M.S. Santhosh* | R. Sasikumar | Shaik Dawood Abdul Khadar | L. Natrayan
© 2021 IIETA. This article is published by IIETA and is licensed under the CC BY 4.0 license (http://creativecommons.org/licenses/by/4.0/).
OPEN ACCESS
The development of high strength, fire proof fiber-reinforced polymer matrix composites is significant for automobile industries over the past few decades. This research investigates Ammonium Polyphosphate (APP) influence on thermal and fire performance of the E-Glass/Phenolic hybrid composites fabricated via book press compression molding. Various composition of hybrid laminates with 2, 4, 6, 8, 10 weight percentages of APP fabricated along with neat laminates and its thermal, fire performances like limiting oxygen index (LOI), UL 94, Influence of accelerated heat aging on impact behavior of hybrid samples were studied and reported along with the morphology studies. Results showed that higher APP filled specimens possess better fire performance than neat samples. UL 94 vertical and horizontal burning tests reports that 8 and 10 wt. % APP filled specimens showed a lower flame spreading rate and meets V-0 criteria. Similarly, heat aging significantly limits the hybrid configurations energy absorption capacity depending on increasing temperature and time duration. The investigations concluded that the proposed E-Glass/Phenolic/Ammonium Polyphosphate hybrid composites were apt for developing sustainable E-Vehicle battery casings and fireproof automobile components.
E-Vehicle battery casing, Ammonium polyphosphate, Fire performance, E-Glass fiber, UL 94, Accelerated heat aging, Limiting oxygen index
Due to high strength to weight ratio, ease of fabrication, enhanced mechanical properties and flexibility, fiber- reinforced thermoset plastic composites quickly gained interest among marine, automobile and modern aviation industries. However, there is a significant threat to safety needs limiting FRP usage in some peculiar engineering applications like military and fire suppression components. Its low thermal stability and degradation of mechanical properties are exposed to fire environments [1, 2]. Phenolic matrix continuous glass fiber composites were widely used in industries and commercial applications due to their low cost and low-density nature. However, these composites withstand a maximum of 250-300oC of operating temperatures it causes a significant limitation of high flammability over hazardous conditions [3]. Flame retardancy plays a substantial role in the sustainability of automobile counterparts. Especially modern E-Vehicle battery has a higher probability of accidental fire threats. These issues can be overcome by including a different proportion of fire retardant additives into the matrix [4].
Previously various fillers like Aluminium Trihydrate (ATH), aluminium hypophosphites, Ammonium Polyphosphate (APP), Ammonium zeolite were attempted by the researchers to achieve optimum flame resistance and thermal properties [5-7]. Traditional halogen-based flame retardant additives produce highly toxic smoke and unfriendly to the environment. On the other hand, Intumescent flame retardants (IFR) are the most commercial flame retardants that possess better flame resistance to the advanced composites. Ammonium polyphosphate (APP) is one among them that forms continuous char on the matrix surface when it exposed to high-temperature environments for arresting the farther more probation of flame [8-10]. Fig 1 shows the chemical structure of the APP.
Figure 1. Chemical structure of APP
Numerous efforts were conducted to study the polymer matrix/FR additives reinforced composites flammability characteristics like burning rate [11], Relative flammability [12] and heat release rates [13, 14] reported the influence of FR additives on flammability characteristics. Katsoulis [15] investigated the effect of double-walled carbon, nanotubes, and nano clay silicate on the post-heat flexural performance of E-Glass/Epoxy-filled composites. Results reported the least change in the post-fire flexural properties due to the addition of nano-sized fillers.
Khalili et al. [16] developed natural fibre/Epoxy composites filled with APP and alumina trihydrate (ATH) using resin infusion molding and investigated its thermal and mechanical behaviors. They reported that APP filled composites possess better flammability resistance than ATH filled configuration. Andrea Toldy prepared carbon fibre/Epoxy matrix/APP composites using various manufacturing techniques like hand layup, vacuum infusion, hot compression, and liquid molding to study the effect of manufacturing technologies on flame retardancy properties. Results reported that the vacuum infusion process has better fire performance than all other methods [17]. Sheng Yang [18] said that exposing APP to the different temperatures (thermal aging) of 50, 75, 100oC for 1000 hrs. limits the degree of polymerization significantly. However, fire retardant additives enhance mechanical properties using FR up to 20% is economically preferable to attain optimum properties [19- 21].
