Jamal Nayief Sultan*![]() | Emad Toma Karash
| Emad Toma Karash![]() | Mohammad Takey Elias Kassim
| Mohammad Takey Elias Kassim![]() | Adel M. Ali | Hssein A. Ibrhim
| Adel M. Ali | Hssein A. Ibrhim
© 2023 IIETA. This article is published by IIETA and is licensed under the CC BY 4.0 license (http://creativecommons.org/licenses/by/4.0/).
OPEN ACCESS
The current study embarks on the exploration of the influence of varying heat treatments on the wear characteristics of medium carbon steel samples undergoing carburization. The investigation involved seven distinct cooling processes, utilizing a range of quenching media to cool the samples from elevated temperatures of 780℃ and 770℃. The carburized steel specimens were subjected to two tempering protocols at 230℃ and 250℃. A comparison was drawn against control samples that were neither heat-treated nor carbureted. The empirical findings suggest a significant reduction in key wear indices such as weight loss, cumulative volume lost, wear coefficients, and wear rates upon the repetition of heat treatment. The third heat treatment regimen demonstrated the poorest results in terms of the aforementioned wear indices, superseding the negative outcomes of the second heat treatment, which in turn exceeded the first. Distinctly, samples quenched with distilled water exhibited the most desirable characteristics, recording the minimal values for weight loss, cumulative volume lost, wear coefficients, and wear rates, when juxtaposed with other quenching media. Conversely, the highest values for these wear indices were observed in samples quenched with shampoo and, to some extent, motor oil.
wear, tempering, quenching, pre-carburized, heat treatment, steel
Friction fusion welding is a widely employed commercial technique, with its applications predominantly linked to the assessment of mechanical properties of various materials, such as 0.35 carbon steel, following diverse heat treatment processes including annealing, normalizing, and tempering [1]. The tensile strength, impact resistance, and hardness of these materials have been reported to vary substantially based on the heat treatment condition [1]. Investigations into the effects of conventional thermal treatments on the wear resistance of AISI H13 tool have been conducted. It was observed that samples in the dominant condition exhibited superior wear resistance, as evidenced by the debris consisting of metal granules with a panel-like appearance [2]. The impact of thermal treatments on the properties of FE-7C-2.3 CR-MO Steel, used in the fabrication of circulating mill blankets, has been elucidated [3]. Results indicated an increase in the effect stiffness when the cooling temperature was maintained below 940℃ [3]. Studies have also been carried out to understand the influence of post-heat treatment and relief on factors like hardness, coating formation, corrosion resistance, and microstructural attributes of solid travelers. In these investigations, samples treated with type 1 oil demonstrated superior corrosion resistance compared to the others [4]. Further research on the microstructures of low steel 65 million, subjected to periodic thermal treatment at temperatures ranging between 790 and 870℃, with cooling durations varying between 1-4 minutes and a specific hold time of 5 minutes, has been undertaken [5]. The relationships between corrosion, hardness, and average grain size revealed an interplay between the synthesis of improvement and hardness, influencing the corrosion resistance. The corrosion resistance of 65 million low steel was found to improve with increased hardness and grain size [5]. Steel (EN-353) is a readily available and inexpensive material, suitable for hard applications. Heat treatment of Steel (EN-353) has been reported to enhance its hardness, strength, and reduce internal stress, with the microstructure undergoing a transformation from Ferrite to Martensite [6]. The characteristics of polished steel, galvanized steel, and Q-345 have been examined using SEM and energy dispersion [7]. The weight loss of aluminum steel was found to be significantly less than that of galvanized steel, and increased progressively with loading power. For fatigue tests, the maximum values were 19.8% for Q-345 steel, 28.1% for galvanized steel, and 28.5% for aluminum. The study of corrosion mechanisms revealed an adhesive corrosion mechanism for Q-345, while aluminum steel exhibited abrasive wear [7]. The influence of thermal treatments (annealing, normalizing, hardening, and tempering) on the microstructural and selected mechanical properties of 37-2 steel has been explored [8]. Steel samples were heated in an electric oven at varying temperatures and hold times, before cooling in different media. The results showed that samples with fabric structures often displayed the lowest tension and hardness values, and the highest ductility and durability values [8]. Highly-processed chromone steel (FMU-11), often employed in cement factories, underwent examination for its microscopic properties, hardness, and corrosion resistance. A range of heat treatment procedures were applied to three distinct sample groups for the purpose of assessing