Ahlem Malti![]() | Tahar Masri*
| Tahar Masri*![]() | Mohamed Yagoub
| Mohamed Yagoub![]() | Islam Mohammed Mahbubul
| Islam Mohammed Mahbubul![]() | Aida Ghazali | Adel Benchabane
| Aida Ghazali | Adel Benchabane![]()
© 2023 IIETA. This article is published by IIETA and is licensed under the CC BY 4.0 license (http://creativecommons.org/licenses/by/4.0/).
OPEN ACCESS
This study focuses on the reduction of the environmental impact of plastic waste and the valorisation of vegetal wastes produced annually from date palms. This paper presents an experimental study on the manufacturing of composite panels based on date palm leaflets, DPL, and expanded polystyrene wastes were carried out. Hot compression process was proposed with the aim of improving the composite manufacturing techniques previously released by the team using a cold compression process. Three composites were studied with the weight fraction (wt.%) of 70, 75 and 80 of the DPL as a reinforcement. The weight fraction of expanded polystyrene is respectively 30, 25 and 20 wt.%. Physical and mechanical characterizations of biocomposites were performed with the reinforcement size between 0.315 mm and 0.5 mm. The result shows that the composite panels have a low density between 414 and 511 kg/m3. The composite panels showed an improved maximum stress and flexural modulus that can reach 6.18 MPa and 13.5 MPa respectively. These values are comparable to the literature values such as Medium Density Fibreboard (MDF) (13.5-25 MPa) and the Durian Peel and Coconut Coir (DPCC) particleboards (0.8-22.4 MPa), (0.7-43 MPa). However, the water absorption result ranging from 77 to 95 % shows that the studied composite panels are sensitive to moisture and exhibit high moisture uptake percentage thus limits their possibility of use in moist condition.
Biocomposite panels, biowaste, date palm leaflets, expanded polystyrene, hot compression moulding process, mechanical properties, waste utilization
Solid waste management is becoming a worldwide challenging issue due to the rapid increase in solid waste generation [1]. It was reported that the global polymer production has risen from 1.5 million tons in 1950 to 359 million tons in 2018 and is expected to reach approximately 500 million tons by 2025 [2]. This huge production generates large quantities of plastic waste. Expanded polystyrenes (EPS) are one of these plastics. They are used for packaging, storing materials, and insulations due to their lightweight, excellent thermal insulating, and low-cost properties. Nevertheless, the disposal of EPS after use takes a large space and causes a serious environmental problem as these plastics in landfills take a long degradation time [3, 4]. When EPS foam breaks apart, the small polystyrene components can be eaten by animals or consumed by fish once it breaks down in the ocean. Moreover, the process of incineration is expensive and generates toxic by-products [2].
1.1 Biocomposites based on date palm fibres
Every year huge quantities of date palm (Phoenix dactylifera L.) residues are generated resulting from annual cultivation and fruit harvesting. Date palm wastes can be estimated to be over 675 000 tons of residues yearly [5]. These wastes are generally used to fabricate the modest undeveloped objects, or they are burned, or accumulated in agricultural lands for a long time which exposes them to the risk of being highly flammable. It is one of the severe environmental problems. Moreover, date palm fibres have been explored as potential reinforcement in polymeric matrices since the eighties [6]. Several thermal, mechanical, and microstructure studies on the different parts of the date palm tree were studied [7-12]. Within this context, Awad et al. [13] elaborated a critical review of date palm trees from fibres to their uses in biocomposites.
1.2 Manufacturing process of date palm biocomposites
Generally, the manufacturing processes of date palm polymer composites are similar to those of natural filler composites which still use the manufacturing methods of composites from conventional fillers such as glass, carbon, and Kevlar fibres. Several studies were reported in the literature on date palm-reinforced polymer composites using the compression moulding process in their composite fabrication [14-19]. The final properties of date palm polymeric composites are not dependent only on the manufacturing process but also related to the drying and the mixing processes before the compression moulding is carried out and to the processing parameters (the moulding temperature, the pressure and the holding time) during compression moulding process. The difference in treating these parameters leads to differences in the properties of the composite. The drying (moisture removal) and the mixing processes in date palm composites manufacturing need to be investigated and analysed before the compression moulding is conducted. The correct choice of drying temperature and duration is important to ensure that all moisture is removed from the fibre. For date palm fibres, it is recommended to have a moisture level ranging from 1-2% with temperatures ranging from 60-70°C for 24 h are optimal to reduce moisture content [20-22].
High pressure may damage the structure of the date palm fibre (DPF) and leads to adverse effects on the mechanical properties. The last important consideration is the holding duration. Insufficient holding time may produce the defects on the composite samples [23]. Finally, the cooling step is also an important parameter that is neglected and not investigated or reported [13]. Thus, the selection of suitable processing parameters during the compression moulding process is essential in producing composites with excellent performance. For this reason, there is a large amount of research studying the effect of the previous parameters on the final properties of the date palm or natural fibre-reinforced composites reported in the literature. Van-Pham et al. [24] studied the effect of processing time, temperature, and pressure on mechanical and the water absorption behaviour of biocomposites based on banana fibres. Authors reported that the highest tensile properties (98.7 MPa) and the lowest amount of water absorbed were obtained under 170℃. The increase of the pressure from 75 to 100 bar allow increase in the mechanical properties. However, a further increase in the pressure from 100 to 125 bar decreased the strengths and the modulus. Different temperatures (190°C, 200℃ and 210℃) are combined with three pressure levels (3.5, 6.5, and 10 MPa) in flax fibre-reinforced Polyamide 11 (PA11) composites in a study conducted by Lebaupin et al. [25]. The authors deduced that the best mechanical properties (tensile module of 36 GPa and tensile strength of 174 MPa) were obtained when a temperature of 210℃ were used with gradual levels of pressure (25 bars during 2 min, 40 bars during 2 min and 65 bars until the end of cycle).
As a processing parameters, Awad [26] investigated the effect of temperature, pressure and time on the physical and mechanical behaviour of DPF reinforced unsaturated polyester resin (UPR). Three different reinforcement weights (10, 15, and 20 tons ) were examined for 3, 6, and 9 minutes at 90 and 110°C. The authors showed an increase of 25% in the flexural modulus (Ef) at 3 min and an increase of 7% and 13% at 9 minutes of processing duration. However, a significant decrease in flexural modulus was shown at 6 min. The authors stated that composites manufactured at 110°C with a processing pressure of 10 tons during 9 minutes showed the optimal tensile strength with an enhancement of 25%.
Amirou et al. [27] studied the mechanical properties of Algerian date palm fibres with polylactic acid matrices. The biocomposites were moulded under 3 bar and 165℃. The results showed that the elasticity modulus of the composites could reaches 2708 MPa for untreated fibre and 2951 MPa for treated fibre.
Saleh et al. [28] studied the fatigue behaviour of the thermoplastic starch (TPS) reinforced with DPFs where a pressure of 5 tons was applied in 130°C for 60 min. Authors showed that the flexural strength reaches its optimum values of 78.5 MPa and flexural modulus of 3.4 GPa at 50 wt.% fibres. A processing temperature of 140°C for 8 min was the processing parameters for date palm-reinforced phenolic composites using the compression moulding process in a study performed by Asim et al. [29]. Other processing temperature of 170°C with 150 bar applied pressure were chosen by Mahdavi et al. [14] in High-Density Polyethylene (HDPE)/date palm composites manufactured by compression moulding process.
