Tribological Characterization and Hardness Analysis of Acrylonitrile Butadiene Styrene Composites Reinforced with Titanium Dioxide and Tungsten (ABS/TiO2W)

Manojkumar Yadav*![]() | S. P. Deshmukh
| S. P. Deshmukh![]()
© 2024 The authors. This article is published by IIETA and is licensed under the CC BY 4.0 license (http://creativecommons.org/licenses/by/4.0/).
OPEN ACCESS
In pursuit of materials that contribute to the reduction of power consumption and carbon emissions, the tribological properties of composites in automotive, aerospace, and power generation applications have become increasingly critical. This research examines the tribology of a novel Acrylonitrile Butadiene Styrene (ABS) composite, synthesized through an innovative solvent-assisted fluidization process. This technique involved swelling polymer pellets in acetone, followed by reinforcement with dual additives, Titanium Dioxide and Tungsten (TiO2W), in varying weight percentages (2.5%, 5%, 7.5%, and 10%). Experimental analysis revealed that the incorporation of these additives enhanced the material's Shore D hardness, with a peak value of 78 achieved at a 5% reinforcement level. Tribological assessments conducted with a tribometer under a constant sliding velocity of 0.5 m/s and a normal load of 10 Newtons over a 500-meter distance indicated that the addition of 2.5% TiO2W to the ABS matrix resulted in the lowest mass wear rate (2×10-7 g/Nm) and a coefficient of friction (COF) of 0.191. These findings suggest that the strategic inclusion of TiO2W additives into ABS composites can significantly improve their wear resistance and hardness, which are essential for their performance in demanding environments. The research offers a foundation for the development of ABS-based materials with superior tribological properties for critical applications, potentially leading to enhanced energy efficiency and reduced environmental impact.
Acrylonitrile Butadiene Styrene (ABS) composites, coefficient of friction, wear rate, hardness, tribology
The science and engineering of interacting surfaces in relative motion is known as tribology. It covers the investigation and utilization of wear, lubrication, and friction concepts. This area is very transdisciplinary and based on a number of academic disciplines includes engineering, chemistry, physics, and materials science [1]. After publication of report "The Jost" in 1966, the term "tribology" became frequently in use [2]. The enormous expense was underlined in the study. Since then, a lot of research has been conducted, in the UK economy in terms of wear, corrosion, and friction. But the effects of friction and wear on energy consumption and carbon dioxide emissions globally are still significant. Holmberg and Erdemir [3] tried to measure their influence on global economic factors. They took into account the four primary energy-consuming industries: residential, manufacturing, electricity production, and transportation. The conclusions reached were as follows: Approximately 23% of the energy consumed worldwide comes from interactions in tribology of that, 20% is utilized into friction equipment because of deterioration and wear-related issues and 3% is used to remanufacture worn parts and spares.
Energy losses from friction and wear could potentially be decreased by 40% over the long term (15 years) and by 18% over the short term (8 years) by utilizing the new surface, materials, and lubrication technologies available for wear protection and friction reduction in automobiles, machinery, and other equipment worldwide. These savings, when applied globally, would equate to 1.4% of GDP every year and, over time, 8.7% of all energy consumed.
The transportation (25%) and power production (20%) sectors are expected to see the most short-term energy savings, with the manufacturing and residential sectors predicted to see savings of about 10%. Over an extended period, the savings amounts would be as follows: 55%, 40%, 25%, and 20%.
Moreover, the use of cutting-edge tribological technology can cut carbon dioxide emissions worldwide by up to 1460 metric tons of carbon dioxide equivalent (MtCO2), which would Short-term cost reductions of 450,000 million euros. Over time over time, the decrease might reach 3140 MtCO2, and the expense 970,000 million euros in savings [1].