mechanical properties. The first group was subjected to dilution twice, the second group was reformed, and the third group underwent heat treatment. The results demonstrated that the samples subjected to refrigeration treatment and dual dilution possessed superior hardness and wear resistance [9]. Steel (EN-8), a renowned grade used extensively in the production of axles, cranks, screws, gears, and studs, has been subjected to various heat treatment methods, including annealing, normalizing, and dilution. This medium carbon steel grade was also subjected to tempering following each heat treatment to evaluate the effects on hardness and microstructure. It was found that Steel (EN-8), when diluted post-normalization, exhibited optimal hardness values, microscopic inclusions, and grain structure [10]. The current study aims to explore the influence of heat treatment procedures, specifically carburizing and quenching techniques, on the conventional behavior of AISI 8620 carbon steel. It was found that surface treatments, yielding high hardness and relatively high RA levels, collectively enhanced the resistance of AISI steel to abrasive wear [11]. Furthermore, the effect of heat treatment on the abrasive wear behavior of high chrome steel (NF253AHT) under dry sliding conditions was investigated. Samples were subjected to an abrasive erosion test using a pin-on-disk wear test. It was observed that the hardened sample exhibited increased wear resistance, while the solid sample was less effective [12]. The impact of heat treatment on corrosion resistance and fracture patterns in dual-phase materials, composed of a wear-resistant component and a ductile part made of white cast iron and low carbon steel respectively, has been examined. A predominant structure of M7C3 carbide was formed in chromium-containing alloys, which enhanced the corrosion resistance and fracture toughness. However, the fracture toughness in heat-treated alloys was found to be less than that of as-cast alloys, attributed to a matrix containing a large amount of Martensite, effectively limiting the spread of fractures [13]. Lastly, studies were conducted on the microstructural properties of medium carbon steel derived from an annealed or quenched process, with respect to corrosion resistance. It was discovered that the samples demonstrated similar hardness due to superior fracture toughness as compared to quenched and tempered steel. The annealed samples exhibited moderate hardness, while the quenched samples showed staining [14]. The application of thermal treatment to medium carbon steel samples (DP), designed to probe mechanical properties and corrosion resistance, resulted in a discernible increase in hardness, tensile stress, and wear resistance [15]. In a comparative study, the corrosion resistance of carbon-free bainite was examined against undesired martensite. Beyond a threshold of 400 cycles, the corrosion rate of carbon-free bainite exceeded that of martensite, transforming the surface-retained austenite in carbon-free bainitic steel to martensite. Conversely, the corrosion surface of carbon-free steel predominantly featured grooves, indicative of abrasive wear as the primary degradation process [16]. The recent surge in interest towards the incorporation of nanoparticles into steel microstructures aims to engineer new steel grades with enhanced mechanical properties. It has been noted that the attributes of these materials are influenced by factors such as lattice misfit, particle size, thermal expansion coefficient, density, and phase stability [17]. The prevailing challenge lies in the development of these alloys utilizing standard and advanced manufacturing processes. In a study investigating wear behavior, the AISI H13 tool steel was utilized to fabricate a pin subjected to two loads of 29.4 and 98N at a speed of 0.07 m/s. Employing SEM and X-ray techniques, the wear mechanisms, wear tracks, and debris were analyzed. Samples subjected to annealing at 600℃ for durations between 30-60 minutes demonstrated enhanced corrosion resistance and oxidative wear behavior [18]. The interplay between wear and friction in various steel materials under diverse loads and sliding speeds was also examined. It was observed that the friction coefficient generally increased during the initial stages of rubbing, subsequently reaching a steady state for the remainder of the experiment. An increase in normal load corresponded to an increase in the friction coefficient for all materials investigated [19]. Numerous studies have focused on the impact of multiple heat treatments on the corrosion properties of medium carbon steel samples, other metal alloys, and aluminum alloys [20-32].
This research endeavors to scrutinize the influence of various heat treatment processes on the wear resistance of carburized medium carbon steel. Carburized steel samples will be subjected to quenching at a temperature of 770℃ employing a range of quenching media. Following this, the samples will be tempered at a temperature of 230℃. Subsequently, the samples will be quenched in distilled water at 770℃. A distinct batch of samples will be exposed to an additional tempering process at 250℃.