Among several parts, the battery is the skeleton/heart of the E-vehicle. It requires to be protected against impact loads while it should withstand progressive and sudden thermal exposures. During the fire, thermally induced degradation on thermoplastic matrix and fibre material occurs, which creates severe implications in vehicle safety [22]. The present research focuses on the fabrication of advanced fireproof and mechanically stable composite for modern E-vehicle battery casings by adding APP as a filler material to derive optimistic thermal, mechanical behavior and flammability resistance. From the above prior arts, it was understood that limited researches were carried out on the suitability of E- Glass/Phenolic/APP composites on E-Vehicle battery casings, and no investigations were done on E- Glass/Phenolic/APP composition.
2.1 Materials
The commercial E-Glass fibre (core reinforcement – 440 GSM) bought from Hindustan composites, India. Phenolic matrix having 0.98 gm/cm3 density and viscosity of 10-20 (MPa s) at 25oC and fine grade ammonium polyphosphate ([NH4PO3]n, n > 1000) of 45 micron size (98.9% purity) was procured from AYPOLS Pvt. Ltd, India and CF composites- India, respectively. Table 1 and 2 depicts the properties of reinforcement, matrix, and filler materials respectively.
Table 1. Properties of E-Glass fiber and phenolic matrix
|
Property |
E-Glass |
Phenolic Matrix |
|
Density in g/cm3 |
1.95 |
0.9 |
|
Tensile Strength in Mpa |
3050-3600 |
18-34 |
|
Elastic Modulus in Gpa |
72-77 |
30-41 |
|
Elongation at Break in % |
4.7 |
1-2 |
|
Maximum Service Temperature in 0C |
320 |
280-350 |
Table 2. Properties of ammonium polyphosphate (APP)
|
Property |
APP |
|
Appearance |
White powder |
|
Molar mass (g/mol) |
65.8 |
|
Isoelectric point |
7.2 |
|
Melting point (oC) |
280 |
|
Poisson ratio |
0.310 |
|
Density(g/cc) |
2.80 |
2.2 Sample preparation
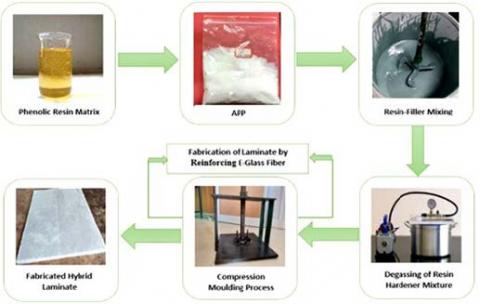
The hybrid composite laminates without APP and 2, 4, 6, 8, 10 weight percentages of APP were fabricated via book press compression molding process. The composition of hybrid laminates represented in table 3. Initially mould prepared by applying a required quantity of wax for easy removal of the outcome, the other hand phenolic matrix and hardener of 30:100 ratios along with 2 wt. % of APP were mixed thoroughly by using a blender (20 mins, 450 rpm, and 50oC) to prepare a homogeneous mixture of the resin-filler matrix. The mixture then degassed using a vacuum chamber under 0.25 bar pressure to remove air bubbles. E-Glass fibre was placed on the mould and resin matrix applied on the fibre material using a brush—the process on carried out until getting designated thickness of laminate (6 layers of E-Glass fibre). The laminate was compressed for uniform wettability at room temperature for 24 hours. Followed by room temperature curing, the laminates were placed in the hot air oven for 2 hrs at 50oC. The same procedure followed for fabricating 2, 4, 6, 8, 10 weight percentages of APP reinforcements. Figure 2 represents the step by step fabrication procedure.
Figure 2. Fabrication process of E-Glass/Phenolic resin/APP hybrid laminates
Weight fraction of the proposed configurations was calculated by using the following relationship.
