Ravi Sekhar![]() | Pritesh Shah*
| Pritesh Shah*![]()
© 2023 IIETA. This article is published by IIETA and is licensed under the CC BY 4.0 license (http://creativecommons.org/licenses/by/4.0/).
OPEN ACCESS
This paper presents a study on forces generated due to different mechanisms in turning low reinforcement Al/B4C composites. Forces due to shearing, ploughing and particle fracture/debonding mechanisms have been determined based on experimental data and latest models from literature. These mechanisms form the basis of the different kinds of forces generated during machining of metal matrix composites. This study analyses force behaviour due to the above-mentioned mechanisms under varying machining conditions and material compositions. Primary findings establish the relative dominance of shearing mechanism over ploughing and particle fracture under all conditions. Secondly, ploughing and particle fracture forces’ estimates respond in tune with the increasing particle reinforcement fractions in the metal matrix compositions. However, shearing forces do not necessarily follow such trends. It is found that chip thickness increments with rising feed rates are better indicators of augmentation in composite reinforcement levels. Thirdly, cutting forces and material flow strengths may exhibit contradictory trends under exactly same machining conditions. Fourthly, flow stresses are found to be more strain rate sensitive for low reinforcement composites. Lower reinforcement composites are relatively less ductile at low cutting speeds and more ductile with varying feeds and depths of cut. These results establish better machinability of metal matrix composites having lesser particulate inclusions at higher cutting speeds and feed rates. Composites reinforced with higher percentage of boron carbide particles do not necessarily generate higher shearing forces, although increased tool wear can certainly be expected due to the higher ploughing and particle fracture/debonding forces.
metal matrix composites, cutting forces, shearing, ploughing, particle fracture/debonding, Al/B4C composites, low reinforcement, machining conditions, material compositions, flow stresses
Metal matrix composites (MMCs) are new age materials that have attracted a lot of attention in recent years owing to their superior strength to weight characteristics over conventional monolithic materials [1-6]. Researchers have focused their attention broadly on to a) variety of compositions possible through a spectrum of synthesis techniques, b) the improvements in mechanical properties possible and c) modeling behaviors of these materials under different machining methods and parameters. Analytical and statistical modeling have been attempted to obtain a better idea of the magnitude and nature of forces, stresses, strains, temperature generation, surface characteristics, tool wear and deformation mechanisms of such newly synthesized materials [7]. Generally speaking, metal matrix composites are expected to possess more hardness, strength and cause more tool wear under abrasive, adhesive and diffusive regimes as compared to monolithic alloys [8, 9].
Lately, enhanced analytical models have been developed recently to enable better prediction of forces generated in orthogonal turning of metal matrix composites. Apart from the shearing forces, these models consider forces emanating from fracture and debonding of particles coming in the path of cutting tool edge; as well as those arising from the elastic recovery of the machined surface due to large tool edge radii, known as the ploughing forces [10-12].
Researchers have largely agreed upon the formulations to compute ploughing forces in a given situation of machining metal matrix composites and tool geometry parameters. These formations are based upon the investigations of the work of Waldorf et al. [10, 13] regarding the effects of varying cutting edge radii on ploughing forces. Basically, higher cutting edge radii attract higher ploughing forces; which assume more significance as the cutting edge radius approaches the order of the applied feed rate. In case of metal matrix composites too, these forces have a similar role; and as such they have been assessed for their effects on tool from either the matrix material alone, or from the composite material as a whole. This differentiation depends on a particular value of shear stress being considered in the formulations, whether we take shear stress of the matrix or of the composite. Some researchers choose the shear strength of the matrix only [14, 15], whereas others choose that of the composite [16, 17]. In this regard, there is also an application of the equivalent edge concept by Colwell [18] that helps estimate the actual active cutting edge involved in cutting for given parameter values. In fact, researchers have used the equivalent cutting edge approach to compute equivalent feed, equivalent depth of cut, equivalent approach angle and applied them in not only determining the ploughing forces; but also in calculating shearing and particle fracture forces [14, 16].