2.1 Materials
According to the German Standard (DIN), the metal employed in this study was medium carbon steel, which is used in industry for a variety of reasons. The chemical composition of medium carbon steels was investigated using a spectrometer during the chemical analysis procedure. Table 1 shows the actual chemical composition of the metal used in the article along with the typical standard chemical composition.
2.2 Manufacture of wear test samples
The received steel bars were machined to a diameter of (11 mm), then surface ground with grinding equipment to achieve a final diameter of (10 mm) and a length of (25 mm). Steel sample surfaces subjected to wear were fine ground using silicon carbide abrasive papers with grades of (600, 800, 1000, 1200, 1500, 2000, 2500, 3000) grit / cm2, and polished with diamond paste with a grain size of (4/8) micron and a red polishing cloth for ultimate smoothness and polishing.
2.3 Carburization
Cylindrical carbon steel wear test samples were carburized by pack carburizing procedures in a powder combination of (75%) charcoal and (25%) barium carbonate (BaCo3) at (950℃) for a four-hour soaking time. After carburization process, the wear testing samples were sorted into three groups A, B, and C for the purpose of heat treatment process.
Table 1. The results of a chemical investigation of the metal composition
|
Wt., % |
C |
Si |
Mn |
P |
S |
Mo |
Cu |
Fe |
|
Stand. Value [29] |
0.42–0.5 |
0.15-0.35 |
0.5-0.8 |
≤0.035 |
≤0.035 |
≤0.04 |
≤0.02 |
Rem |
|
Actual value |
0.482 |
0.221 |
0.562 |
0.011 |
0.033 |
0.0788 |
0.0154 |
98.596 |
2.4 Heat treatments
The carburized steel specimens were subjected to heat treatment methods and were separated into three groups A, B, and C as follows:
2.5 Classification of wear test samples
Table 2 shows how the wear test samples were divided into three groups based on the method of heat treatment.
Table 2. Classification of medium carbon steel wear test samples
|
No. |
Type of Heat Treatment |
Group symbol (A) |
Group Symbol (B) |
Group Symbol (C) |
|||||||||
|
Load (N) |
250 |
500 |
250 |
500 |
250 |
500 |
250 |
500 |
250 |
500 |
250 |
500 |
|
|
Speed (rpm) |
100 |
200 |
100 |
200 |
100 |
200 |
100 |
200 |
100 |
200 |
100 |
200 |
|
|
1 |
As Received (AS) |
AS11 |
AS12 |
AS13 |
AS14 |
|
|
||||||
|
2 |
Carburization and Quenching in Shampoo (S) |
S11 |
S12 |
S13 |
S14 |
S21 |
S22 |
S23 |
S24 |
S31 |
S32 |
S33 |
S34 |
|
3 |
Carburization and Quenching in Water & Sugar (W + S) |
W11 |
W12 |
W13 |
W14 |
W21 |
W22 |
W23 |
W24 |
W31 |
W32 |
W33 |
W34 |
|
4 |
Carburization and Quenching in Milk (M) |
M11 |
M12 |
M13 |
M14 |
M21 |
M22 |
M23 |
M24 |
M31 |
M32 |
M33 |
M34 |
|
5 |
Carburization and Quenching in Food oil (F) |
F11 |
F12 |
F13 |
F14 |
F21 |
F22 |
F23 |
F24 |
F31 |
F32 |
F33 |
F34 |
|
6 |
Carburization and Quenching in Motor oil (O) |
O11 |
O12 |
O13 |
O14 |
O21 |
O22 |
O23 |
O24 |
O31 |
O32 |
O33 |
O34 |
|
7 |
Carburization and Quenching in Cooling liquid (C) |
C11 |
C12 |
C13 |
C14 |
C21 |
C22 |
C23 |
C24 |
C31 |
C32 |
C33 |
C34 |
|
8 |
Carburization and Quenching in Distilled water (D) |
D11 |
D12 |
D13 |
D14 |
D21 |
D22 |
D23 |
D14 |
D31 |
D32 |
D33 |
D34 |
3.1 Wear resistance
The results of the wear tests were assessed using the Archad's or Rabinowicz's equations [30], which determine the wear rate and wear coefficient by relating the cumulative lost volume per sliding distance with the wear resistance through the following linear equation:
$\boldsymbol{V}=\boldsymbol{k} \cdot \boldsymbol{F} \cdot \boldsymbol{S} \therefore \boldsymbol{k}=\frac{\boldsymbol{V}}{\boldsymbol{F} . \boldsymbol{S}}$ (1)
where:
V: cumulative lost volume of the lower hardness body, (mm3)
k: wear coefficient, $\left(\frac{m m^3}{m \cdot N}\right)$
F: normal load, (N)
S: sliding run distance, (m)
The wear rate and wear coefficient, which use a linear equation to connect the total volume lost when sliding to the wear resistance.