$WW_{R R}=\frac{W W_{F F}}{6 0} \% \times x 40 \%$
where,
WR – Resin weight (Gram), WF – Fiber weight (Gram)
Finally, the specimens were cut into required ASTM standard samples using an abrasive jet machine (CNC operated) and surface smoothened by emery sheet as per the standard cutting guidelines [14]. Table 3 depicts the various formulations of filler, reinforcements and matrix materials and their respective abbreviations.
Table 3. Formulations of hybrid composite constituents HEPC: Hybrid E-Glass/Phenolic Composite; APP: Ammonium Polyphosphate
|
Sample ID |
Specimen name |
Thickness (mm) |
APP (wt %) |
|
EPC (Neat Sample) |
Neat E-Glass/Phenolic laminate |
3.1 |
0 |
|
HEPC1 |
E-Glass/Phenolic laminate, 2 wt. % APP |
3.1 |
2 |
|
HEPC2 |
E-Glass/Phenolic laminate, 4 wt. % APP |
3.3 |
4 |
|
HEPC3 |
E-Glass/Phenolic laminate, 6 wt. % APP |
3 |
6 |
|
HEPC4 |
E-Glass/Phenolic laminate, 8 wt. % APP |
3.2 |
8 |
|
HEPC5 |
E-Glass/Phenolic laminate, 10wt. % APP |
3.3 |
10 |
2.3 Experiments
2.3.1 Limiting oxygen index test (LOI)
Limiting the oxygen test provides the fire resistance and minimum oxygen required to support the burning of the sample. The test was conducted using LOI Analyzer and samples with 127 mm x 12.7 mm x 3±0.3 mm (DIN EN ISO 4589-2) used for the testing. Firstly the pieces were cured in the hot air oven at 20oC for a better matrix setting. Three samples in each configuration involved for testing oxygen required to sustain the burning of sample.
2.3.2 Accelerated heat aging process and low velocity impact test
During charging and discharging of battery due to the battery's chemical imbalances, the temperature may rise to a certain level (up to 250oC) simultaneously; the battery can undergo accidental impact load at any time [22]. This scenario was created artificially using an accelerated heat aging process, and the influence of heat aging on the impact behavior of hybrid composites was studied and reported. Samples were prepared as per ASTM D256 standard (Standard impact test specimen size). In the heat aging process, specimens were heated in the hot air oven (Model Genuine, India) up to 100oC, 150oC, 200oC for 1, 2, 4, 7, 10 hours, respectively [23]. After heating of specimens, it was allowed to cool at ambient temperature (25oC), and Izod impact test was done using AIT-300N impact tester with 1600 mm of pendulum swing 18.7 kg striking hammer weight. The variation of energy absorption capacity of various hybrid configurations for heat aging temperature and time was observed and reported for analysis. Figure 3 depicts the hot air oven setup containing test samples.
Figure 3. Hot air oven containing test samples (front view)
2.3.3 Vertical and horizontal fire test (UL 94)
Flame spreading rates and ignitability of the fabricated samples were determined by standard UL 94 horizontal and vertical flammability tests. For each configuration, three samples were prepared with the dimensions of 127 mm x mm x 3 ±0.3 mm for testing (UL 94 HB and UL 94 V). Results observed from the tests were graded based on the following table 4 and 5 [14].
Table 4. UL 94 Horizontal burning test criteria
|
Test criteria |
Burning rate in V |
HB Rating |
|
Specimen thickness less than 3 mm |
<40mm/min |
HB |
|
Specimen thickness greater than 3 mm up to 13 mm |
<75 mm/min |
HB |
|
Extinguished Flame |
= 0 mm/min |
HB |
Table 5. UL 94 Vertical testing burning criteria
|
Test criteria |
UL 94 V rating |
||
|
|
V-0 |
V-1 |
V-2 |
|
Burning time of specimens in Seconds |
<10 |
<30 |
<30 |
|
Burning and afterglow time in Seconds (Second flame application) |
<30 |
<60 |
<60 |
|
Full combustion of specimen |
No |
No |
Yes |
|
Dripping during specimen burning |
No |
No |
No |
2.3.4 SEM (Scanning Electron Microscope)
Morphology of the developed configurations given uniform filler dispersion and particle agglomeration range was investigated using a scanning electron microscope. FEI Quanta 400F Field Emission microscope was used for testing. Initially, specimens were gold-sputtered for 420V, the 40s, to obtain better image stability. Fractured samples morphology captured with different magnifications, and observed results reported for the discussion.