One of the largest-volume polymers used, in engineering applications is Acrylonitrile Butadiene Styrene thermoplastic polymer. Styrene makes up more than 40% of ABS polymers, which also contain various amounts of butadiene and acrylonitrile. Butadiene provides toughness and impact strength, acrylonitrile offers chemical resistance and heat stability, and styrene provides rigidity and processing ease. This polymer can display a wide range of properties due to its adaptable composition and structure, which enables its usage in a variety of applications. Significant area of application in the automotive industry are interior trim pieces like radiator grills, instrument panels, headlight housings. The electronics industry, where ABS is utilized in office equipment, radios, computers, phone handsets, and televisions, is a growing market. Other applications involve home furnishings like sewing machines, refrigerators, fittings, and pipes as well as items utilized in the building industry and leisure products, like mobile homes and boats. Acrylonitrile Butadiene Styrene (ABS) is a crucial substance used in bearing and slider applications [4]. Various literatures have reported the properties of the composites and numerous attempts have been made for improving the mechanical and tribological properties of the composites. The properties of the composites when compared to other technical plastics, ABS has worse mechanical qualities and lower heat stability. However, the inclusion of Nanofillers can circumvent this constraint [5]. ABS composites, when added with nano zirconia and PTFE, the composites' resistance to wear increases significantly [6]. The appropriate dispersion of filler, in the matrix is responsible for the improved characteristics. Carbon nanotube (CNT) addition, improves the mechanical and rheological characteristics of the ABS matrix [7]. Epoxy composites treated with nano alumina have intensely improved tensile strength and modulus, however, nano alumina appears to significantly reduce wear and coefficient of friction when added to epoxy. Epoxy composites' tribological properties can be further enhanced by pretreating nanofillers with various modifiers. It has been reported that the wear rate and coefficient of friction decrease with, an increase in nano content for ABS composites supplemented with TiO2 [8]. ZnO whiskers and particles can both enhance the mechanical and tribological characteristics of nylon composites without changing the crystallinity of the nylon matrix [9]. The addition of CrN thin film improves the hardness and wear resistance of the ABS surface [10]. The wear rate of ABS components is found less than that of PLA components which were 3D printed at two different infill angles through 3D manufacturing methodology [11].
TiO2 nanoparticles provide a lot of advantages, including UV resistance, excellent chemical stability, and antifouling [12], and also possess photocatalytic and antibacterial properties [13-15]. Due to its distinctive characteristics, which include exceptional chemical stability, antifouling, and antibacterial activities, TiO2 is generally well-known among inorganic oxide nanoparticles [16]. Furthermore, TiO2 can simultaneously display photocatalysis and hydrophobicity on the same surface [17]. Parts of the Al2O3 and TiO2 entrapped ABS membranes were made and then exposed to UV radiation. As the addition of Al2O3 and TiO2 significantly increased the thermal stability, the performance and features of the membranes were next examined. The FTIR spectra did not significantly differ in the presence or absence of UV radiation. The high concentration of the casting solution proved detrimental to the flux [18]. The stiffness and strength of the polymer system are increased by adding, either continuous or short glass, carbon, or aramid fibers. Past study shows, that the friction in a sliding contact between two matching surfaces produces heat, which raises the temperature in the area of contact. Which linked to a decrease in the mechanical characteristics. Hence from the perspective of the matrix, Use of high temperature resistant polymer is advised. Moreover, the tribological the characteristics of polymers and polymer composites can be altered by other thermally conductive fillers/particles [19-22].
From the literature, it is found that various attempts have been made to enhance the properties of the composite to meet the functional requirement. The investigation of the mechanical and tribological properties of the composites is very important. Various lab tests and methodologies are available nowadays to obtain the properties of the composite. For investigating the tribological properties, the unidirectional sliding wear test is very popular which gives the wear and friction at different operating conditions. Many researchers have used the sliding wear test to identify the tribo-properties of the components [23-25]. Few researchers have worked and shows, that the resin's heat conductivity can be significantly increased with the use of metallic additives. Critical factors for a mold's longevity and good service performance are its wear resistance and thermal conductivity [26].
Alone pure ABS unable to satisfy the property demand in the application of high temperature and tribological characteristics need. Here, the findings of the hardness and tribological parameters of novel ABS- Titanium Dioxide and Tungsten (ABS/TiO2W) filled composites are presented. Very few works of literature have reported the investigation of dual metal-filled polymer composites, as developing the metal composites with polymer becomes so difficult in processing and their agglomerations. Because of chemical stability and antibacterial properties its perspective of wider scope, for the application of ABS-Titanium Dioxide and Tungsten (ABS/TiO2W) filled composites, in the area of bio-compatible materials. The filler, Tungsten is preferred as it enhances the microhardness erosion resistance of polymers. The modeling of ABS-Titanium Dioxide and Tungsten (ABS/TiO2W) composites, with additions of titanium and tungsten in 2.5, 5, 7.5, and 10 weights (grams) percent each have been examined.