Particle fracture and debonding forces have also found at least two different determination routes. The first route [14] applies the fracture energy spent per particle based on a previous work by Yan and Zhang [19] founded upon Griffith’s fracture theory that investigated and determined energy of rubbing, scratching, cutting and ploughing. The exact value of the particle fracture energy for the composite under study was determined by extrapolating the energy data trends published in the reference work by Yan and Zhang [19]. The other set of investigators [16] developed analytical formulations for particle fracture forces also based on Griffith’s theory of fracture, by integrating the fracture energy per unit crack length over the average circumference of the reinforcement particles, starting from an assumed initial crack length and width. This fracture energy per particle was then multiplied by the total particles encountered by the tool cutting edge in terms of the percent reinforcement and the area of cut expressed as the product of equivalent feed and depth of cut. The first set of investigators has not agreed to the second route of determining fracture forces, seeking rationale behind integrating energy over particle circumference. In terms of results, the first set showcased fracture forces expressed as a percentage of total forces. The second set compared the assessments of total forces with those obtained experimentally, with good accuracy.
Shearing forces are analytically predicted basically from Merchant’s formulations assuming a sharp cutting tool edge and a planar shear area. The parameters in question include the shear plane angle, friction angle, tool rake angle, feed rate, cut width and the material flow stress. Of these, the tool rake, feed and cut width are experimental input parameters. Shear plane angle is obtained via chip thickness ratio, whereas tool chip interface friction angle is analytically related (linearly) to shear plane angle. This linear relationship between shear and friction angles can be specifically obtained for the composite material in question experimentally. Researchers have shown that the linear nature of this relationship holds true for metal matrix composites too [14], as does for monolithic materials; albeit at different slopes.
Friction angle has also been estimated considering two body abrasion and three body rolling mechanisms; depending on particle reinforcement percentage, average particle radius and other mechanical properties of the metal alloy matrix, reinforced particle and cutting tool materials [16]. However, this particular friction angle estimation is understood to be independent of the machining parameters, whereas, the shear angle based analytical determination of friction angle is founded upon chip thickness obtained experimentally and varies according to cutting conditions. Of course, friction angle can be directly obtained from experimental force values as well.
The other important aspect of machining forces and their analytical predictions is the material flow stress. The Johnson Cook’s constitutive model has been applied widely for the same, because it takes into account varied and sometimes contradicting mechanisms such as strain hardening, strain rate and thermal softening effects on material flow stresses. This provides for a more realistic estimate of flow stress with regard to changing machining parameters. It is worthwhile to note here that shear plane angle, friction angle and even the composite material shear stress have been found to be linearly related to cutting speed based on experimental data [14]. These relations have then been applied to obtain machining angles and stresses at various cutting speeds to ultimately predict chip formation forces. This approach may be checked for validity under various machining conditions and compositions.
The above discussed force mechanisms of shearing, ploughing and particle fracture have been studied for relatively higher (20%) reinforcement MMCs. Moreover, despite extensive research on metal matrix composites (MMCs), the specific force mechanisms in machining of low reinforcement MMCs remain largely unexplored. The present work focuses on machining force investigations in orthogonal turning of much lower reinforcement metal matrix composites, to better understand the workings of the force generation mechanisms at specifically lower and closely spaced particulate densities. In other words, this study aims to uncover the force generation mechanisms in machining low reinforcement MMCs and provide guidelines for their machinability aspects. Lower reinforcements are expected to throw up newer mechanism behaviors, for example, one may expect particle fracture forces to go down simply because there are much lesser particles for the advancing tool edge to encounter. Similarly, lower reinforcement composites can show much higher strain hardening as compared to thermal softening at lower cutting speeds and feeds. Aspects like these need to be investigated and suitable guidelines obtained towards better machinability of such metal matrix composites.
In the present study, orthogonal turning experiments were conducted on Al 6063 alloys reinforced with 3, 5 and 7% boron carbide particles. The average size of these particles was 20 microns. Their uniform distribution within the aluminium base alloy was confirmed via optical microscopy. Cutting speed, feed rate and depth of cut were varied one at a time over three levels (cutting speeds-50, 125 and 175 m/min; feed-0.1, 0.15 and 2.0 mm/rev and depth of cut-0.5, 1.0 and 1.5 mm), keeping the other two parameters constant at the mid-values of their respective selected ranges. This was done to clearly make out the individual effects of machining parameters on force predictions. The above-mentioned parameter variations panned over 27 experiments for the three MMC compositions, each run replicated thrice to account for machining variabilities. All experiments were performed on a CNC turning center (Haas Automation G10) under dry machining conditions using a CNMG-120408 CVD coated tool insert on cast MMC cylindrical rods (30 mm diameter each). Forces were measured using a three-axis piezoelectric pick up dynamometer (Ramson make, model IL 15), chip thicknesses were measured using a micrometer (Mitutoyo Digimatic 0-25 mm) for every experimental run and average values were calculated of the three readings recorded for every experimental run. These averages comprised of the mean of the three readings captured for each experimental run. Tool condition, machine stability and workpiece homogeneity were assumed constant during the multiple experimental runs. All force readings were recorded manually based on the stabilized force values in three axes as indicated by the dynamometer digital display. Turning length was kept constant at 10 mm for each run after first taking an initial cut on the base aluminium alloy to stabilize the machining and calibrating the dynamometer as per the standard/pre-known force readings of the base alloy for the MMC data acquisition process.