In a previous study by the team, Masri et al. [3] used cold compression moulding process on the fabrication of composite panels based on date palm leaflets, DPL, and expanded polystyrene. The Leaflets-Polystyrene Composite (LPC) was manufactured using a pressure of 10 bar applied for 10 minutes. The authors evaluated different LPC properties of LPC and concluded that the cold process allowed to obtain an acceptable mechanical behaviour; with 2.8 MPa and 7.8 MPa as a maximum stress and flexural modulus respectively, and a density of 542 to 824 kg/m3.
The objective of the present study is to evaluate the hot compression moulding process with the aim to improve the LPC proprieties, obtained previously by the team with cold compression moulding process [3]. Thereby, two LPC manufacturing protocols (A and B) are investigated in particular by focusing on the physical, and mechanical properties of the composite obtained previously by cold process.
2.1 Materials
2.1.1 Reinforcement preparation
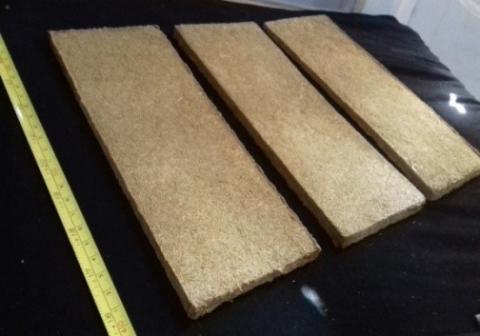
The lignocellulosic filler chosen as reinforcement in this study was obtained from leaflets of leaves of the date palm trees "Phoenix dactylifera". The palm leaflets (Figure 1(a)) are resulting from the annual pruning of date palm trees; they were collected from agricultural farm areas in Biskra Oasis in Algeria then, they were naturally dried for 3 months [30] from the date of their cut; the leaflets were cleaned to remove dust and sand contents on the surface. After cleaning, they were ground and then sieved to ensure a size range of (0.1mm D 0.315 mm). This particle size range is chosen based on the following reasons: (i) It was observed during the preliminary tests that this size range can be obtained easily in large quantities after grounding and sieving processes; (ii) The chosen size range stays always within the range of particle size studied in the literature [31-36].
2.1.2 Matrix preparation
The matrix was prepared by dissolving the recycling EPS waste having a density of 20 kg/m3 in gasoline to obtain an organic glue with a mass ratio between gasoline and expanded polystyrene waste equal to 3. This mass ratio, defined in our previous studies [1, 3], allows a better mixing operation during the preparation of the biocomposite. To be noted that other different proportions were defined in the study [37].
2.1.3 Preparation of the composite panel
The composite panels were made by mixing EPS and the reinforcement with three weights of 70, 75 and 80 wt.% (Table 1). These proportions were chosen after many preliminary studies made by Masri et al. [3]. The hot compression moulding process was used in this study and the composite panels were prepared by following two different manufacturing protocols (A) and (B) (Table 2). These two experimental protocols have been proposed to evaluate the effect of the pre-heating step and the final pressing step applied without heating.
Table 1. Various tested samples
|
Protocol |
Samples |
Matrix (wt.%) |
Reinforcement (wt.%) |
|
A |
A1 |
20 |
80 |
|
A2 |
25 |
75 |
|
|
A3 |
30 |
70 |
|
|
B |
B1 |
20 |
80 |
|
B2 |
25 |
75 |
|
|
B3 |
30 |
70 |
Table 2. Manufacturing process and conditions
|
|
|
Protocol A |
Protocol B |
|
Preparation processes |
Drying process |
Naturally for 3 months |
Naturally for 3 months |
|
Melt-Mixing process |
Room temp |
30℃ |
|
|
Hot compression moulding process |
Pre-heating (mixture) |
- |
80℃ - 2 min |
|
Pre-thermo-pressing |
2 bar - 80℃ - 4 min |
2 bar - 80℃- 4 min |
|
|
Thermo-pressing |
10 bar - 80℃ - 10 min |
10 bar - 80℃- 10 min |
|
|
Pressing without heating |
10 bar – room temp. - 10 min |
10 bar – room temp. - 40 min |
|
|
Drying |
|
15 days at ambient temperature |
15 days ambient temperature |
2.1.4 Protocol (A)
After mixing, the mixture was poured into a rectangular mould. To reduce the air bubbles and stabilize the mixture before high pressing, a pre-thermo-pressing step was applied during 4 minutes using a hydraulic press with a low pressure of 2 bar at 80°C. To ensure a good mixture distribution, the pre-thermo-pressing was followed by 10 minutes of a thermo-pressing step under 10 bar which has been reached gradually at 80°C. The final step is to gradually cool the composite for 10 min under the pursue of 10 bars. This step of pressing without heating is assured at room temperature before being removed the bio composite from the mould. For better drying and the stabilization of the dimensions of the composite, the obtained panels (Figure 1 (b)) were kept during 15 days at ambient temperature before cutting test specimens.
2.1.5 Protocol (B)
After the dissolution of the recycling EPS in gasoline, the obtained smooth paste was mixed with the reinforcement under 30°C. Under this temperature, the glue becomes more liquid which makes it possible to achieve a good distribution of fibres in the matrix.
Furthermore, it is known that the mixture under heat pressing generates water vapour which cannot be easily evacuated and affects the pressing operation. Preheating and pre-thermo-pressing steps of the mixture are proposed to eliminate the moisture content in the mixture before being high load; which makes the pressing operation easier. Thus, the mixture was poured into the mould and the whole was preheated during 2 minutes at 80°C between the trays of a hydraulic press. A pre-thermo-pressing of 2 bar during 4 minutes was then applied at the same temperature (80℃). The pre-thermo-pressing was followed by a thermo-pressing step of 10 bar, gradually reached during 10 minutes at 80°C. To reduce the vapour pressure in the obtained composite, the extension of final press duration was proposed. Then, the composite was gradually cooled (pressing without heating) under 10 bars during 40 minutes at room temperature. Finally, all the obtained composite panels (Figure 1(b)) were kept at ambient temperature for 15 days; a sufficient time for drying the composite and for the stabilization of its dimensions.
(a)
(b)
Figure 1. (a) The dactylifera date palm leaflets, (b) date palm composite panels
2.2 Composite characterizations
The bulk density of the biocomposite panels was measured in accordance with ISO 1183-1: 2012 standard [38].
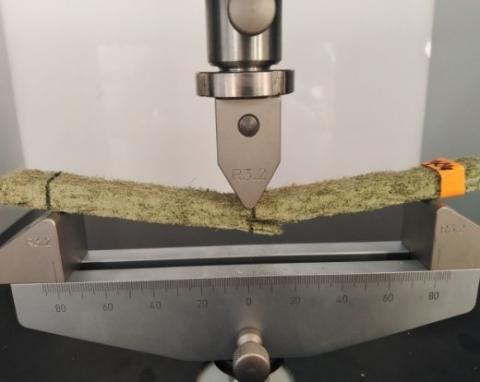
Rectangular bending specimens were prepared to determine the maximum stress (σmax) and (Ef) the flexural modulus of the composite material. A universal testing machine Instron 5567 model with a displacement rate of 2 mm per minute was employed to perform the tests. For each weight proportion, five specimens were tested according to EN ISO 14125 [39] (L =200 ± 1 mm, l = 160 ± 1 mm, h = 10 ± 0.2 mm and width b = 15 ± 0.5 mm) (Figure 2).