$Q=\frac{V}{S}=\frac{K F}{H}$ (2)
where,
Q: wear rate, $\left(\frac{m m^3}{m }\right)$
H: hardness (HRC)
From Eq. (2), wear coefficient is given by,
$K=\frac{Q H}{F}$ (3)
General wear coefficient is defined as (1/K).
From Eq. (3), hardness (HRC) is given by,
$\therefore \quad H=\frac{K \cdot F}{Q}$ (4)
3.2 Microstructure
The Leica (DM – 2500 - M) microscope was used to examine the produced structures both before and after heat treatment. Figure 1 depicts the microstructure of the first group samples (group A), in which carburized steel samples were quenched from (770℃) using various quenching liquids (Milk, Shampoo, Water & Sugar, Cooling liquid, Food oil, Motor oil, and Distilled water) before being tempered at (230℃) temperature.
1. Group (A): (Carbonation – Quenching, Tempering)
Figure 1. The microstructure of group a steel samples (Carbonation – Quenching, Tempering)
Figure 2 depicts the microstructure of the second group samples (group B), in which carburized steel samples were quenched at (770°C) using various quenching liquids (Water & Sugar, Shampoo, Milk, Food oil, Motor oil, Cooling liquid, Distilled water), then tempered at (230°C) temperature, followed by a second quenching process at (770°C) using distilled water as a quenching liquid.
2. Group (B): (Carbonation – Quenching, Tempering- Quenching)
Figure 2. The microstructure of group (B) steel samples (Carbonation – Quenching, Tempering- Quenching)
3. Group (C): (Carbonation – Quenching, Tempering - Quenching, Tempering)
Figure 3. The microstructure of group (C) steel samples (Carbonation – Quenching, Tempering - Quenching, Tempering)
Figure 3 depicts the microstructure of the third group samples (group C), in which the carburized steel samples were quenched with various quenching liquids (Shampoo, Water & Sugar, Milk, Food oil, Motor oil, Cooling liquid, Distilled water) and then tempered at (230℃) temperature before being quenched again with distilled water. They were subsequently subjected to a second tempering procedure at (250℃).
3.3 Lost weight
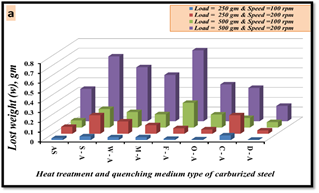
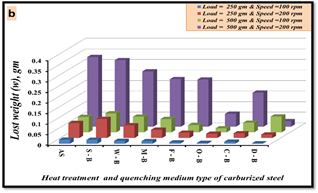
The variance in weight loss for samples of carburized group A steel with various cooling media is seen in Figure 4(a). All group A steel samples underwent thermal heat treatment first, which included carburization at (930℃), quenching from (870℃), and tempering at (230℃) for (20 minutes) soaking time while being subjected to typically applied loads and rotating at a speed of (100 and 200 rpm).