The data of experimentally obtained forces was plotted against varying speeds, feed rates and depths of cut; for the different MMC compositions under study. Next, ploughing forces and particle fracture/debonding forces were determined based on experimental data and the analytical formulations from literature [14, 16]. These analytical models have been specifically derived by researchers for force predictions in turning of metal matrix composites and as such, can be applied to all MMC compositions by applying material and machining specific data. In this way, ploughing and particle fracture forces were also plotted against varying machining parameters for the three materials. Thereafter, chip formation/shearing forces were determined by deducting the ploughing and particle fracture forces from the total forces measured experimentally. Shearing forces were not estimated from analytical models because of nonavailability of the Johnson Cook’s constitutive model constants for the materials under consideration. These constants will be determined and applied in a future study. Other parameters like chip thickness ratios, shear stresses, shear strain rates and machining angles were determined for each experimental run using experimental data and relevant/applicable analytical orthogonal machining relations [14].
3.1 Total forces and shear stresses
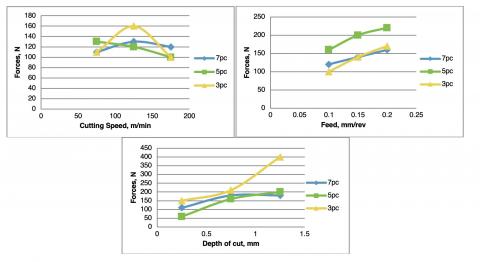
Figure 1 and Figure 2 depict variations of total forces measured by lathe tool dynamometer in thrust and cutting directions for all three compositions. With respect to cutting speed, both cutting and thrust force components are seen declining gradually, due to incrementing thermal softening effects with increasing strain rates. Thermal softening refers to the general softening/decreasing hardness of the metal matrix material under the action of higher cutting speeds and/or forces. Strain hardening is the opposite of thermal softening, it refers to the progressive hardening of the work material under the action of rising stresses. Strain rates refer to the rate of change of deformations occurring in the work material under the action of cutting forces. The intermediate peaking of cutting forces for 3% composition can be ascribed to the initial predominance of strain hardening effects over thermal softening at lower speeds. Later, thermal softening becomes the dominant mechanism. This peaking effect is observed to be more prevalent for lower reinforcement composites as compared to higher percent reinforcements. It shows that thermal softening overshadows strain hardening at lower cutting speeds for higher reinforcement MMCs only. These effects are non-existent for thrust components, showing that material strain hardening has a preferred direction too. This effect is observable mostly in cutting direction only. For lower reinforcement MMCs, strain hardening maintains its dominance at lower cutting speeds. With respect to feed rates, cutting as well as thrust forces are expected to rise almost linearly, due to the augmentation of area of cut with feed. Area of cut refers to the material surface area cut by the advancing cutting tool in terms of the product of depth of cut and machining feed rate. Here, it can be observed how sometimes one composition dominates the maximum generated forces, while at other occasions some other composition dominates. This actually indicates the range of forces generated by closely spaced metal matrix compositions. In fact, it may be concluded that given the same values of increasing areas of cut, 5% composition’s display of consistent higher forces shows better composite strength. However, these total forces are a combination of shearing, ploughing, particle fracture forces. The shearing forces depend on material flow stress, cut area, shear angle, friction angle and rake angle. Shear stress in turn depends on shear strain, shear strain rate and thermal softening effects. Therefore, total forces in machining MMCs are a complex subject matter; and to simply assume higher forces for higher reinforcements would be naïve. This is especially relevant in the present case of low reinforcement MMC compositions. So, other machining indicators must be considered as well.