2.1 Materials
Accessible through commerce, naturally white in color Acrylonitrile Butadiene Styrene (ABS), purchased from supplier PLASTIC SALES(India), Mumbai. ABS polymers in pellet form with a mean diameter of about 2.5 mm. It weighs 1090 kg per m3. Approximately 50 micron-average sized spherical powders of TiO2 (Titanium Dioxide) having a density of 3990 kg per m3 and W (tungsten) with a density of 19100 kg per m3 have been used as metal powder as a filler material, which have been supplied from Mumbai's Parshwamini Metals. As earlier mentioned, Numerous benefits are offered by TiO2 nanoparticles, such as UV resistance, superior chemical stability, and antifouling properties [12] Tungsten material useful for ray shields, as well as other areas like heat conduction, vibration isolation, weight counterbalancing, and ordnance and ammunition. Acetone is a lab-grade dissolving solvent that is utilized, which the Institute of Chemical Technology in Mumbai, has offered.
2.2 Sample preparation
There are many ways to make polymer composites, but the melt intercalation process is the most common. Property solvent/non-solvent approaches are a good substitute for polymer thermal degradation [27]. During that precipitation, there was frequently a scenario of changing compositions. Consequently, mechanical mixing procedures came next. A similar approach was used by Matthew et al. to produce ABS-SS composites [28]. Composites prepared by following steps:
Table 1. ABS Composite samples filler proportion
|
Sr. No. |
Sample Codes |
ABS % |
TiO2 (Titanium Dioxide) |
W (Tungsten) |
Bulk Density (kg/m3) |
|
1 |
ABS |
100 |
0 |
0 |
1129 |
|
2 |
ABS/ TiO2W/2.5 |
95 |
2.5 |
2.5 |
1118 |
|
3 |
ABS/ TiO2W/5 |
90 |
5 |
5 |
1101 |
|
4 |
ABS/ TiO2W/7.5 |
85 |
7.5 |
7.5 |
1065 |
|
5 |
ABS/ TiO2W/10 |
80 |
10 |
10 |
1038 |
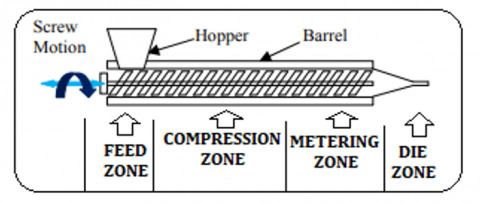
Table 2. Temperature profile along the extruder barrel [5]
|
Feed Zone |
Compression Zone |
Metering Zone |
Die |
|
210 ℃ |
220 ℃ |
230 ℃ |
240 ℃ |
Figure 1. Profiles of temperatures of twin-screw extruder
This composite pellet was used to form, sheets with thicknesses of 3.4 mm and 6.5 mm for testing samples, as per ASTM standards. These composite sheets were manufactured, using compression molding with the aforementioned parameters. The parameters are chosen based on empirical ways, to avoid voids inside the sheet. The materials were exposed to a pressure gradient and heated to 220℃. They were first held at zero pressure for ten minutes, after which the pressure was increased to 50 kg/cm2 for five minutes, and finally to 100 kg/cm2 for twenty minutes. Prior to releasing the pressure, the composites were allowed to cool to ambient temperature.
The incorporation of Fillers into unfilled ABS, with Titanium Dioxide and Tungsten (ABS/TiO2W), as per the designed proportions mentioned in Table 1. All proportions are agglomerated, with respect to weight(grams) percentage. After composite development, their density has been analyzed as per ASTM D792 standards. Here in this research work, four composites and one unfilled ABS samples were decided for the investigation. Both additives in powder forms are filled in equal weight proportions.