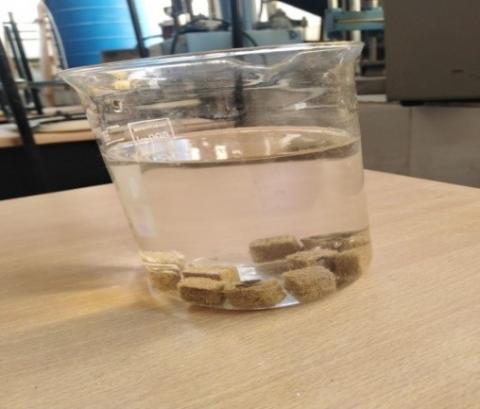
The water absorption test was performed according to ASTM D570 standard [40] (Figure 2). Ten specimens of 20x 20x3 mm in size from each material were prepared. The initial weight of the test specimen (W0) was measured before immersion into distilled water at room temperature. Then the specimens were withdrawn from the water and all surface water was wiped out with a dry cloth and immediately weighted in a digital weighing balance with a weighing precision of 0.001 g. The specimens were submerged again in water and the weight of the test specimen (W1) was measured again. The test was continued until the saturation state was reached. The water absorption was calculated as mentioned below in Eq. (1):
$\mathrm{W}_{\mathrm{A}}=\frac{W l-W 0}{W 0} \times 100$ (1)
where,
W0= Specimen weight before immersion.
W1= Specimen weight after the time of immersion in distilled water.
(a)
(b)
Figure 2. (a) The water absorption test and (b) the three bending test
3.1 Density measurements
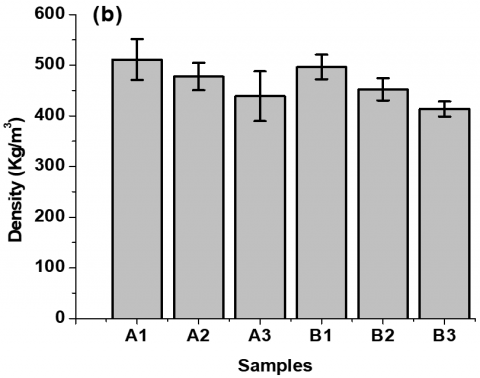
Density mainly depends on the relative proportion of reinforcement and matrix [41]. In the present study, the results of the material’s density of various composite samples (A and B) are shown in Figure 3. The biocomposite density changes with the weight proportion matrix/reinforcement and also the manufacturing protocol A or B. From the Figure. 3 it can be observed that the density of composites decreases as the reinforcement content increases for both A and B composites, that mean the composites are lighter when the amount of the reinforcement is low. This may be due to the presence of voids in the final product favored by the presence of matrix aggregates between fibers; in particular with the increase of the matrix ratio in the composite. This conclusion is in agreement with the results of the morphological study carried out previously on the LPC material by the team [3]. The authors showed that the matrix appears with more aggregation on the fibre surfaces without coating the entire surfaces of the large fibres. The authors of the present paper think that this phenomenon is further accentuated during the cooling and drying process of the samples; especially since the whole process is carried out hot. On the other hand, Figure 3 shows that the density values of the same matrix ratio are very close for A and B composite panels. Then, the preheating and pre-thermo-pressing conditions not affect the density of the obtained composite.
Figure 3. Density vs. the matrix/reinforcement weight ratios in the composite panels
3.2 Flexural bending result
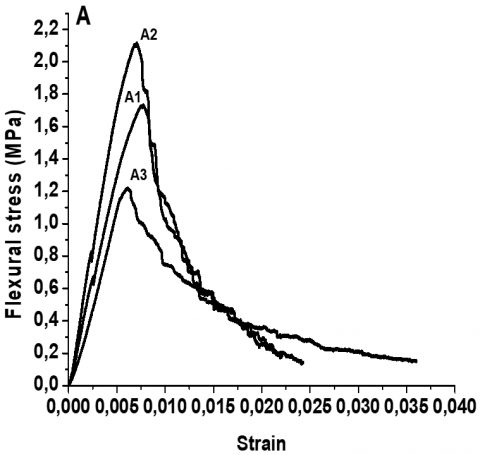
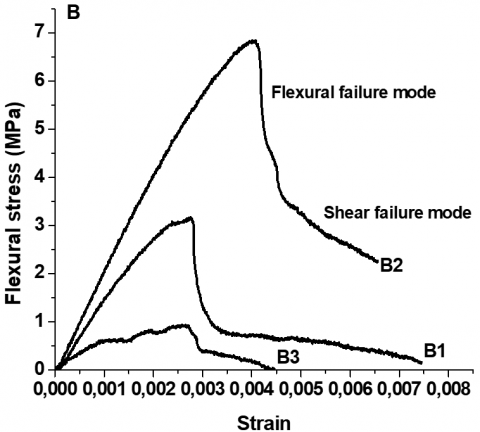
This work, present the evaluation of the mechanical behaviour of the composite panels obtained by the manufacturing techniques discussed above. Specimens were tested and the stress-strain curves were plotted as shown in Figure 4. Composites show first a linear behaviour explaining the linear increase in the stress with the strain. This part presents the elastic zone of the stress-strain curves followed by a plastic zone presented by a curvature takes place indicating the increased rate of strain produced with increasing stress. This part presents the beginning of the separation between the matrix and the fibres. In the third phase, final phase, the stress begins to decrease with increasing strain until failure of composite material.
From Figure 4. It can be seen that the values of the curve slopes decrease in B composite panels. This can be explained by the effect of heat expose duration that was longer than A composite panels which make the B panels more elastic. The amorphous structure of the lignin and hemicellulose and cellulose of the date palm particles are the origin of this behaviour as this polymer exhibit the same behaviour of glass (hard and brittle) at low temperature and low moisture rate, and rubbery behaviour (ductile and soft) at high temperature and high moisture rate.
According to Figure 4 both A and B composites shows fracture behaviour.
When a specimen is under the three-bending test, flexural and inter-laminar shear stress may exist at the same time. The maximum flexural stress exists at the surface of the specimen and the maximum inter-laminar shear stress exist at the neutral axis of the specimen [42].
Depending on which σmax and τmax reaches the corresponding critical value two failure modes may occur in the composite materials (i): flexural failure modes exist at the top and bottom surfaces of the specimen. In this failure mode, there is no appreciable decrease in the slope of the curve and the specimen fails abruptly or (ii): shear failure mode at the neutral axis of the specimen. In this failure mode, the slope of the curve decreases gradually to zero and the specimen fails less abruptly. In addition, mixed failure mode can occur when the appearance of the curve is shown between the two forms mentioned above [42, 43].
(a)
(b)
Figure 4. The stress-strain curves of the three-point bending tests of the DPF composite panels
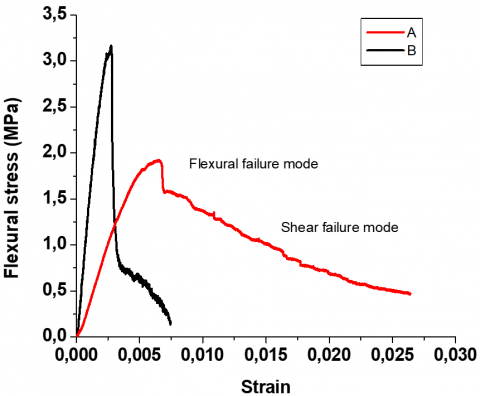
(a)
(b)
Figure 5. (a) failure modes under three-point bending test, (b) typical stress-strain curves
According to this criterion, both flexural and shears failure mode are shown by the stress-strain curves of the studied composites (A and B). According to Figure 4, the B composites first fail in a flexural mode. It means the failure first occurs in the upper and lower composite layers then, a shear failure mode takes place as a result of inter-laminar stress at the neutral axis of the composites. A similar mixed failure mode was observed for the A composites (as shown in Figure 5), when the flexural and shear failure takes place simultaneously. These observations are agreed with those reported in the literature [42-44].