Figure 1. Variation of total cutting forces with machining parameters
Figure 2. Variation of total thrust forces with machining parameters
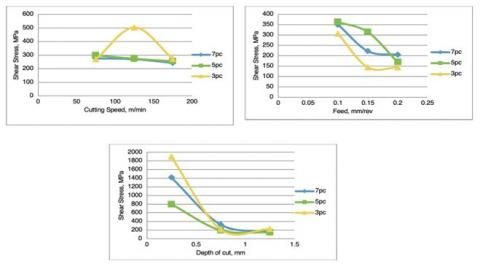
For example, on comparing chip thicknesses among compositions, we find increasing chip thicknesses for all three compositions with feed rate, which is quite normal and expected. However, we do find thicker chips initially for 5pc MMC, but comparatively thicker chips for 3pc MMC at higher feeds. There appear to be greater ranges of variations in chip thicknesses with increasing feed rates at lower compositions! For the same range of feed rates, chip thicknesses vary from 0.32 to 0.73 mm for 7pc MMC, from 0.42 to 0.92 mm for 5pc MMC and 0.30 to 1.11 mm for 3pc MMC. There is an increment of 0.39mm for 7pc, 0.50mm for 5pc and 0.81mm for 3pc MMC. This explains greater slopes of force curves with respect to feed rates and depths of cut at lower reinforcements. So, as the percentage reinforcements increase, one may expect lower force increments with a rising area of cut. This points towards a stronger thermal softening mechanism at work in higher reinforcement composites, which secretly reduces the material shear stresses (Figure 3), thus pulling down the rate of increment of forces due to rising area of cut. This points towards a stronger thermal softening mechanism at work in higher reinforcement composites, which reduces the material shear stresses (Figure 3). This effect reduces the rate of increment of forces due to rising area of cut. The slopes of shear stress reduction are more pronounced in case of rising depth of cut as there is a greater increment in the depth of cut quantitatively as compared to feed rate in the experiments conducted in this study. This inverse relationship of chip thickness increments with MMC particulate compositions conclusively proves the integrity of the prepared composite materials with rising percent reinforcements. In a nutshell, these results show that the total forces in machining of MMCs increase with rising feed rates and depths of cut. These forces gradually decrease with increasing cutting speeds.
From shear stress graphs (Figure 3), the reduction in shear stresses with rising feeds and depths of cut is evident. This decrement in material flow strength occurs despite simultaneously rising cutting forces under same conditions. Rising feed rates and depths of cut induce high thermal softening of the matrix material, which reduce material flow stresses. However, cutting forces continue to increase because rising feed rates and depths of cut directly influence the area being cut at the tool tip. So, increasing forces do not necessarily indicate increasing shear strengths. Other trends of experimental shear stresses show that material strength initially rises and then drops with rising cutting speeds for all MMC compositions. This happens due to rising thermal softening effects with increasing cutting speeds. This material strength behaviour is quite expected at low cutting speeds [20-22]. The initial rise in material strength is due to the higher strain hardening effect that is directly related to rising strain rates (that is, with cutting speed [20]). However, strain hardening reduces due to thermal softening [23]. Past research [24, 25] has found MMCs to be more sensitive to strain rates as compared to non-reinforced alloys. The current work shear stress graphs show that lower reinforcement MMCs display greater strain rate sensitivity as compared to higher reinforcement MMCs. In summary, material shear strengths of MMCs reduce with rising speed, feed, depths of cut and particle reinforcement fractions.
3.2 Ploughing forces, particle fracture forces and percentage contributions to total forces
Ploughing refers to the machining forces arising due to the elastic recovery of the work material after the passage of cutting tool edge. Particle fracture forces are encountered by the advancing cutting tool as it encounters the ceramic particles embedded in the parent alloy material matrix and fractures/disintegrates them during machining. These force mechanisms need to be considered in the context of MMCs for a better understanding of machinability of these materials. Ploughing and particle fracture forces seem to be indifferent to cutting speed variations (Figure 4, Figure 5). This is because ploughing forces depend on the magnitude of uncut chip thickness, which is kept constant during the experimental runs with speed variations. Similarly, the constant cut area maintained during speed variations ensures uniform particle fracture forces. For incrementing feed rates and depths of cut, all force components are observed to increase, viz. shearing, ploughing and particle fracture. However, from the view point of break up of total forces at the tooltip, particle fracture forces follow a diminishing trend. Similarly, ploughing forces also rise with feed, but their overall contribution to total forces remains insignificant. This means that although higher particle fracture forces are encountered at higher feeds. However, the percentage contribution of these forces to total forces reduces steadily. This fact highlights the impact of rising area of cut on shooting up shearing forces much more rapidly in comparison to fracture/ploughing forces. Lower values of this area of cut are responsible for considerably higher material strength at lower feed rates (Figure 3 [26]).