2.3 Wear test
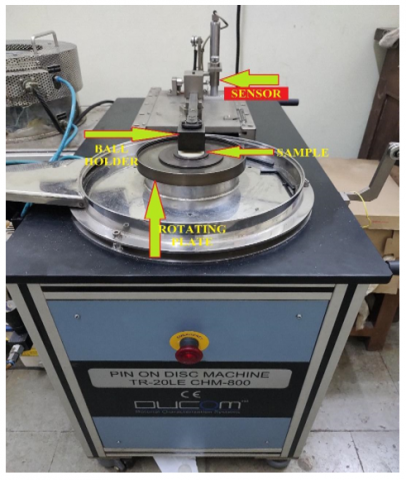
Tribological tests were performed on a ball-on-disk tribometer shown in Figure 2. Ducom-made TR-20LE CHM-800.The sliding type of wear is a widely accepted. The wear test performed in the laboratory to obtain the wear of the component [30, 31]. The compressed molded sheets were used to create the disc samples, which were cut into circular discs of 40 mm diameter, from manufactured compressed polymer composite sheets. Five samples of Each composition, have conducted to minimize the errors in outcome of results.
Figure 2. Tribometer used for the wear test (ball on disc)
Wear tests are carried out on the pin-on-disc apparatus by ASTM G99-17 standard. Test conducted to measure the tribological parameters, such as wear and coefficient of friction, under dry sliding conditions at room temperature. The LVDT and friction sensors used in the machine, to measure the vertical displacement of the contact and frictional force respectively. The WINDUCOM software was used in conjunction with the data-collecting equipment, to collect input and output data. The volumetric wear rate is determined using the following relation.
Table 3. Tribological test parameters
|
Disc Speed (rpm) |
Ball Diameter (mm) |
Test Distance Covered (m) |
Load Applied (N) |
Sliding Velocity (m/s) |
Track Diameter (mm) |
|
320 |
8 |
500 |
10 |
0.5 |
30 |
Table 4. ABS composites weight before and after wear test
|
ABS Composite Sample |
ABS |
ABS/TiO2W/2.5 |
ABS/TiO2W/5 |
ABS/TiO2W/7.5 |
ABS/TiO2W/10 |
|
Weight before (gm) |
7.321 |
5.730 |
10.566 |
8.020 |
9.442 |
|
Weight after (gm) |
7.317 |
5.729 |
10.564 |
8.016 |
9.435 |
Volumetric wear rate (mm3/Nm) = (weight loss/ density) / (sliding distance x normal load).
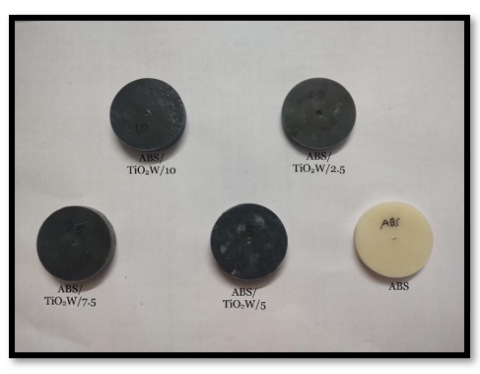
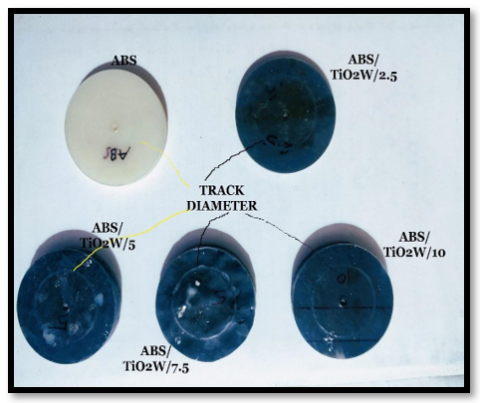
The weight loss is obtained by calculating, the weight difference of the specimens that are weighed before and after the test. The composite samples before and after the wear tests are shown in Figure 3 and Figure 4 respectively.
For the sliding wear test following parameters have been selected mentioned in Table 3. The experiments were run for 17 minutes, to cover the sliding distance of 500 m. Samples are cleaned, before the experiment. The weight of each sample before and after the wear test has been presented in Table 4.