3.1 Limiting oxygen index test (LOI)
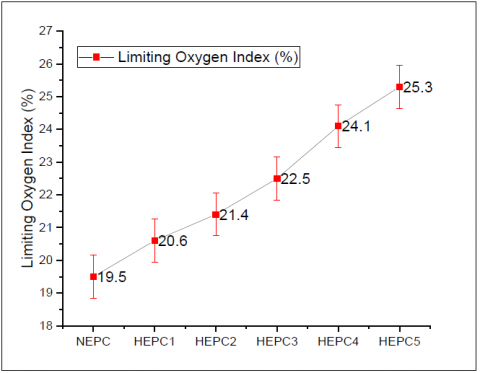
In LOI testing three specimens from each configuration was involved and its average relative LOI values are compared with the APP unfilled laminate (neat laminate) values. Results of various configurations are depicted in Figure 4 and table 6. LOI values of the neat samples were noted that 19.5 % at the same time LOI values of the 2 wt. %, 4 wt. %, 6 wt. %, 8 wt. %, 10 wt. % APP filled samples were 20.6 %, 21.4%, 22.5%, 24.1 %, 25.3 % respectively. The results showed that LOI values were gradually increasing with the increase in APP addition percentages. The inclusion of APP improved the overall fire performance of the prepared samples.
Figure 4. Limiting Oxygen Index values of hybrid configurations
Table 6. Limiting Oxygen Index values comparisons of hybrid samples
|
Materials |
LOI (%) |
Literature |
|
Neat E-Glass/Phenolic laminate |
19.5 |
Own Measure- ments |
|
E-Glass/Phenolic laminate, 2 wt. % APP |
20.6 |
|
|
E-Glass/Phenolic laminate, 4 wt. % APP |
21.4 |
|
|
E-Glass/Phenolic laminate, 6 wt. % APP |
22.5 |
|
|
E-Glass/Phenolic laminate, 8 wt. % APP |
24.1 |
|
|
E-Glass/Phenolic laminate, 10 wt. % APP |
25.3 |
|
|
Glass fabric/epoxy |
18 |
[25] |
|
Glass fabric/polybutylene terephthalate, 20% aluminum hypophosphite |
29 |
[26] |
|
Carbon fabric/epoxy |
25 |
[24] |
The neat laminate 10 wt. % APP filled hybrid laminate possess 29.7 % higher index values. Simultaneously, there is a very slight difference in the LOI value between 8 wt. % APP and 10 wt. % APP filled laminates. The results obtained from the LOI experiment was compared with some of the standard literature and reported in table 6. Marosi et al. [25] developed E-Glass/Epoxy matrix laminates and noted that the 18 % LOI value was 8.1 % lower than E-Glass/Phenolic composites (Neat laminate). Similarly, Kubota et al. [26] and Yang et al. [24] developed Glass fabric/polybutylene terephthalate, 20% aluminium hypophosphite and carbon/epoxy laminates reported the LOI values of 29 %, 25 %, respectively. These results were lower than the 10 wt. % App filled phenolic composites. Overall LOI values of the proposed samples were progressively increasing up to 10 wt.% APP inclusion and values obtained from the LOI experiments were slightly varying concerning the addition of APP percentages.
3.2 Low velocity impact behavior of heat aged samples
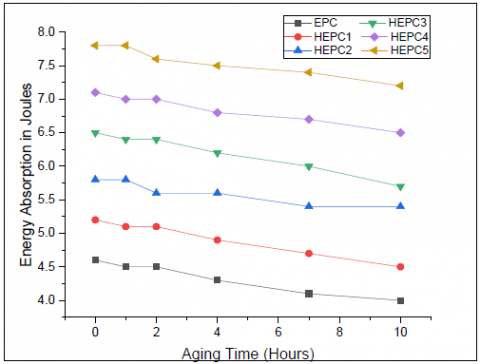
Effect of accelerated heat aging on the impact behaviour of developed configurations was observed at various temperatures like 150oC, 200oC, 250oC for the varying time duration of 1, 2, 4, 7, 10 hours. Initially, test samples were artificially heat aged in an oven and cured at room temperature. Izod low-velocity impact test was carried out for different heat aged configurations and their corresponding time, and obtained energy absorption results in joules reported in figure 5.