Figure 3. Variations of material flow stresses with machining parameters for 3pc, 5pc and 7pc MMCs
Figure 4. Variation of ploughing forces with machining parameters in cutting (Fcp) and thrust directions (Ftp) for 3pc, 5pc and 7pc MMCs
Figure 5. Variation of particle fracture/debonding forces with machining parameters in cutting (Fcd) and thrust directions (Ftd) for 3pc, 5pc and 7pc MMCs
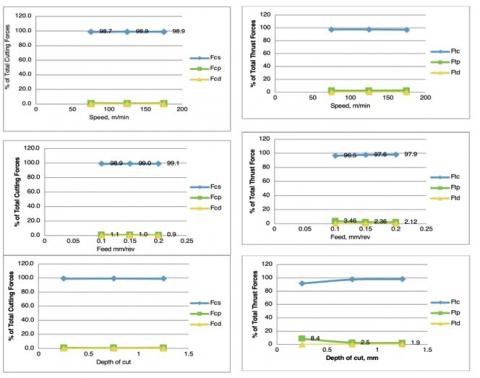
Figure 6. Percentage contributions to total forces by cutting force components shearing (Fcs), ploughing (Fcp) and particle fracture/debonding (Fcd) and their thrust counterparts (Fts, Ftp and Ftd) with varying machining parameters for 7pc MMC (these graphs are similar in case of 3pc and 5pc MMCs as well; therefore not reported here)
Cutting force components are observed to be higher than the thrust components of the total measured forces (Figure 1, Figure 2) In case of ploughing forces, thrust components consistently dominate over cutting forces under all machining conditions. Similarly, it may be noted that that in case of total forces, thrust components of ploughing forces have a higher percent effect as compared to the cutting components of ploughing forces (Figure 6). This is an expected result, as ploughing force is exerted on tool by the ‘springing’ machined surface primarily in thrust direction. In the case of particle fracture/debonding forces, it is the cutting force components that lead their thrust counterparts. This is also understandable as the maximum tool particle interaction is expected to occur primarily in the cutting direction normal to the area of cut. Ploughing force estimations for any varying machining parameter are found to be overlapping for the three MMC compositions. This is because ploughing forces are primarily based on the elastic recovery of the matrix material; and as such the particle reinforcements have no involvement in such phenomenon. It is noteworthy that in both particle fracture and ploughing force estimations, higher forces are generated by successively higher reinforcement MMCs under all machining conditions. This scheme holds true for both cutting and thrust components. This trend is linked to the incidence of progressively greater number of particles at the advancing tool edge as the percentage reinforcement in the MMCs increases. Still, the total measured forces do not necessarily respect such trends of rising forces with rising percent reinforcements. This is because firstly, particle fracture and ploughing do not occupy a major significance in the context of their contributions to total forces, especially for the low reinforcement materials under study. Secondly, the chip formation shearing forces, which form a majority of the total forces, are dependent upon a variety of complex factors discussed earlier. Hence, it is difficult to find a clear demarcation between shearing forces in turning of closely spaced MMC compositions.
In relation to particle fracture forces, the debonding energy per particle was determined based on the formulations of Sikder and Kishawy [16] to be 3.24e-09 Jmm-3. This value corresponds to the debonding energy required to crack and dislodge one alumina particle of size 5-10 microns [16]. The average particle size in current study was 20 microns, but still it required relatively lesser energy to crack and debond due to the lower fracture toughness of the boron carbide particle as compared to alumina. In summary, the particle fracture forces increase with rising particle reinforcements in the MMCs. This result is evident from Figure 5. The ploughing mechanism has a major impact on thrust force components in machining MMC materials. This is the most prominent result shown in Figure 4.