Figure 3. ABS composite samples before wear test
Figure 4. ABS composite samples after wear test
2.4 Hardness test
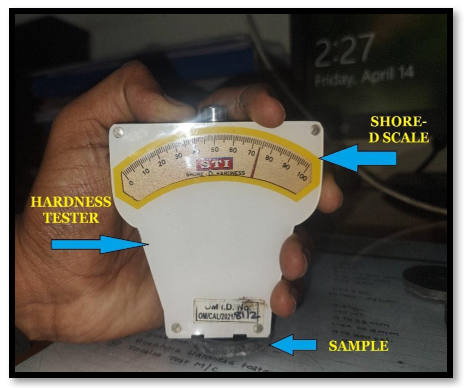
According to ASTM D2240, samples underwent a hardness test specifically for thermoplastic and its composites. Major applications of materials are under pressure and tribological applications field. A test specimen having 6.4 mm thickness was preferred for hardness test. Shore D hardness is used, for more durable plastics [32]. The pointer of durometer was positioned parallel to the test specimen, during a very brief depression time of 1 s. Then Hardness value on Durometer obtained (Five values for each sample). Figure 5 shows the portable hardness tester used for investigation of Shore D hardness value.
Figure 5. Hardness testing of composite
3.1 Hardness results
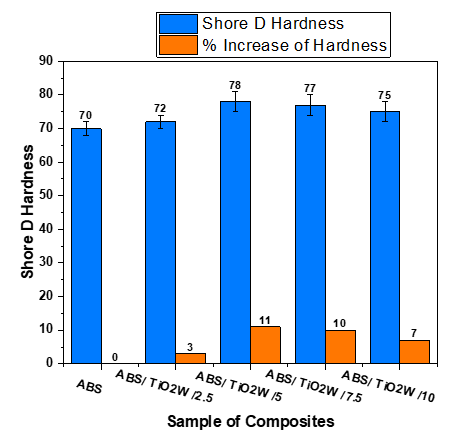
The Shore D-type hardness tests have been performed under the ASTM D2240 standard. It has been found that virgin ABS material has a 70 Shore D hardness value while incorporating the metal filler TiO2W, its hardness increases. With the addition of TiO2W by 2.5%, Shore D hardness value reaches 72, which shows a 3% increase in hardness. Next the addition of filler by 5%, the hardness value reached 78 which is 11% higher than virgin ABS. Furthermore, with the addition of fillers, reverse results have been observed. Addition of 10% filler, it has been found that the hardness value increases by 7% only, which may be due to improper agglomeration’s/ distributions of fillers. Hence the optimum value is 5% enough to get enhanced hardness properties of ABS composites. Further the addition of more fillers shows no significant changes in hardness value. Figure 6 shows Shore D hardness and % increase in hardness for different composite samples.
Figure 6. Hardness of ABS composites
3.2 Tribological results
Unidirectional sliding wear practical experiments were carried out, to analyze the tribological behavior. A specimen disc having a 40 mm diameter, was used, to perform experiments on each different, ABS/ TiO2W composite. Each composition of ABS composites, including unfilled ABS has tested five sets of samples, to achieve accuracy in data. Tribological test parameter’s, which are summarized in Table 5. A steel ball having a hardness of 64 HRC was used, as a counter element during the wear test. Parameter preferred low velocity and load, as it has been observed at 30N with 2 m/s, it worn outs rapidly.
Here each sample was tested on defined process parameters and an average value of COF, mass wear rate, and volumetric wear rate have been calculated. The mass wear rate for the samples was calculated using the formula described in Eq. (1). Where ΔW, N, and m represent the change in weight, normal load, and sliding distance respectively.
Mass wear rate $=\frac{\Delta W}{N * m}$ (1)
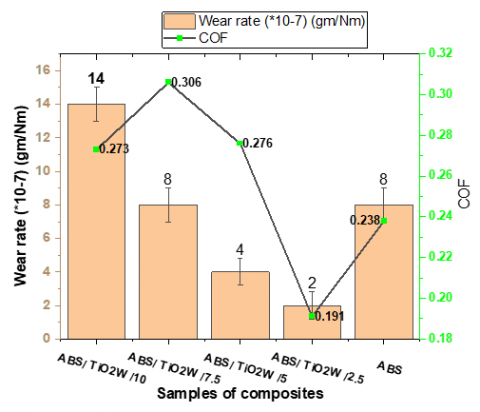
The time and speed (RPM) needed for each experiment were calculated using the sliding velocity, track diameter, and total sliding distance (500m). The mass wear rate of ABS virgin material at a velocity of sliding 0.5m/s was found 8*10-7gm/N* similarly COF of unfilled ABS sample found experimentally, 0.238. Fillers of 2.5 wt.% of TiO2W gives lowest COF of 0.191. Wear Upto 5 wt.% of fillers into ABS sufficient to add, as it gives lower or almost similar to ABS. But further additions of fillers cause more metallic surfaces came into contact with steel balls which affects the friction rate.