Figure 5. (a) Energy absorption capacity of hybrid laminates after heat aging at 150oC
Figure 5. (b) Energy absorption capacity of hybrid laminates after heat aging at 200oC
Figure 5. (c) Energy absorption capacity of hybrid laminates after heat aging at 250oC
Figure 5 (a), (b), (c) represents the energy absorption capacity of the samples after aging at 150oC, 200oC, 250oC respectively, concerning different time durations. The results clearly understood that the energy absorption capacity of all the different configurations gradually decreases with the heat aging time and temperature exposures. In the entire three varying temperatures, 8 hours and 10-hour heat exposed samples possess a higher impact on the energy absorption values. The energy absorption capacity of 10 hours/250oC/HEPC5 heat exposed samples degrades up to 24.32% than the neat sample. Simultaneously, 1 hour/250oC/HEPC5 heat exposed samples impact absorption capacity degrades 8.97 % than net samples. It was observed from the results is that heat aging dramatically affects the energy absorption behaviour of hybrid configurations. Similar research was done by Najafi et al. [23] on basalt fibre/phenolic matrix composites and investigated their tensile properties after heat aging. They also reported that the composites yield strength and modulus significantly reduces with the aging time and temperature.
3.3 UL 94 test
Hybrid E-Glass/Phenolic composites investigated using underwriter’s laboratories test: UL-94 HB based on horizontal burning rating depicted in table 4 the results were reported in table 7. However all samples stopped burning immediately (except APP unfilled samples) when the removal of flame source. A neat sample progressively burns when it exposed to the flame than all other samples. From the results it was observed that according to the criteria fixed in the table 4 all the 2, 4, 6, 8, 10 wt. % App filled samples passed horizontal burning test. All the proposed samples greatly resist horizontal flame except neat samples which possess higher flame spreading rates.
Table 7. UL 94 (HB) and UL 94 (VB) test results
|
Sample ID |
UL-94 HB Rating |
UL-94 V Rating |
|
|
|
Burning rate (mm/min) |
Rating |
Rating |
|
EPC (Neat Sample) |
25.2 |
HB |
NR |
|
HEPC1 |
22.5 |
HB |
NR |
|
HEPC2 |
21.7 |
HB |
NR |
NR: No Rating; HB: Horizontal Burning
Similarly, resistance of the samples towards ignition was measured under UL 94 vertical tests and results were reported in table 7. During the test flame spreading speed with respect to the burning time was measured and reported. It was observed from the results is that HEPC4 and HEPC5 shows V-0 (least flammable) rating and inclusion of APP drastically reduced the combustion of the proposed samples. Also there is no after glowing and full burning observed in any of the samples during the test.
3.4 Morphology analysis
Morphology characteristics of unfractured and impact test fractured surface samples were captured using field emission scanning electron microscope. Figure 6 (a) shows the APP unfilled smooth surface where small voids present. Figure 6 (b) represents the 10 wt. % APP filled sample. It was observed that there is an even distribution of particles in the matrix and variation of particle sizes.
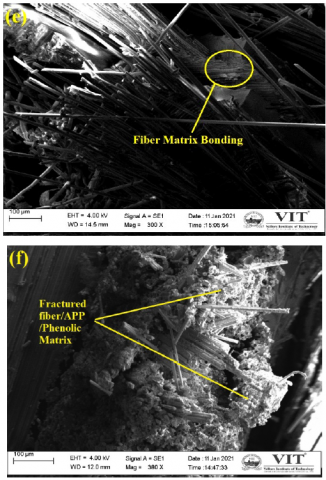
Figure 6. (a, b) Morphology of neat and 10 wt. % APP filled samples (c-f) Fractured surfaces of HEPC5
Followed by unfractured samples, heat aged fractured impact test samples was also analysed for its morphology. Figure 6 (c) represents the smooth surface of HEPC5 (10 % APP filled sample) where matrix and APP particles are clearly visible on the surface of fiber. Similarly figure (d) and (e) depicts the cross section of the fiber matrix bonding. It was observed that there is a good bonding between fiber and resin matrix which basically causes good mechanical properties. Figure (f) shows the fractured fiber along with the matrix and filler. These observations clearly indicate that the overall bonding characteristics and dispersion of fillers into the matrix was significantly better in the fabricated samples.