3.3. Machining angles
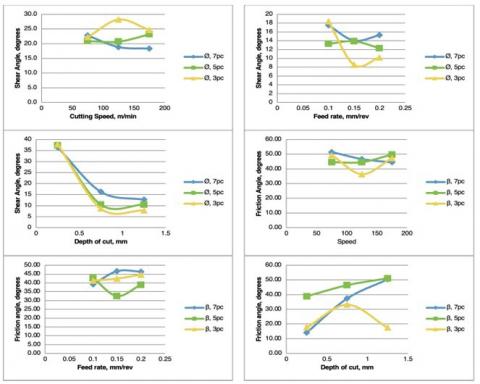
Figure 7. Variations of shear and friction angles with machining parameters for all MMC compositions
The current investigation of cutting forces would be incomplete without analyzing shear and friction angles. These angles are closely related to machining force generation mechanisms; and can be determined from experimental cutting force data using simple relations [20]. Shear angle is the angle between the direction of cutting tool path and the work material shearing plane. It plays an important role in machinability of work material. Friction angle is specified at the interface of the chip movement against the advancing tool face. It provides important insights into the chip tool interactions that lead to tool wear. Shear angle is a good indicator of material ductility/brittleness [27]; whereas friction angle is related to the chiptool interface temperature generation. Figure 7 shows the variations of these angles with cutting parameters in the current study. With respect to cutting speeds, higher shear angles for lower reinforcement MMCs show their relatively higher brittle nature at low cutting speeds. The peaking of shear angle curve for 3pc MMC with cutting speed is reminiscent of the similar peaking observed in cutting force trends for the same conditions. Its initial rise shows its initial brittleness, followed by a fall in this brittleness as the cutting speed increases. Friction angle curves with cutting speed (Figure 7) indicate similar chip tool interface temperatures for the three compositions, remaining almost constant at low speeds under study. With respect to feed rates and depths of cut, higher shear angles are observed for higher reinforcement MMCs. These shear angle trends (Figure 7) indicate greater brittleness of higher reinforced MMCs at all feeds and depths of cut. This happens because higher particle reinforcements make the MMC materials more brittle. With respect to depth of cut, all composition shear angles show rapid declines. With respect to feed rates also, these curves show decreasing trends. These trends show rapidly lowering brittleness of MMCs. This phenomenon can be explained by the thermal softening effects (it may be noted that cutting forces are still expected to rise with feed and depth of cut due to increasing area of cut). Friction angles are on a rising trend with feed rates; more so with depth of cut. The friction angle trends shown in Figure 7 indicate higher temperature generation at higher feed/depth of cut. Also, relatively higher reinforcement MMCs seem to induce greater thermal effects, shown through their comparatively higher friction angles. However, being closely spaced, these trends are mixed up among the MMC compositions under study for all shear and friction angle relations. In summary, the shear and friction angle trends show that machinability of particle reinforced MMCs can be improved at higher cutting speeds. For higher reinforced MMCs, thermal softening can improve machinability at higher feed rates and depths of cut. However, this would also increase tool wear due to higher chip tool temperatures.
This work is an investigation of cutting forces generated under different mechanisms in turning of Al/B4C metal matrix composites. The prepared composites were reinforced with low quantities of the said ceramic particulates, with closely spaced percent reinforcements. This was done to understand low reinforcement and closely spaced composition condition-specific behavior of cutting force mechanisms. Primary results of this study show that
(1) Shearing force mechanism contributes majorly to the total cutting forces, under all conditions.
(2) Ploughing force is the next significant contributor.
(3) Particle fracture and debonding forces are almost negligible in comparison to the shearing forces for machining low reinforcement MMCs.
(4) Shearing forces do not necessarily increase in the order of increasing MMC percent reinforcements.
(5) Ploughing and particle fracture forces increment with rising particulate fractions in the MMCs.
(6) The ranges of increments in chip thicknesses emerge as better indicators of different MMC compositions.
(7) Progressively lower percent compositions exhibit bigger chip thickness ranges.
(8) All force mechanisms, viz. shearing, ploughing and particle fracture/debonding increase with rising feeds and depths of cut.
(9) The contribution of ploughing and particle fracture forces to total forces keeps reducing with increasing feed and depth of cut. This highlights the criticality of shearing force estimation accuracy at higher feed, depth of cut for low reinforcement MMCs.
(10) Ploughing and particle fracture forces do not vary with cutting speeds, due to constant uncut chip thickness and width of cut.
(11) Lower percent reinforced MMCs show greater strain hardening at lower cutting speeds as compared to higher percent reinforced MMCs, which show higher thermal softening at low speeds.