The failure modes thus determined previously could be checked by visual examinations of the failed specimen (Figure 6). It was observed that at the top and bottom composite layers, fibre breakage was found across the width of the specimen. However, no fibre breakage was found at the neutral axis of the failed specimen.
Figure 6. Failed specimens
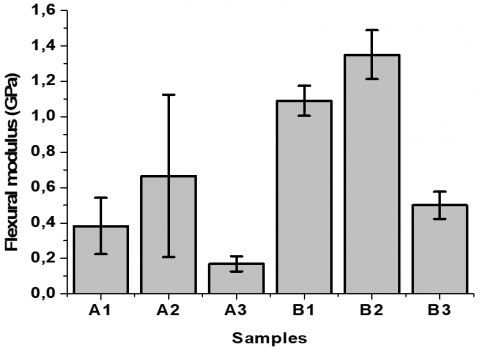
The results obtained by the three-point bending tests carried out on our material allowed for extracting the flexural modulus and the maximum stress. Figure 7 shows the flexural modulus and the maximum stress as a function of the date palm content on the composite and also followed the manufacturing protocols A and B.
(a)
(b)
Figure 7. Effect of weight ratio of the matrix/reinforcements on: (a) the flexural modulus, Ef, and, (b) the maximum stress, smax, for A and B samples
Date palm content varied from 70 to 80 wt.% to investigate its effect on mechanical properties. From the test results, it can be noticed that for both A and B composites, the flexural modulus and the maximum stress increase with increasing the date palm content from 70 to 75 wt.%, and thereafter with further increase of date palm content to 80 wt.% both properties tend towards lower values.
The increase in the flexural proprieties in both A and B composites with increasing the date palm fibre content can be explained by the optimum operation of the transfer of stress from the EPS matrix to the DPFs. This stress transfer is a result of good dispersion of the reinforcement in the biocomposite which leads to the formation of a good interface fibre/matrix.
The reduction in the mechanical properties for both A and B date palm composites at high fibre content (80 wt.%) can be explained by (i): a lower transfer of stress from the EPS to the DPF as a consequence of a non-uniform distribution of the DPFs in the matrix. At higher date palm fibre content agglomeration occur resulting in high void spaces and high fibre-fibre contact, thus resulting in weak fibre-matrix bonding as well as lower stress transfer [45, 46]. (ii): the presence of a lot of fibre ends in the DPF composite induce crack initiation and biocomposite failure [47, 48].
From the result, it is clear that samples A2 and B2 (75 wt.% fibre content) are showing higher flexural modulus and maximum stress in comparison with samples A1 (70 wt.%), A3 (80 wt.%), B1 (70 wt.%), and B3 (80 wt.%). These results show that the mechanical properties of composite exit an optimum value of reinforcement quantities in which the composite performs better [49, 50]. Generally, the optimum fibre content varies with the nature of both fibre and matrix and fibre/matrix interfacial adhesion [47, 48]. In this study, the optimum fibre content is 70 wt.%. Saleh et al. [28] recommended optimum fibre content was 50 wt.% in which composites of starch reinforced with DPF had a flexural and fatigue strengths. This is reinforced by findings obtained by Mohamed Hamdy Gheith et al. [50] studied DPF reinforced epoxy biocomposites and showed better improvement of Ef by the addition of 50 wt.% of DPF reinforcement. According to Al-Kaabi et al. [46], 9 wt.% is the optimum fibre content for DPF/polyester composites. Other optimum fibre contents of biocomposites are reported in the literature showing that in 30 wt.% fibre reinforcement, the jute/HDPE, jute/Polypropylene (PP), and Pineapple Leaf Fibre (PALF)/polyester composites have the best mechanical properties [51-53] and 45 wt.% for coir/polyester and banana/phenol formaldehyde composites [54, 55]. However, other studies reported that there is a linear relationship between fibre amount and mechanical behaviour of the biocomposite [56].
From Table 3, it is clear that manufacturing protocol B exhibit better flexural properties than manufacturing protocol A. The flexural modulus and the maximum stress of the A composite panel lay in the range of 1.7-6.7 MPa and 0.9-3.1 MPa respectively. A noteworthy enhancement in both properties (Ef and smax) was observed in B up to 05.0 - 13.5 MPa and up to 1.3 - 6.2 MPa, respectively i.e. an increment of 160 % and 20 % in Ef and smax, respectively. This improvement is due to the improvement in the manufacturing protocol parameters (protocol B), the preparation process, the pre-heated mixture, and the press duration of 40 min leads to a well dispersion of the reinforcement in the matrix, which favorite adhesion at the matrix/fiber interface. This will transfer stresses from the matrix to the DPL which improve the flexural behavior.
3.3 Water absorption result
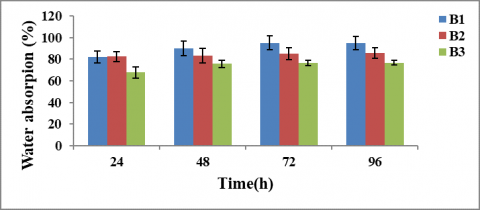
The water absorption bar charts of A and B manufactured composite panels with immersion time are shown in Figure. 8. It was observed that the water absorbed by the biocomposites increases with the immersion period for all samples, the water absorption process was the same in both cases where it consist of two phases. Firstly, the water uptake was sharp and fast for all composite panels during the first 24 hours. Secondly, the amount of water absorbed increases slowly in comparison with the first phase before equilibrium and time of saturation.
The bar chart of A and B composite panels also shows that the water absorption rate increase with increasing fibre content in the composite in both cases, the higher filler contents led to greater water absorption in the composites. This is due to the hydrophilic nature of DPF and it is in agreement with the literature [57, 58]. A similar trend was observed in different natural filler/fibre fibre-reinforced composites on the effect of reinforcement quantity on water absorption [59-61].
The maximum amount of water absorption of A and B composites of this study were 82%-93% and 77%-95%, respectively. The cause of these higher values is due to (i): the structure of the date palm fibre which facilitates the diffusion and the retention of water into the inter fibrillar space [62]. (ii): the chemical proprieties of the DPLs which have high cellulose contents (33.5-35 wt.%) and hemicellulose (26-28 wt.%). This latter is the fibre component that is responsible for moisture absorption in natural fibres. In addition, several studies [63, 64] have reported that the DPF showed high hydrophilic behaviour with saturation water of 98.4 % in 24 hours.
When the date palm composite panels are immersed in water, intermolecular hydrogen bonding occurs resulting from the attachment of water molecules with the hydrophilic groups of fibre. These latter swells inside the composite producing stresses at the fibre/matrix interface leading to micro-cracks in the matrix around swollen fibres. Capillarity and transport through these micro-cracks begin and water-soluble substances leach from the fibre, resulting in debonding between the fibre and the matrix [65, 66].
It is also observed that the B biocomposite panels absorb slightly less water than the A composite panels. Similar water absorption results are observed between A and B biocomposites. The amount of water absorbed is affected by the void content on the biocomposites and therefore also by its density [41]. Theses voids are related to the pores, lumens, gaps, and the poor interfacial adhesion between the DPF and the matrix [36]. The saturation state for both types of samples occurred almost all at the same time (72).
(a)
(b)
Figure 8. Water absorption of composites against soaking time
3.4 Comparison to other published works
Table 3 summarizes the physico-mechanical properties of the DPL-EPS composites, DPF composites manufactured by compression moulding process, and other natural fibre composites. The density of the studied panels varies from (414 to 511 kg/m3). The composite panels have a lower density compared to LPC materials (542 to 824 kg/m3) obtained by Masri et al. [3] it means a significant improvement in the density properties shown by the manufacturing process carried out in this study (Table 3).