Figure 4. Relationship between lost weight and quenching medium types for carburized steel samples
Carburized steel samples quenched with distilled water as a cooling medium under (250 gram) normal load and (100 rpm) rotational speed resulted in a least amount of sample lost weight which was (0.0031 gram). While employing motor oil as a cooling medium under (500 gram) typical load and (200 rpm) rotational speed resulted in more weight loss (0.724 gram). Figure 4(b) depicts the relationship between the lost weight of carburized group B steel samples with different types of cooling medium after the second thermal heat treatment process (i.e., carburization at 930℃ temperature, then quenching from (870℃) by different quenching mediums, followed by tempering at (230℃), under the influence of normal applied loads (250 and 500 gram) and at a rotational speed of (100 and 200 rpm) of the rotating disc. The least amount of lost weight while using distilled water as a cooling medium under (250 gram) normal load and at (100 rpm) rotating speed was (0.0013 gram). When utilizing shampoo as a quenching medium, the largest amount of weight lost was determined to be (0.018 gram) under (500 gram) normal load and (200 rpm) rotating velocity. Figure 4(c) shows the relationship between the lost weights of carburized group C steel samples with different types of cooling medium after the third heat treatments. (i.e., Carburization at (930℃) temperature, followed by quenching from (870℃) and then tempering at (230℃ for 20 minutes) soaking time, followed by quenching in distilled water from (770℃) and then tempering at (250℃). The figure shows that the lost weight of the carburized steel samples varies with the kind of cooling medium employed to quench the samples. The smallest amount of lost weight discovered was (0.001 gram) when distilled water was used as a cooling medium under (250 gram) normal load and (100 rpm) rotating speed. The highest amount of weight lost when using shampoo as a quenching medium was (0.21 gram) under (500 gram) normal loads and (200 rpm) rotational speed. Figure 4(d) was plotted to show the lost weight of the carburized steel samples for the first, second, and third thermal heat treatments in order to compare the lost weight for the carburized steel samples owing to wear process after the first, second, and third thermal heat treatments. Figure 4(d) demonstrates that when the thermal heat treatments on the carburized steel samples were repeated, the weight loss values of the steel samples reduced. Figure 4(d) shows how the lost weight of carbon steel samples decreases when heat treatments are repeated. When compared to samples from group (a) that were subjected to the first heat treatment process and samples from group (b) that were subjected to the second heat treatment as well as received samples, the third heat treatment of group (C) samples resulted in lower values of lost weight for all quenching media used.
In all cases, the amount of weight lost increased as the force applied to the carburized steel samples and the rotational speed of the rotating counter-face disc material increased.
3.4 Cumulative lost volume
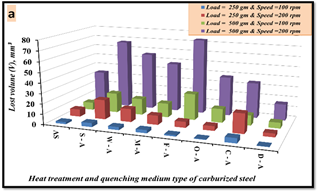
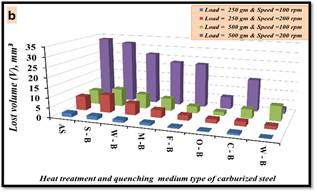
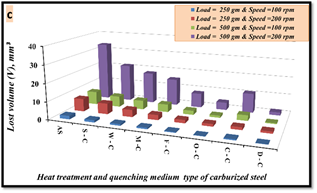
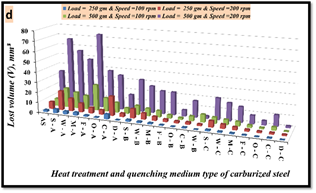
Figure 5(a) shows the relationship between the cumulative loss volume of carburized group (A) steel samples and the cooling medium types following the first thermal heat treatment procedure. (i.e., Carburization at (930℃)) followed by quenching from (870℃) and then tempering at (230℃) for twenty minutes soaking time), Under (250 and 500 rpm) applied normal loads and at a rotating disc rotational speed of (100 rpm). The distilled water-cooling medium gives the least amount of lost volume under (250 gram) average load and (100 rpm) rotation speed (0.315 mm3). While utilizing food oil as a cooling medium under typical load (500 rpm) and rotational speed (200 rpm) resulted in the greatest amount of lost volume (73.495 mm3). Figure 5(b) depicts the relationship between the cumulative lost volume of carburized group (B) steel samples and the cooling medium types used after the second thermal heat treatment process (i.e., carburization at (930℃) temperature, then quenching from 870℃ by different quenching mediums, then tempering at (230℃ for 20 min) soaking time followed by distilled water quenching from (770℃), under the influence of (250 and 500 rpm) normal applied loads and at a rotating disc rotational speed of (100 and 200 rpm). A distilled water quenching process for carburized steel samples under (250 gram) normal load and a rotational speed of (100 rpm) resulted in a minimum lost volume of (0.132 mm3), while shampoo was used as a cooling medium at a standard load of (500 gram) and a rotational speed of (200 rpm), resulting in a height amount of lost volume of (31.976 mm3). Figure 5(c) shows the cumulative lost volume for group C samples that were heat treated at the third thermal heat treatment processes. The figure shows that the cumulative loss volume for the carburized steel samples after a thermal heat treatment is dependent on the type of cooling medium used. The value of lost volume when using distilled water as a cooling medium under (250 gram) normal load and (100 rpm) rotating speed has been calculated. The figure also demonstrates that the smallest amount of cumulative lost volume recorded with a typical load of 250 gram and rotating speed of (100 rpm) was (0.102 mm3) when using distilled water-cooling medium. whereas the height amount of cumulative lost volume found in the case of using shampoo as a cooling medium is (21.318 mm3) under (500 gram) normal load and (200 rpm) sliding speed. Figure 5(d) plots the cumulative lost volume of carburized steel samples owing to wear process after the first, second, and third thermal heat treatments. In all situations, the cumulative loss volume quantities rose as the load applied to the steel samples grew and the rotational speed of the spinning counter face disc material increased.