(12) With rising feed rate and depth of cut, material shear stresses reduce, in contrast to rising cutting forces under same conditions.
(13) Lower percent reinforced MMCs show greater strain rate sensitivity.
(14) Based on shear angle studies, lower reinforcement MMCs show greater brittleness at low cutting speeds. This trend reverses for machining with varying feed and depth of cut.
(15) Higher reinforced MMCs generate higher tool-chip interface temperatures, evident from friction angle estimations.
The broader implications of these findings include recommendations of machining lower reinforced aluminium composites at higher cutting speeds and medium range feed rate/depths of cut. On the other hand, higher reinforcement MMCs should be preferably machined at medium cutting speeds, feed rates and depths of cut. These machining parameter settings would increase machinability and reduce tool wear progression of the respective MMCs.
The future scope of this study would involve a similar analysis of the nano particle reinforced aluminium metal matrix composites. The force mechanisms and material behaviours of nano composites can be compared with those of micro composites in further studies.
[1] Sekhar, R., Sharma, D., Shah, P. (2021). State of the art in metal matrix composites research: A bibliometric analysis. Applied System Innovation, 4(4): 86. https://doi.org/10.3390/asi4040086
[2] Malhotra, P., Singh, N.K., Tyagi, R.K., Sikarwar, B.S. (2020). Comparative micro structural investigation of Al-SiC-Mg and Al-B4C-Mg particulate metal matrix composite. Annales de Chimie - Science des Matériaux, 44(2): 103-108. https://doi.org/10.18280/acsm.440205
[3] Srivastava, A.K., Dwivedi, S.P., Maurya, N.K., Sahu, R. (2020). Surface roughness report and 3D surface analysis of hybrid Metal Matrix Composites (MMC) during Abrasive Water Jet (AWJ) cutting. Revue des Composites et des Matériaux Avancés-Journal of Composite and Advanced Materials, 30(3-4): 169-174. https://doi.org/10.18280/rcma.303-407
[4] Azeez, T.M., Mudashiru, L.O., Asafa, T.B., Akande, S., Ikumapayi, O.M., Yusuff, A.S., Kayode, J.F. (2022). Assessment of mechanical properties of aluminium metal matrix composite reinforced with carbonized eggshell ash (CESA). Annales de Chimie - Science des Matériaux, 46(4): 223-228. https://doi.org/10.18280/acsm.460408
[5] Rathod, S., Shekhar, R., Jatti, V., Singh, T. (2013). Optimization of tool shape and size in EDM al alloy metal matrix composites. International Journal of Applied Engineering Research, 8: 639-646.
[6] Pramono, A., Dhoska, K., Moezzi, R., Milandia, A. (2021). Ti/SiC based metal matrix composites by using self-propagating high temperatures synthesis (SHS). Revue des Composites et des Matériaux Avancés-Journal of Composite and Advanced Materials, 31(3): 125-129. https://doi.org/10.18280/rcma.310302
[7] Sekhar, R., Singh, T.P., Shah, P. (2022). Machine learning based predictive modeling and control of surface roughness generation while machining micro boron carbide and carbon nanotube particle reinforced Al-Mg matrix composites. Particulate Science and Technology, 40(3): 355-372. https://doi.org/10.1080/02726351.2021.1933282
[8] Sekhar, R., Singh, T.P. (2015). Mechanisms in turning of metal matrix composites: A review. Journal of Materials Research and Technology, 4(2): 197-207. https://doi.org/10.1016/j.jmrt.2014.10.013
[9] Phutane, P., Jatti, V.K.S., Sekhar, R., Singh, T.P. (2013). Synthesis and characterization of SiC reinforced HE-30 Al alloy particulate MMCs. International Journal of Engineering & Technology (IJET), 5(3): 2866-2870.
[10] Waldorf, D.J. (2006). A simplified model for ploughing forces in turning. Journal of Manufacturing Processes, 8(2): 76-82. https://doi.org/10.1016/S1526-6125(07)00005-9
[11] Sekhar, R., Singh, T.P., Shah, P. (2019). ARX/ARMAX modeling and fractional order control of surface roughness in turning nano-composites. In 2019 International Conference on Mechatronics, Robotics and Systems Engineering (Morse), IEEE, pp. 97-102. https://doi.org/10.1109/MoRSE48060.2019.8998654
[12] Sekhar, R., Singh, T., Shah, P. (2020). Micro and nano particle composite machining: Fractional order control of surface roughness. In Proceedings of the Third International Conference on Powder, Granule and Bulk Solids: Innovations and Applications PGBSIA, pp. 35-42.