The flexural modulus and the maximum stress of the manufactured composite panels varies from (1.7 to 13.5 MPa) and (0.92 to 6.18 MPa) respectively, they exhibit higher Ef and σmax compared to the LPC materials (1.2-7.6 MPa) and (0.43-2.96 MPa) respectively. This indicates a significant improvement in the mechanical properties of date palm expanded polystyrene composites. The processing parameters of (10 bar, 80℃ and 40 min) are suitable for improving the mechanical, and physical properties of the date palm expanded polystyrene composites. The presence of heat factor as the hot compression method was used allowed the expanded polystyrene matrix to flow easily to better coat the fibres and fill the voids in the sample, resulting in better reinforced composite material. The temperature of 80℃ applied in the hot compression moulding process has affected positively the mechanical and the viscoelastic characteristics of the date palm particles which reflect their ability to recover or dissipate the deformation they undergo.
Compared to other date palm composite materials reported in the literature using compression molding process in their composite manufacturing, the composite panel carried out in this study has lower density values in comparison with the Medium Density Fibre board (MDF) manufactured from date palm residues [67], the TPS /Spadix stems composites [68], the Poly-Carbonate (PC)-mix, Poly-Vinyl Chloride (PVC)-mix and the Polystyrene (PS)-mix [69]. The formulated composite panels also show close flexural modulus values compared to those of the materials shown in the Table 3 except that of date palm MDF, TPS/Spadix stem, and Linear Low-Density Polyethylene (LLDPE)/ Leaflet flour [30].
However, the maximum stress of the composite panels remains low compared to those of the materials presented in the table. The amount of water absorbed in the studied composite panels varies from (77% to 95%) and it is close to that of date palm MDF (35.8-90.3%) [67]. Nevertheless, the material absorbs more water compared to PC-mix, PVC-mix, and PS-mix. The highest percentage of water absorbed by the composite panels could limit their possibility to use in a high-humidity environment. Thus, the present authors consider that the moisture uptake of the material should be decreased by using chemical treatment to reduce the water absorption capacity as this latter affect the performance of the composite panels.
Compared to similar biocomposites, the formulated panels have a lower density in comparison with MDF [69], close density to that of Natural softwood [69], and a higher density than the Kenaf binderless board obtained by Xu et al. [70]. The composite panels' flexural modulus is similar to the MDF (13.5-25 MPa). The amount of water absorbed by the studied panels is close to that of Sisal Polymeric composites reported by Athijayamani et al (75-89%) [71] lower than kenaf binderless board and higher than MDF, Natural hardwood [69], and softwood.
Moreover, the density, the flexural modulus, the maximum stress and the water absorption properties of the formulated composite panels are all in the range of the Durian Peel and Coconut Coir (DPCC) particleboards. (288–910), (0.84-22.4 MPa), (0.69-43.15 MPa), and (29.09-266.5%), respectively [72].
Table 3. Mechanical and physical properties of DPL expanded polystyrene composites with comparable biocomposites from the literature
|
|
ρ (kg/m3) |
Ef (GPa) |
σfM (MPa) |
WA (%) |
|
A1 |
511.106±40.369 |
0.383±0.159 |
2.6362±1.045 |
93.06±6.286 |
|
A2 |
477.606±27.138 |
0.665±0.636 |
3.1295±2.805 |
86.23±2.225 |
|
A3 |
438.885±49.065 |
0.170±0.042 |
0.9245±0.296 |
81.53±5.161 |
|
B1 |
496.540±24.374 |
1.094±0.085 |
3.64±1.098 |
94.74±6.268 |
|
B2 |
452.584±22.005 |
1.351±0.138 |
6.18±0.909 |
85.78±5.052 |
|
B3 |
413.519±14.894 |
0.501±0.076 |
1.25±0.464 |
76.78±2.252 |
|
A |
439-511 |
0.17-0.67 |
0.92-3.13 |
82-93 |
|
B |
414-497 |
0,50-1.35 |
1.25-6.18 |
77-95 |
|
A and B |
414-511 |
0.17-1.35 |
0.92-6.18 |
77-95 |
|
LPC [3] |
542–824 |
0.12-0.76 |
0.43-2.96 |
/ |
|
Date palm MDF [67] |
746.69 |
2.98 |
19.22-30.52 |
35.77-90.3 |
|
TPS /Spadix stems [68] |
1254-1431 |
5.00 |
73.60 |
/ |
|
PC-mix [69] |
1000 |
1.68 |
/ |
8.7 |
|
PVC-mix [69] |
1030 |
1.89 |
/ |
9.01 |
|
PS-mix [69] |
870 |
1.91 |
/ |
9.9 |
|
HDPE/ Petiole [14] |
/ |
1.85 |
37.00 |
/ |
|
HDPE/ Rachis [14] |
/ |
1.58 |
30.00 |
/ |
|
HDPE/ Trunk [14] |
/ |
1.58 |
33.00 |
/ |
|
LLDPE/ Leaflet flour [30] |
/ |
2.80 |
29.50 |
/ |
|
LLDPE/Leaf flour [30] |
/ |
0.80 |
27.00 |
/ |
|
LLDPE /Rachis flour [30] |
/ |
0.75 |
26.00 |
/ |
|
45 wt.% DPWF [30] |
/ |
0.85-2.8 |
25.66-28.95 |
/ |
|
60 wt.% DPWF [30] |
/ |
0.66-1.82 |
20.26-26.85 |
/ |
|
75 wt.% DPWF [30] |
/ |
0.20-0.65 |
10.26-14.47 |
/ |
|
DPCC particleboards [72] |
288-910 |
0.084-2,24 |
0.69-43.15 |
29.09-266.55 |
|
MDF [69] |
650-790 |
1.35-2.5 |
9.5-22 |
31.9 |
|
Natural hard wood [69] |
660 |
/ |
/ |
29.2 |
|
Natural soft wood [69] |
470 |
/ |
/ |
42.4 |
|
Kenaf binderless board [70] |
150-200 |
/ |
/ |
246-325 |
|
Sisal Polymeric composites [71] |
/ |
/ |
/ |
75-89 |
In order to reduce the amount waste disposal problems and minimizing environmental impact, recycled expanded polystyrene and date palm wastes are used as raw materials for the development of wood/plastic biocomposites.
In this study, composite panels from date palm leaflets and expanded polystyrene wastes were constructed by hot compression moulding method following two manufacturing protocols and were compared with the same composite material constructed by cold compression moulding process previously studied by the team. Three composites were studied with 70, 75 and 80 wt.% fraction of the DPLs as a reinforcement and EPS as a matrix.
Compared to the same composite manufactured previously by the team using a cold compression process, a significant improvement in the mechanical properties of material was observed. The density and bending measurements showed that the hot compression moulding and initial preparation processes have significant positive effects on the manufactured composites since they improve their density and their flexural properties. The result also showed that panels containing 75 wt.% date palm fibres exhibit the highest mechanical properties. The presence of heat factor allowed the expanded polystyrene matrix to flow easily to better coat the fibres and fill the voids in the sample, resulting in better reinforced composite material. Furthermore, a hot compression moulding process (with 10 bar, 80°C and 40 min) was concluded suitable for improving the physical and mechanical behaviours of the biocomposite.
Due to their competitive mechanical properties, the developed date palm composite could be used for structural applications.