Fire performance and thermal stability of the E- Glass/Phenolic/APP hybrid composites was investigated to understand its suitability for developing E-Vehicle battery casings. Initially UL 94 and limiting oxygen index tests was carried out to study the fire behaviour of the 2 wt. %, 4 wt. %, 6 wt. %, 8 wt. %, and 10 wt. % APP filled configurations samples. Results observed from the investigations clearly portray that APP reinforcement and fire resistance of the composites was proportional to each other. Increase in APP content significantly enhances the fire resistance nature of the proposed samples. 10 wt. % APP filled samples proposes 25.3 % of LOI values which is approximately 20 % greater than neat samples. At the same time there is a slight deviation between consecutive increments in APP percentages. In UL 94 results HEPC4 and HEPC5 exhibits V-0 criteria (low flammability) and lowest flame spreading rates. However progressive increment of flame resistance between each filler ratios was observed. Accelerated heat aged low velocity impact tests was conducted to understand the influence of temperature effects on impact behaviour of hybrid composites. It was understood from the results is that depending on the temperature and incremental aging time, energy absorption capacity of the proposed samples were gradually decreases. Samples heat aged at 250oC and 10 hours shows more decline in energy absorption than 150oC and 1 hour heat aged samples. Findings of the research explore the opportunities of using the E-Glass/Phenolic/APP reinforced hybrid composites to various fire proof automobile applications and battery casings of modern E- Vehicles.
"This work is supported by The Institution of Engineers (India) – Kolkata, (Grant Id: UG2020032)".
[1] A, Kausar., I, Rafique., Z, Anwar., B, Muhammad. (2016). Recent developments in different types of flame retardants and effect on fire retardancy of epoxy composite. Polymer-Plastics Technology and Engineering. 55: 1512-1535.
[2] Jung, K-H., et al. (2017). Finite element analysis of a low-velocity impact test for glass fiber-reinforced polypropylene composites considering mixed-mode inter laminar fracture toughness. Composite Structures. 160: 446–56.
[3] Liu, L., Liu, Y., Han, Y., Liu, Y., Wang Q. (2015). Interfacial charring method to overcome the wicking action in glass fiber-reinforced polypropylene composite. Composites Science and Technology. 9
[4] Hongda Chen., Jihui Wang., Aiqing Ni., Anxin Ding., Ziheng Sun. (2018). Effect of novel intumescent flame retardant on mechanical and flame retardant properties of continuous glass fiber reinforced poly propylene composites. Composite Structures. 203: 894-902.
[5] Wei Yang., Yuan Hu., et al., (2011). Fire and mechanical performance of nano clay reinforced glass- fiber/PBT composites containing aluminum hypophosphite particles. Composites: Part A. 42: 794– 800.
[6] A, Horold., B, Schartel., V, Trappe., M, Korzen., J, Bunker. (2017). Fire stability of glass-fibre sandwich panels: The influence of core materials and flame retardants. Composite Structures. 160:1310-1318.
[7] Ayfer Donmez Cavdar., Sevda Boran., Murat Ertas., Fatih Mengeloglu. (2019). Ammonium zeolite and ammonium phosphate applied as fire retardants for microcrystalline cellulose filled thermoplastic composites. Fire Safety Journal. 107: 202-209.
[8] Feng C., Liang M., Jiang J., Huang J., Liu H. (2016). Synergistic effect of a novel triazine charring agent and ammonium polyphosphate on the flame retardant properties of halogen-free flame retardant polypropylene composites. Thermochimica Acta. 627– 629: 83–90.
[9] Xie H., Lai X., Li H., Zeng X. (2016). Synthesis of a novel macromolecular charring agent with free-radical quenching capability and its synergism in flame retardant polypropylene. Polymer Degradation and Stability. 130: 68–77.