[13] Sekhar, R., Singh, T.P., Shah, P. (2020). Complex order pi α d γ design for surface roughness control in machining CNT Al-Mg hybrid composites. Advances in Science, Technology and Engineering Systems Journal, 5: 299-306. https://dx.doi.org/10.25046/aj050636
[14] Pramanik, A., Zhang, L.C., Arsecularatne, J.A. (2006). Prediction of cutting forces in machining of metal matrix composites. International Journal of Machine Tools and Manufacture, 46(14): 1795-1803. https://doi.org/10.1016/j.ijmachtools.2005.11.012
[15] Sekhar, R., Singh, T.P., Shah, P. (2021). System identification of tool chip interface friction while machining CNT-Mg-Al composites. In AIP Conference Proceedings, AIP Publishing, 2317(1). https://doi.org/10.1063/5.0036176
[16] Sikder, S., Kishawy, H.A. (2012). Analytical model for force prediction when machining metal matrix composite. International Journal of Mechanical Sciences, 59(1): 95-103. https://doi.org/10.1016/j.ijmecsci.2012.03.010
[17] Sekhar, R., Singh, T.P. (2019). Determination of Johnson Cook parameters in turning of micro and nano reinforced aluminum composites using trust region reflective algorithm. Nine, 9(125): 0-15. https://doi.org/10.35940/ijitee.L3183.1081219
[18] Colwell, L. (1954). Predicting the angle of chip flow for single-point cutting tools. Transactions of the American Society of Mechanical Engineers, 76(2): 199-203. https://doi.org/10.1115/1.4014795
[19] Yan, C., Zhang, L. (1994). Single-point scratching of 6061 Al alloy reinforced by different ceramic particles. Applied Composite Materials, 1: 431-447. https://doi.org/10.1007/BF00706503
[20] Pramanik, A., Zhang, L.C., Arsecularatne, J.A. (2008). Machining of metal matrix composites: Effect of ceramic particles on residual stress, surface roughness and chip formation. International Journal of Machine Tools and Manufacture, 48(15): 1613-1625. https://doi.org/10.1016/j.ijmachtools.2008.07.008
[21] Rashad, R.M., El-Hossainy, T.M. (2006). Machinability of 7116 structural aluminum alloy. Materials and Manufacturing Processes, 21(1): 23-27. https://doi.org/10.1080/AMP-200060603
[22] Clausen, A.H., Børvik, T., Hopperstad, O.S., Benallal, A. (2004). Flow and fracture characteristics of aluminium alloy AA5083-H116 as function of strain rate, temperature and triaxiality. Materials Science and Engineering: A, 364(1-2): 260-272. https://doi.org/10.1016/j.msea.2003.08.027
[23] Li, Y., Ramesh, K.T., Chin, E.S.C. (2004). The mechanical response of an A359/SiCp MMC and the A359 aluminum matrix to dynamic shearing deformations. Materials Science and Engineering: A, 382(1-2): 162-170. https://doi.org/10.1016/j.msea.2004.04.062
[24] Chichili, D.R., Ramesh, K.T. (1995). Dynamic failure mechanisms in a 6061-T6 Al/Al2O3 metal-matrix composite. International Journal of Solids and Structures, 32(17-18): 2609-2626. https://doi.org/10.1016/0020-7683(94)00285-5
[25] Yadav, S., Chichili, D.R., Ramesh, K.T. (1995). The mechanical response of a 6061-T6 A1/A12O3 metal matrix composite at high rates of deformation. Acta Metallurgica et Materialia, 43(12): 4453-4464. https://doi.org/10.1016/0956-7151(95)00123-D
[26] Pramanik, A., Zhang, L.C., Arsecularatne, J.A. (2007). Micro-indentation of metal matrix composite-an FEM investigation. Key Engineering Materials, 340: 563-570.
[27] Karthikeyan, R., Ganesan, G., Nagarazan, R.S., Pai, B.C. (2001). A critical study on machining of Al/SiC composites. Materials and Manufacturing Processes, 16(1): 47-60. https://doi.org/10.1081/AMP-100103696