The hydrophilic nature of the DPF is the cause of the increase of the water absorption of the biocomposites with fibre wt.%. The biocomposite panels are sensitive to moisture and exhibit height moisture uptake percentage thus limiting their possibility of use in moist conditions and affecting the performance of the composite panels. This aspect should be taken into consideration while producing composites that will be used in places exposed to moisture.
As a perspective, a morphological study is necessary to obtain more information in particular on the composite density, void content and fibre/matrix interactions.
|
A |
Manufacturing protocol A |
|
B |
Manufacturing protocol B |
| b | Width of the test specimen, mm thermal |
|
Ef |
Flexural modulus, GPa |
|
h |
Thickness of the test specimen, mm |
|
l |
Length of specimen, mm |
|
L |
Support span length, mm |
|
m gasoline |
Mass of gasoline, g |
|
m polystyrene |
Mass of expanded polystyrene, g |
|
WA |
Water absorption, % |
|
W0 |
The weight of specimens before immersion |
|
WI |
The weight of specimens after time of immersion |
|
wt.% |
Weight proportions |
|
Greek symbols |
|
|
σmax |
The maximum flexural stress, MPa |
|
τmax |
The maximum interlaminar shear stress, MPa |
|
ρ |
Density, kg/m3 |
|
Subscripts |
|
|
DPF |
Date Palm Fibre |
| DPL | Date palm leaflet |
|
DPCC |
Durian Peel and Coconut Coir |
|
DPWF |
Date Palm Wood Four |
|
EPS |
Expanded Polystyrene |
|
HDPE |
High-Density Polyethylene |
|
LLDPE |
Linear Low-Density Polyethylene |
|
LPC |
Leaflets-Polystyrene Composite |
|
mix |
Mixture of palm leaves and plastic waste (PC, PS and PVC) |
|
MDF |
Medium Density Fibreboard |
|
PA11 |
Polyamide 11 |
|
PALF |
Pineapple Leaf Fibre |
|
PP |
Polypropylene |
|
PC |
Poly-Carbonate |
|
PS |
Polystyrene |
|
PVC |
Poly-Vinyl Chloride |
|
TPS |
Thermoplastic Starch |
|
UPR |
Unsaturated Polyester Resin |
[1] Masri, T., Yagoub, M., Rouag, A., Benchabane, A., Guerira, B. (2023). Characterization of a composite material composed by rubber tire and expanded polystyrene wastes. Revue des Composites et des Matériaux Avancés-Journal of Composite and Advanced Materials, 33(1): 13-19. https://doi.org/10.18280/rcma.330103
[2] Hassanin, A.H., Elseify, L.A., Hamouda, T. (2020). Date Palm Fiber Composite Fabrication Techniques. In: M. Midani, N. Saba, and O.Y. Alothman, (Eds.), Date Palm Fiber Composites: Processing, Properties and Applications, Springer, 161-183.
[3] Masri, T., Ounis, H., Sedira, L., Kaci, A., Benchabane, A. (2018). Characterization of new composite material based on date palm leaflets and expanded polystyrene wastes. Construction and Building Materials, 164: 410-418. https://doi.org/10.1016/j.conbuildmat.2017.12.197
[4] Masri, T., Ounis, H., Benchabane, A., Sedira, L. (2019). Effect of lignin on the mechanical properties of a composite material based on date palm leaflets and expanded polystyrene wastes. TECNICA ITALIANA-Italian Journal of Engineering Science, 63(2-4): 393-396. https://doi.org/10.18280/ti-ijes.632-440
[5] Almi, K., Lakel, S., Benchabane, A., Kriker, A. (2015). Characterization of date palm wood used as composites reinforcement. Acta Physica Polonica Series A, 127(4): 1072-1074. https://doi.org/10.12693/APhysPolA.127.1072
[6] Almi, K., Benchabane, A., Lakel, S., Kriker, A. (2015). Potential utilization of date palm wood as composite reinforcement. Journal of Reinforced Plastics and Composites, 34(15): 1231-1240. https://doi.org/10.1177/0731684415588356
[7] Al-Juruf, R.S., Ahmed, F.A., Alam, I.A., Abdel-Rahman, H.H. (1988). Determination of the thermal conductivity of date palm leaves. Journal of Thermal Insulation, 11(3): 152-157. https://doi.org/10.1177/109719638801100303
[8] Agoudjil, B., Benchabane, A., Boudenne, A., Ibos, L., Fois, M. (2011). Renewable materials to reduce building heat loss: Characterization of date palm wood. Energy and Buildings, 43(2-3): 491-497. https://doi.org/10.1016/j.enbuild.2010.10.014
[9] Ali, M.E., Alabdulkarem, A. (2017). On thermal characteristics and microstructure of a new insulation material extracted from date palm trees surface fibers. Construction and Building Materials, 138: 276-284. https://doi.org/10.1016/j.conbuildmat.2017.02.012
[10] Touloum, F., Younsi, A., Kaci, A., Benchabane, A. (2016). Formulation of a composite of date palm wood-cement. Journal of Applied Engineering Science & Technology, 2(2): 57-63.
[11] Sadik, T., Sivaram, N., Pakkirappa, H. (2017). Experimental study on physical and mechanical properties of date palm fronds polymer composites. International Journal of Chem. Tech. Research, 10(4): 270-278.
[12] Djemai, H., Djoudi, T., Labed, A. (2022). Experimental investigation of mechanical behaviour and damage of bio-sourced sandwich structures based on date palm tree waste and cork materials. Revue des Composites et des Matériaux Avancés, 32(5): 215-222. https://doi.org/10.18280/rcma.320501
[13] Awad, S., Zhou, Y.H., Katsou, E., Li, Y.F., Fan, M.Z. (2021). A critical review on date palm tree (Phoenix dactylifera L.) fibres and their uses in bio-composites. Waste and Biomass Valorization, 12: 2853-2887. https://doi.org/10.1007/s12649-020-01105-2
[14] Mahdavi, S., Kermanian, H., Varshoei, A. (2010). Comparison of mechanical properties of date palm fiber-polyethylene composite. BioResources, 5(4): 2391-2403.
[15] AlZebdeh, K., Nassar, M.M., Al-Hadhrami, M.A., Al-Aamri, O., Al-Defaai, S., Al-Shuaily, S. (2017). Characterization of mechanical properties of aligned date palm frond fiber-reinforced low density polyethylene. Journal of Engineering Research, 14(2): 115-123. https://doi.org/10.24200/tjer.vol14iss2pp115-123
[16] Aldousiri, B., Alajmi, M., Shalwan, A. (2013). Mechanical properties of palm fibre reinforced recycled HDPE. Advances in Materials Science and Engineering, 2013: 508179. https://doi.org/10.1155/2013/508179
[17] Mahmoudi, N. (2013). Use of date palm fibers as reinforcement for thermoplastic-based composites. Mechanics & Industry, 14(1): 71-77. https://doi.org/10.1051/meca/2012043
[18] Strong, A.B. (2008). Fundamentals of Composites Manufacturing: Materials, Methods and Applications. Society of Manufacturing Engineers.