Here it is clear, from Figure 7 that the wear rate and COF value increases, with increasing the loading of fillers, which has been observed by Sudeepan et al. [8]. Here in the case of sample ABS/TiO2W/2.5, there is the reduction of COF, which is caused by a lesser number of particles coming into contact with counter steel balls, while the volumetric wear rate is very low as compared to other samples. When more fillers come into touch with the ball during testing, the frictional heat generated by the increased contact temperature increases, which leads to an increase in wear. The reduced fillers contact area decreased the wear rate and the frictional coefficient [33-35].
Table 5. COF, mass wear rate, and volumetric wear rate of ABS composite
|
Composite Samples |
Normal Load (N) |
Sliding Velocity (m/s) |
Mass Wear Rate (*10-7) (gm/Nm) |
Volumetric Wear Rate (*10-10) (mm3/Nm) |
COF |
|
ABS/ TiO2W/10 |
10 |
0.5 |
14 |
12.4 |
0.273 |
|
ABS/ TiO2W /7.5 |
10 |
0.5 |
8 |
7.15 |
0.306 |
|
ABS/ TiO2W/5 |
10 |
0.5 |
4 |
3.63 |
0.276 |
|
ABS/ TiO2W /2.5 |
10 |
0.5 |
2 |
1.88 |
0.191 |
|
ABS |
10 |
0.5 |
8 |
7.70 |
0.238 |
Figure 7. Wear rate and coefficient of friction for composites of various fillers loading into ABS polymer
The augmented procedure entails inflating the ABS phase using acetone, succeeded by solvent extraction and compression molding. Tribological and hardness examinations were conducted on the produced composites.
The authors would like to acknowledge the General Engineering Department of the Institute of Chemical Technology, Mumbai for their immense support, and the authors thank the Mechanical Engineering Department, VJTI, Mumbai for providing support in carrying out this work.
|
ABS |
Acrylonitrile Butadiene Styrene |
|
TiO2 W |
Titanium Di Oxide Tungsten |
|
N m % |
Newton Metre Percentage |
|
COF |
Co-efficient of Friction |
[1] Tribology. https://en.wikipedia.org/wiki/Tribology
[2] Jost, P. (1966). Lubrication (Tribology)–A report on the present position and industry’s needs. Department of Education and Science, HM Stationary Office, London, UK. http://www.skf.com/binary/68-33957/SKFfilament-wound-bushings.pdf.
[3] Holmberg, K., Erdemir, A. (2017). Influence of tribology on global energy consumption, costs and emissions. Friction, 5: 263-284. https://doi.org/10.1007/s40544-017-0183-5
[4] Difallah, B.B., Kharrat, M., Dammak, M., Monteil, G. (2012). Mechanical and tribological response of ABS polymer matrix filled with graphite powder. Materials Design, 34: 782-787. https://doi.org/10.1016/j.matdes.2011.07.001
[5] Martins, J.N., Klohn, T.G., Bianchi, O., Fiorio, R., Freire, E. (2010). Dynamic mechanical, thermal, and morphological study of ABS/textile fiber composites. Polymer Bulletin, 64: 497-510. https://doi.org/10.1007/s00289-009-0200-6
[6] Amrishraj, D., Senthilvelan, T. (2018). Dry Sliding wear behavior of ABS Composites reinforced with nano Zirconia and PTFE. Materials Today: Proceedings, 5(2): 7068-7077. https://doi.org/10.1016/j.matpr.2017.11.371
[7] Jyoti, J., Singh, B.P., Rajput, S., Singh, V.N., Dhakate, S.R. (2016). Detailed dynamic rheological studies of multiwall carbon nanotube-reinforced acrylonitrile butadiene styrene composite. Journal of Materials Science, 51: 2643-2652. https://doi.org/10.1007/s10853-015-9578-8
[8] Sudeepan, J., Kumar, K., Barman, T.K., Sahoo, P. (2014). Tribological behavior of ABS/TiO2 polymer composite using Taguchi statistical analysis. Procedia Materials Science, 5: 41-49. https://doi.org/10.1016/j.mspro.2014.07.240