Figure 5. Relationship between lost volume and heat treatment medium type for carburized steel samples
3.5 Wear coefficient
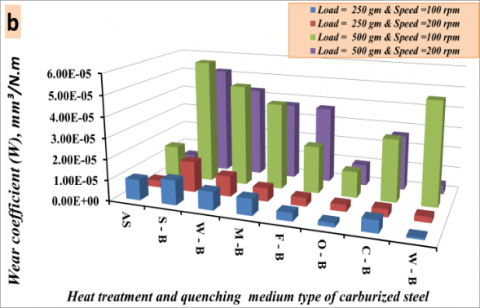
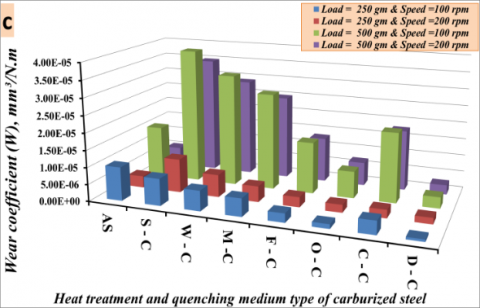
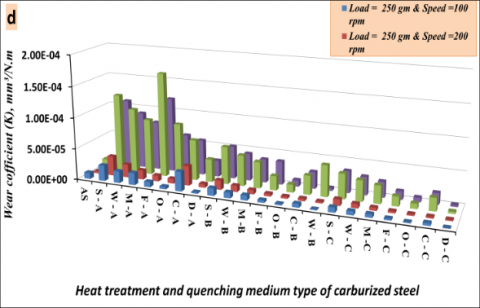
The wear coefficient of carburized group (A) steel samples and the cooling medium types following the first thermal heat treatment procedure. (i.e., carburization at (930℃)) followed by quenching from (870℃) and then tempering at (230℃) for twenty minutes soaking time) is depicted in Figure 6(a), i.e., under the influence of normal applied loads (250 and 500 gram) and at a rotating disc rotational speed of (100 and 200 rpm). The least amount of wear coefficient found when using distilled water as a cooling medium under (250 gram) normal load and (100 rpm) rotational speed is (0.0000021 mm3/ N.m). Figure 6(a) shows that the greatest amount of wear coefficient found is (0.0001671 mm3/N. m) when using food oil, a cooling medium under (500 rpm) normal load and (100 rpm) rotational speed. Figure 6(b) shows the connection between the wear coefficient of carburized group (B) samples under the effect of normal applied loads and rotational speed of the revolving disc. The samples were subjected to a second thermal heat treatment operation i. e (carburization at 930℃) followed by quenching from (870℃ with a separate quenching medium, tempering at (230℃), and second quenching with distilled water from (770℃) temperature. The maximum amount of wear coefficient found in the case of using shampoo as cooling medium is (0.0000597 mm3/N. m) under (500 gram) normal load and (100 rpm) rotational speed. While the minimum amount of wear coefficient found under (250 gram) normal load and (100 rpm) rotational speed is (0.0000009 mm3/N. m) The variance in wear coefficients of the carburized group (C) samples after the third heat treatment (i.e., carburization at (930℃) temperature, then quenching from (780℃) by different quenching mediums, followed by tempering at 230℃. All previously, quenched steel samples were then quenched again with distilled water quenching medium from 770℃ temperature. They were then tempered again at a temperature of (250℃) is seen in Figure 6(c). Wear coefficients of carburized steel samples presented in Figure 6(c) appear to vary with the quenching medium. The least wear coefficient value under (250 gram) normal load and (100 rpm) rotating speed was determined to be (0.0000007 mm3/N.m) when carburized samples were quenched by distilled water. The maximum wear coefficient value discovered when shampoo was used as cooling medium under (500 gram) normal load and (100 rpm) rotational speed is (0.0000579 mm3/N.m). The wear coefficient values of carburized steel samples after the first (group A), second (group B), and third (group C) thermal heat treatment operations are depicted in Figure 6(d). The figure clearly shows that the wear coefficient values dropped when the heat treatment procedure was repeated, with the most noticeable decline occurring when utilizing distilled water as a quenching medium, whereas shampoo coolants provided the greatest wear coefficient quantities.