[19] Saleh, A.A., Saleh, M.A., Al Haron, M.H., Farag, M. (2017). Insights into the effect of moisture absorption and fiber content on the mechanical behavior of starch–date-palm fiber composites. Starch-Stärke, 69(7-8): 1600254. https://doi.org/10.1002/star.201600254
[20] Abdal-Hay, A., Suardana, N.P.G., Jung, D.Y., Choi, K.S., Lim, J.K. (2012). Effect of diameters and alkali treatment on the tensile properties of date palm fiber reinforced epoxy composites. International Journal of Precision Engineering and Manufacturing, 13: 1199-1206. https://doi.org/10.1007/s12541-012-0159-3
[21] Dehghani, A., Ardekani, S.M., Al-Maadeed, M.A., Hassan, A., Wahit, M.U. (2013). Mechanical and thermal properties of date palm leaf fiber reinforced recycled poly (ethylene terephthalate) composites. Materials & Design (1980-2015), 52: 841-848. https://doi.org/10.1016/j.matdes.2013.06.022
[22] Asadzadeh, M., Khalili, S.M.R., Eslami, F.R. (2012). Bending properties of date palm fiber and jute fiber reinforced polymeric composite. International Journal of Advanced Design and Manufacturing Technology, 5(2): 59.
[23] Tang, W.Z., Santare, M.H., Advani, S.G. (2003). Melt processing and mechanical property characterization of multi-walled carbon nanotube/high density polyethylene (MWNT/HDPE) composite films. Carbon, 41(14): 2779-2785. https://doi.org/10.1016/S0008-6223(03)00387-7
[24] Van-Pham, D.T., Nguyen, M.T., Nguyen, C.N., Le, T.T.D., Pham, T.Y.N., Nguyen, K.T., Nishikawa, Y., Tran-Cong-Miyata, Q. (2018). Effects of processing parameters on mechanical properties and structure of banana fiber-reinforced composites. Journal of Renewable Materials, 6(6): 662-670. https://doi.org/10.7569/JRM.2018.634107
[25] Lebaupin, Y., Chauvin, M., Hoang, T.Q.T., Touchard, F., Beigbeder, A. (2017). Influence of constituents and process parameters on mechanical properties of flax fibre-reinforced polyamide 11 composite. Journal of Thermoplastic Composite Materials, 30(11): 1503-1521. https://doi.org/10.1177/08927057166446
[26] Awad, S. (2022). Utilization of date palm tree fibres as biomass resources for developing sustainable composites for industrial applications. Brunel University London.
[27] Amirou, S., Zerizer, A., Haddadou, I., Merlin, A. (2013). Effects of corona discharge treatment on the mechanical properties of biocomposites from polylactic acid and Algerian date palm fibres. Scientific Research and Essays, 8(21): 946-952. https://doi.org/10.5897/SRE2013.5507
[28] Saleh, M.A., Al Haron, M.H., Saleh, A.A., Farag, M. (2017). Fatigue behavior and life prediction of biodegradable composites of starch reinforced with date palm fibers. International Journal of Fatigue, 103: 216-222. https://doi.org/10.1016/j.ijfatigue.2017.06.005
[29] Asim, M., Jawaid, M., Khan, A., Asiri, A.M., Malik, M.A. (2020). Effects of Date Palm fibres loading on mechanical, and thermal properties of Date Palm reinforced phenolic composites. Journal of Materials Research and Technology, 9(3): 3614-3621. https://doi.org/10.1016/j.jmrt.2020.01.099
[30] Mirmehdi, S.M., Zeinaly, F., Dabbagh, F. (2014). Date palm wood flour as filler of linear low-density polyethylene. Composites Part B: Engineering, 56: 137-141. https://doi.org/10.1016/j.compositesb.2013.08.008
[31] Julson, J.L., Subbarao, G., Stokke, D., Gieselman, H.H., Muthukumarappan, K. (2004). Mechanical properties of biorenewable fiber/plastic composites. Journal of Applied Polymer Science, 93(5): 2484-2493. https://doi.org/10.1002/app.20823
[32] Curvelo, A., De Carvalho, A., Agnelli, J. (2001). Thermoplastic starch–cellulosic fibers composites: preliminary results. Carbohydrate Polymers, 45(2): 183-188. https://doi.org/10.1016/S0144-8617(00)00314-3
[33] Bouafif, H., Koubaa, A., Perré, P., Cloutier, A. (2009). Effects of fiber characteristics on the physical and mechanical properties of wood plastic composites. Composites Part A: Applied Science and Manufacturing, 40(12): 1975-1981. https://doi.org/10.1016/j.compositesa.2009.06.003
[34] Khristova, P., Kordsachia, O., Khider, T. (2005). Alkaline pulping with additives of date palm rachis and leaves from Sudan. Bioresource Technology, 96(1): 79-85. https://doi.org/10.1016/j.biortech.2003.05.005
[35] Bellatrache, Y., Ziyani, L., Dony, A., Taki, M., Haddadi, S. (2020). Effects of the addition of date palm fibers on the physical, rheological and thermal properties of bitumen. Construction and Building Materials, 239: 117808. https://doi.org/10.1016/j.conbuildmat.2019.117808
[36] Alshammari, B.A., Saba, N., Alotaibi, M.D., Alotibi, M.F., Jawaid, M., Alothman, O.Y. (2019). Evaluation of mechanical, physical, and morphological properties of epoxy composites reinforced with different date palm fillers. Materials, 12(13): 2145. https://doi.org/10.3390/ma12132145
[37] Agoua, E., Allognon-Houessou, E., Adjovi, E., Togbedji, B. (2013). Thermal conductivity of composites made of wastes of wood and expanded polystyrene. Construction and Building Materials, 41: 557-562. https://doi.org/10.1016/j.conbuildmat.2012.12.016
[38] EN ISO 1183-1, Plastics - Methods for determining the density of non-cellular plastics - Part 1: Immersion method, liquid pyknometer method and titration method, 2012.
[39] NF EN ISO 14125, composites plastiques renforcés de fibres-Détermination des propriétés de flexion, 1998.
[40] ASTM D 570 - 98, Standard Test Method for Water Absorption of Plastics, 1998, pp. 1-4.