[9] Wang, S., Ge, S., Zhang, D. (2009). Comparison of tribological behavior of nylon composites filled with zinc oxide particles and whiskers. Wear, 266(1-2): 248-254. https://doi.org/10.1016/j.wear.2008.06.019
[10] Sukwisute, P., Sakdanuphab, R., Sakulkalavek, A. (2017). Hardness and wear resistance improvement of ABS surface by CrN thin film. Materials Today: Proceedings, 4(5): 6553-6561. https://doi.org/10.1016/j.matpr.2017.06.167
[11] Roy, R., Mukhopadhyay, A. (2021). Tribological studies of 3D printed ABS and PLA plastic parts. Materials Today: Proceedings, 41: 856-862,https://doi.org/10.1016/j.matpr.2020.09.235
[12] Reddy, M.K., Babu, V.S., Srinadh, K.S., Bhargav, M. (2020). Mechanical properties of tungsten carbide nanoparticles filled epoxy polymer nano composites. Materials Today: Proceedings, 26: 2711-2713. https://doi.org/10.1016/j.matpr.2020.02.569
[13] Seentrakoon, B., Junhasavasdikul, B., Chavasiri, W. (2013). Enhanced UV-protection and antibacterial properties of natural rubber/rutile-TiO2 nanocomposites. Polymer degradation and stability, 98(2): 566-578 https://doi.org/10.1016/j.polymdegradstab.2012.11.018
[14] Rahimpour, A., Madaeni, S.S., Taheri, A.H., Mansourpanah, Y. (2008). Coupling TiO2 nanoparticles with UV irradiation for modification of polyether sulfone ultrafiltration membranes. Journal of Membrane Science, 313(1-2): 158-169. https://doi.org/10.1016/j.memsci.2007.12.075
[15] Yang, Y., Zhang, H., Wang, P., Zheng, Q., Li, J. (2007). The influence of nano-sized TiO2 fillers on the morphologies and properties of PSF UF membrane. Journal of Membrane Science, 288(1-2): 231-238. https://doi.org/10.1016/j.memsci.2006.11.019
[16] Madaeni, S.S., Ghaemi, N. (2007). Characterization of self-cleaning RO membranes coated with TiO2 particles under UV irradiation. Journal of Membrane Science, 303(1-2): 221-233. https://doi.org/10.1016/j.memsci.2007.07.017
[17] Asgarkhani, M.A.H., Mousavi, S.M., Saljoughi, E. (2013). Cellulose acetate butyrate membrane containing TiO2 nanoparticle: Preparation, characterization and permeation study. Korean Journal of Chemical Engineering, 30: 1819-1824. https://doi.org/10.1007/s11814-013-0122-8
[18] Kamelian, F.S., Mousavi, S.M., Ahmadpour, A. (2015). Al2O3 and TiO2 entrapped ABS membranes: Preparation, characterization and study of irradiation effect. Applied Surface Science, 357: 1481-1489. https://doi.org/10.1016/j.apsusc.2015.10.038
[19] Schwartz, C.J., Bahadur, S. (2000). Studies on the tribological behavior and transfer film–counterface bond strength for polyphenylene sulfide filled with nanoscale alumina particles. Wear, 237(2): 261-273. https://doi.org/10.1016/S0043-1648(99)00345-2
[20] Zhang, L.C., Zarudi, I., Xiao, K.Q. (2006). Novel behaviour of friction and wear of epoxy composites reinforced by carbon nanotubes. Wear, 261(7-8): 806-811. https://doi.org/10.1016/j.wear.2006.01.033
[21] Friedrich, K. (2018). Polymer composites for tribological applications. Advanced Industrial and Engineering Polymer Research, 1(1): 3-39. https://doi.org/10.1016/j.aiepr.2018.05.001
[22] Werner, P., Altstädt, V., Jaskulka, R., Jacobs, O., Sandler, J.K., Shaffer, M.S., Windle, A.H. (2004). Tribological behaviour of carbon-nanofibre-reinforced poly (ether ether ketone). Wear, 257(9-10): 1006-1014. https://doi.org/10.1016/j.wear.2004.07.010
