for parallel batch processing machine to reduce the tardiness and consumption of electricity charges. In AIP Conference Proceedings, AIP Publishing, 2277(1): 200003. https://doi.org/10.1063/5.0025320
[14] Mariusz, R., Ewelina. Ł. (2022). Modeling of the sedimentation process of monodisperse suspension. International Journal of Computational Methods and Experimental Measurements, 10(1): 50-61. https://doi.org/10.2495/cmem-v10-n1-50-61
[15] Saravanan, V., Poongothai, V., Godhandaraman, P. (2023). Admission control policy of a two heterogeneous server finite capacity retrial queueing system with maintenance activity. OPSEARCH, 1-24. https://doi.org/10.1007/s12597-023-00669-6
[16] Sethanan, K., Wisittipanich, W., Wisittipanit, N., Nitisiri, K., Moonsri, K. (2019). Integrating scheduling with optimal sublot for parallel machine with job splitting and dependent setup times. Computers & Industrial Engineering, 137: 106095. https://doi.org/10.1016/j.cie.2019.106095
[17] Xu, S.L., Dong, W.Q., Jin, M.Z., Wang, L.Y. (2020). Single-machine scheduling with fixed or flexible maintenance. Computers & Industrial Engineering, 139: 106203. https://doi.org/10.1016/j.cie.2019.106203
[18] Zhang, X., Liao, L.J., Zhang, W.Y., Cheng, T.C.E., Tan, Y.Y., Ji, M. (2018). Single-machine group scheduling with new models of position-dependent processing times. Computers & Industrial Engineering, 117: 1-5. https://doi.org/10.1016/j.cie.2018.01.002