[41] Das, G., Biswas, S. (2016). Physical, mechanical and water absorption behaviour of coir fiber reinforced epoxy composites filled with Al2O3 particulates. IOP Conference Series: Materials Science and Engineering, 115: 012012. https://doi.org/10.1088/1757-899X/115/1/012012
[42] Egusa, S. (1990). Anisotropy of radiation-induced degradation in mechanical properties of fabric-reinforced polymer-matrix composites. Journal of Materials Science, 25(3): 1863-1871. https://doi.org/10.1007/BF01045398
[43] Rong, M.Z., Zhang, M.Q., Liu, Y., Yang, G.C., Zeng, H.M. (2001). The effect of fiber treatment on the mechanical properties of unidirectional sisal-reinforced epoxy composites. Composites Science and Technology, 61(10): 1437-1447. https://doi.org/10.1016/S0266-3538(01)00046-X
[44] Alamri, H., Low, I.M. (2012). Mechanical properties and water absorption behaviour of recycled cellulose fibre reinforced epoxy composites. Polymer Testing, 31(5): 620-628. https://doi.org/10.1016/j.polymertesting.2012.04.002
[45] Pickering, K.L., Abdalla, A., Ji, C., McDonald, A., Franich, R.A. (2003). The effect of silane coupling agents on radiata pine fibre for use in thermoplastic matrix composites. Composites Part A: Applied Science and Manufacturing, 34(10): 915-926. https://doi.org/10.1016/S1359-835X(03)00234-3
[46] Al-Kaabi, K., Al-Khanbashi, A., Hammami, A. (2005). Date palm fibers as polymeric matrix reinforcement: DPF/polyester composite properties. Polymer Composites, 26(5): 604-613. https://doi.org/10.1002/pc.20130
[47] Liu, L.F., Yu, J.Y., Cheng, L.D., Qu, W.W. (2009). Mechanical properties of poly (butylene succinate) (PBS) biocomposites reinforced with surface modified jute fibre. Composites Part A: Applied Science and Manufacturing, 40(5): 669-674. https://doi.org/10.1016/j.compositesa.2009.03.002
[48] Mohanty, A., Khan, M., Hinrichsen, G. (2000). Influence of chemical surface modification on the properties of biodegradable jute fabrics—polyester amide composites. Composites Part A: Applied Science and Manufacturing, 31(2): 143-150. https://doi.org/10.1016/S1359-835X(99)00057-3
[49] Saba, N., Paridah, M., Jawaid, M. (2015). Mechanical properties of kenaf fibre reinforced polymer composite: A review. Construction and Building Materials, 76: 87-96. https://doi.org/10.1016/j.conbuildmat.2014.11.043
[50] Gheith, M.H., Aziz, M.A., Ghori, W., Saba, N., Asim, M., Jawaid, M., Alothman, O.Y. (2019). Flexural, thermal and dynamic mechanical properties of date palm fibres reinforced epoxy composites. Journal of Materials Research and Technology, 8(1): 853-860. https://doi.org/10.1016/j.jmrt.2018.06.013
[51] Mohanty, S., Verma, S.K., Nayak, S.K. (2006). Dynamic mechanical and thermal properties of MAPE treated jute/HDPE composites. Composites science and technology, 66(3-4): 538-547. https://doi.org/10.1016/j.compscitech.2005.06.014
[52] Rana, A., Mandal, A., Bandyopadhyay, S. (2003). Short jute fiber reinforced polypropylene composites: effect of compatibiliser, impact modifier and fiber loading. Composites Science and Technology, 63(6): 801-806. https://doi.org/10.1016/S0266-3538(02)00267-1
[53] Devi, L.U., Bhagawan, S., Thomas, S. (1997). Mechanical properties of pineapple leaf fiber-reinforced polyester composites. Journal of Applied Polymer Science, 64(9): 1739-1748. https://doi.org/10.1002/(SICI)1097-4628(19970531)64:9<1739::AID-APP10>3.0.CO;2-T
[54] Hill, C.A.S., Abdul Khalil, H.P.S. (2000). Effect of fiber treatments on mechanical properties of coir or oil palm fiber reinforced polyester composites. Journal of Applied Polymer Science, 78(9): 1685-1697. https://doi.org/10.1002/1097-4628(20001128)78:9<1685::AID-APP150>3.0.CO;2-U
[55] Mishra, S., Mohanty, A., Drzal, L., Misra, M., Parija, S., Nayak, S., Tripathy, S. (2003). Studies on mechanical performance of biofibre/glass reinforced polyester hybrid composites. Composites Science and Technology, 63(10): 1377-1385. https://doi.org/10.1016/S0266-3538(03)00084-8
[56] Oksman, K., Wallström, L., Berglund, L. (2002). Morphology and mechanical properties of unidirectional sisal–epoxy composites. Journal of Applied Polymer Science, 84(13): 2358-2365. https://doi.org/10.1002/app.10475
[57] Muñoz, E., García-Manrique, J.A. (2015). Water absorption behaviour and its effect on the mechanical properties of flax fibre reinforced bioepoxy composites. International Journal of Polymer Science, 2015: 390275. https://doi.org/10.1155/2015/390275
[58] Ray, R., Das, S.N., Das, A. (2021). Mechanical, thermal, moisture absorption and biodegradation behaviour of date palm leaf reinforced PVA/starch hybrid composites. Materials Today: Proceedings, 41: 376-381. https://doi.org/10.1016/j.matpr.2020.09.564
[59] J.A., M.H., Majid, M.A., Afendi, M., Marzuki, H., Hilmi, E.A., Fahmi, I., Gibson, A. (2016). Effects of water absorption on Napier grass fibre/polyester composites. Composite Structures, 144: 138-146. https://doi.org/10.1016/j.compstruct.2016.02.067
[60] Prasanna Venkatesh, R., Ramanathan, K., Srinivasa Raman, V. (2016). Tensile, flexual, impact and water absorption properties of natural fibre reinforced polyester hybrid composites. Fibres and Textiles in Eastern Europe, 24(3): 90-94. https://doi.org/10.5604/12303666.1196617
[61] Almansour, F.A., Dhakal, H.N., Zhang, Z.Y. (2017). Effect of water absorption on Mode I interlaminar fracture toughness of flax/basalt reinforced vinyl ester hybrid composites. Composite Structures, 168: 813-825. https://doi.org/10.1016/j.compstruct.2017.02.081
[62] Benyettou, R., Amroune, S., Mohamed, S., Seki, Y., Dufresne, A. (2022). Experimental investigation of the absorption behavior of date palm fiber reinforced iso-polyester composites: artificial neuron network (ANN) modeling. Journal of Natural Fibers, 19(17): 15902-15918. https://doi.org/10.1080/15440478.2022.2136323
[63] Mahdi, E., Hernández, D., Eltai, E. (2015). Effect of water absorption on the mechanical properties of long date palm leaf fiber reinforced epoxy composites. Journal of Biobased Materials and Bioenergy, 9(2): 173-181. https://doi.org/10.1166/jbmb.2015.1508
[64] Mahdi, E., Ochoa, D.R.H., Vaziri, A., Dean, A., Kucukvar, M. (2021). Khalasa date palm leaf fiber as a potential reinforcement for polymeric composite materials. Composite Structures, 265: 113501. https://doi.org/10.1016/j.compstruct.2020.113501
[65] Dhakal, H., Zhang, Z.Y., Richardson, M. (2007). Effect of water absorption on the mechanical properties of hemp fibre reinforced unsaturated polyester composites. Composites Science and Technology, 67(7-8): 1674-1683. https://doi.org/10.1016/j.compscitech.2006.06.019
[66] Azwa, Z.N., Yousif, B.F., Manalo, A.C., Karunasena, W. (2013). A review on the degradability of polymeric composites based on natural fibres. Materials & Design, 47: 424-442. https://doi.org/10.1016/j.matdes.2012.11.025
[67] Hosseinkhani, H., Euring, M., Kharazipour, A. (2015). Utilization of date palm (Phoenix dactylifera L.) pruning residues as raw material for MDF manufacturing. Journal of Materials Science Research, 4(1): 46. https://doi.org/10.5539/jmsr.v4n1p46
[68] Ibrahim, H., Farag, M., Megahed, H., Mehanny, S. (2014). Characteristics of starch-based biodegradable composites reinforced with date palm and flax fibers. Carbohydrate Polymers, 101: 11-19. https://doi.org/10.1016/j.carbpol.2013.08.051
[69] Binhussain, M.A., El-Tonsy, M.M. (2013). Palm leave and plastic waste wood composite for out-door structures. Construction and Building Materials, 47: 1431-1435. https://doi.org/10.1016/j.conbuildmat.2013.06.031
[70] Xu, J.Y., Sugawara, R., Widyorini, R., Han, G.P., Kawai, S. (2004). Manufacture and properties of low-density binderless particleboard from kenaf core. Journal of Wood Science, 50: 62-67. https://doi.org/10.1007/s10086-003-0522-1
[71] Athijayamani, A., Thiruchitrambalam, M., Natarajan, U., Pazhanivel, B. (2009). Effect of moisture absorption on the mechanical properties of randomly oriented natural fibers/polyester hybrid composite. Materials Science and Engineering: A, 517(1-2): 344-353. https://doi.org/10.1016/j.msea.2009.04.027
[72] Khedari, J., Nankongnab, N., Hirunlabh, J., Teekasap, S. (2004). New low-cost insulation particleboards from mixture of durian peel and coconut coir. Building and Environment, 39(1): 59-65. https://doi.org/10.1016/j.buildenv.2003.08.001