[23] Gujar, S.S., Rukhande, S.W., Rathod, W.S. (2022). Sliding wear investigation of ni-based coating and SS 316L for hydraulic fracturing tools in water-diesel condition. Journal of Failure Analysis and Prevention, 22(2): 750-756. https://doi.org/10.1007/s11668-022-01370-4
[24] Hussain, M.M., Gaval, V., Pratap, A., Rukhande, S. (2023). Tribological study of sunflower TMP ester and silica nanoparticles additives for hydrodynamic journal bearing application under boundary lubrication condition. Industrial Lubrication and Tribology, 75(2): 190-196. https://doi.org/10.1108/ILT-08-2022-0251
[25] Rukhande, S.W., Rathod, W.S., Bhosale, D. (2022). High-temperature tribological investigation of APS and HVOF sprayed NiCrBSiFe coatings on SS 316L. Tribology-Materials, Surfaces Interfaces, 16(2): 98-109. https://doi.org/10.1080/17515831.2021.1898887
[26] Vasconcelos, P.V.D.S.M. (2004). Fabrico rápido indirecto de ferramentas compósitas a partir de modelos de prototipagem rápida
[27] Pourabas, B., Raeesi, V. (2005). Preparation of ABS/montmorillonite nanocomposite using a solvent/non-solvent method. Polymer, 46(15): 5533-5540. https://doi.org/10.1016/j.polymer.2005.04.055
[28] Ryder, M.A., Lados, D.A., Iannacchione, G.S., Peterson, A.M. (2018). Fabrication and properties of novel polymer-metal composites using fused deposition modeling. Composites Science and Technology, 158: 43-50. https://doi.org/10.1016/j.compscitech.2018.01.049
[29] Olivieri, F., Avolio, R., Gentile, G., Mazzone, A., Rizzi, R., Nacucchi, M., Lavorgna, M. (2023). High filler content acrylonitrile‐butadiene‐styrene composites containing tungsten and bismuth oxides for effective lead‐free x‐ray radiation shielding. Polymer Composites. https://doi.org/10.1002/pc.27906
[30] Bankupalli, N., Rao, D.S., Krishna, T.V. (2021). Effect of process parameters and butadiene content on friction and wear behaviour of ABS components. Materials Today: Proceedings, 41: 416-421 https://doi.org/10.1016/j.matpr.2020.09.808
[31] Garg, H.K., Singh, R. (2015). Comparison of wear behavior of ABS and Nylon6—Fe powder composite parts prepared with fused deposition modelling. Journal of Central South University, 22: 3705-3711. https://doi.org/10.1007/s11771-015-2913-z
[32] Raj, S.S., Kuzmin, A.M., Subramanian, K., Sathiamoorthyi, S., Kandasamy, K.T. (2021). Philosophy of selecting ASTM standards for mechanical characterization of polymers and polymer composites. Materiale Plastice, 58(3): 247-256 https://doi.org/10.37358/Mat.Plast. 1964
[33] Liu, L., Xu, H., Xiao, J., Wei, X., Zhang, G., Zhang, C. (2017). Effect of heat treatment on structure and property evolutions of atmospheric plasma sprayed NiCrBSi coatings. Surface and Coatings Technology, 325: 548-554. https://doi.org/10.1016/j.surfcoat.2017.07.011
[34] Torgerson, T.B., Harris, M.D., Alidokht, S.A., Scharf, T.W., Aouadi, S.M., Chromik, R.R., Voevodin, A.A. (2018). Room and elevated temperature sliding wear behavior of cold sprayed Ni-WC composite coatings. Surface and Coatings Technology, 350: 136-145. https://doi.org/10.1016/j.surfcoat.2018.05.090
[35] Dong, S., Song, B., Liao, H., Coddet, C. (2015). Deposition of NiCrBSi coatings by atmospheric plasma spraying and dry-ice blasting: Microstructure and wear resistance. Surface and Coatings Technology, 268: 36-45. https://doi.org/10.1016/j.surfcoat.2014.09.025
[36] MP-320 Polymer Bearings. http:/technymon.com/mp-320.html