[10] Liu Z., Dai M., Zhang Y., Gao X., Zhang Q. (2016). Preparation and performances of novel waterborne intumescent fire retardant coatings. Progress in Organic Coating. 95: 100–106.
[11] Boris A., Bulga kov et al., (2017). Flame-retardant carbon fiber reinforced phthalonitrile composite for high-temperature applications obtained by resin transfer molding. Mendeleev Communications. 27: 257–259.
[12] Wenwen Guo., Yuyu Zhao., Xin Wang., et al., (2020). Multifunctional epoxy composites with highly flame retardant and effective electromagnetic interference shielding performances. Composites Part B. 192:107990.
[13] B K, Kandola., S I, Mistik., W, Pornwannachai., S C, Anand. (2018). Natural fibre-reinforced thermoplastic composites from woven-nonwoven textile preforms: Mechanical and fire performance study. Composites Part B: Engineering. 153: 456-464.
[14] Erik Valentine Bachtiar., Katarzyna Kurkowiak., Libo Yan., Bohumil Kasal., Torsten Kolb. (2019). Thermal Stability, Fire Performance, and Mechanical Properties of Natural Fibre Fabric-Reinforced Polymer Composites with Different Fire Retardants. Polymers. 11: 699.
[15] Charalampos Katsoulis., Baljinder, K., Kandola., Peter Myler., Everson Kandare. (2012). Post-fire flexural performance of epoxy-Nano composite matrix glass fibre composites containing conventional flame retardants. Composites: Part A. 43: 1389–1399.
[16] P, Khalili., KY, Tshai., D, Hui., I, Kong. (2017). Synergistic of ammonium polyphosphate and alumina trihydrate as fire retardants for natural fiber reinforced epoxy composite. Composites Part B. 114: 101-110.
[17] Andrea Toldy., Akos Pomazi., Beata Szolnoki. (2020). The effect of manufacturing technologies on the flame retardancy of carbon fibre reinforced epoxy resin composites. Polymer Degradation and Stability. 174: 109094.
[18] Shou-sheng Yang., Zhen-bang Chen. (2018). The Study on Aging and Degradation Mechanism of Ammonium Polyphosphate in Artificial Accelerated Aging. Procedia Engineering. 211: 906-910.
[19] Arao, Y., et al., (2014). Improvement on fire retardancy of wood flour/polypropylene composites using various fire retardants. Polymer Degradation and Stability. 100: 79-85.
[20] X D, Liu., X Y, Gu., J, Sun., S, Zhang. (2017). Preparation and characterization of chitosan derivatives and their application as flame retardants in thermoplastic polyurethane. Carbohydrate Polymers. 167: 356-363.
[21] L, Mazzocchetti., T, Benelli., E, Maccaferria., S, Merighia., J, Belcari., A, Zucchelli., L, Giorgini. (2018). Poly-m-aramid electro spun nano fibrous mats as high-performance flame retardants for carbon fiber reinforced composites, Composites Part B: Engineering. 45: 252-260.
[22] Yu Miao., Patrick Hynan., Annette von Jouanne., et al., (2019). Current Li-Ion Battery Technologies in Electric Vehicles and Opportunities for Advancements. Energies. 12: 1074.
[23] M, Najafi., SMR, Khalili., R, Eslami Farsani. (2016). Accelerated Heat Aging Study of Phenolic/Basalt Fiber Reinforced Composites. Mechanics of Advanced Composite Structures. 3: 01-07.
[24] Yang, W., Hu, Y., Tai, Q., Lu, H., Song, L., Yuen, RKK. (2011). Fire and mechanical performance of nanoclay reinforced glass-fiber/PBT composites containing aluminum hypophosphite particles. Composites Part A. 42: 794–800.
[25] Marosi, G., Bocz, K., Szolnoki, B., Bodzay, K., Madi, K., Harakaly, G., Erdelyi, H., Zimony, E. (2012). Fire retardancy of bio fiber-, glass fiber- and self-reinforced polymer composites. Proceedings of the ECCM15-15th European Conference on Composite Materials.
[26] Kubota, S., Ito, O. (1994). Amino phosphazanes cured epoxy resins, In Adhesion Science and Technology. Proceedings of the International Adhesion Symposium. Gordon and Breach Science Publishers. 576–588