Figure 6. Relationship between wear coefficient and heat treatment medium type for carburized steel samples
In all situations, the wear coefficient amounts rose as the force applied to the steel samples grew and the rotational speed of the revolving counter face disc material increased.
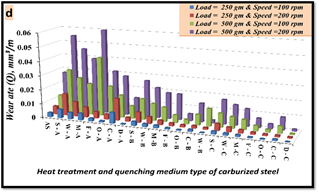
3.6 Wear rate
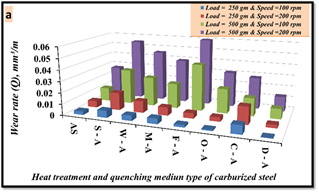
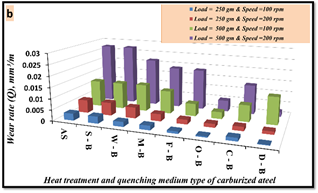
Figure 7(a) shows the wear rate data for the carburized group (c) samples that were first thermally heat treated (i.e., carburization at (930℃), followed by quenching from (870℃) using various quenching medium, and tempering at (230℃). When testing under (250 gram) normal load and (100 rpm) sliding speed, the smallest wear rate amount observed was (0.00051 mm3/m) when distilled water was utilized as a cooling medium. While the carburized steel samples quenched in cooking oil and slid under (500 gram) normal load and (200 rpm) sliding velocity yielded the highest wear rate of (0.06 mm3/m). The wear rates of the other steel samples cooled by the other quenching media (i.e., Shampoo, milk, motor oil, sugar with water, Cooling liquid) vary between those values. Figure 7(b) displays the wear rate results for samples after the second heat treatment procedures (carburization at (930℃) temperature, followed by quenching from (780℃) by varied quenching media, tempering at 230℃, followed by second quenching by distilled water from (770℃) temperature). When distilled water was employed as a cooling medium, the lowest wear rate amount observed under (250 gram) normal load and (100 rpm) sliding speed was (0.000022 mm3/m). When the sliding speed was increased to (200 rpm) and the applied normal load was increased to (500 gram), the carburized steel samples quenched by shampoo provided the maximum wear rate of (0.02735 mm3/m).
The wear rates figure for the other quenching mediums employed for quenching steel samples were intermediate.
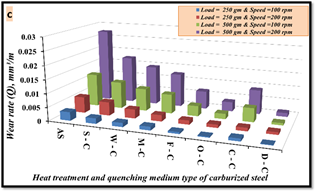
Figure 7(c) shows the link between the wear rate of carburized group C steel samples with different types of cooling medium following the third heat treatments (carburization at 930℃, then quenching from (780℃) and then tempering at (230℃). All steel samples were quenched once again with distilled water at (770℃).
They were then tempered again at a temperature of (250℃) under the action of imposed normal loads (250 and 500 gram) on the test samples and at rotating disc speeds (100 and 200 rpm). The wear rates of carburized steel samples decreased in all cases and under all applied loads and sliding speeds with the use of cooling media (water with sugar, shampoo, milk, food oil, motor oil, and distilled water).
Carburized samples tested under (500 gram) normal load and (200 rpm) sliding speed and quenched with cooling liquid showed a slight increase in wear rates. Using distilled water as a quenching medium result in a significant decrease in the wear rate values under all normal loads and sliding speeds, particularly under (500 gram) normal load and (200 rpm) sliding velocity which results in a wear rate of (0.00017 mm3/m). Quenching with shampoo solution resulted in greater wear rate readings.
Figure 7(d) was plotted to represent the wear rates of the carburized steel samples for the first thermal heat treatments, second thermal heat treatments, and third thermal heat treatments.
The findings presented in Figure 7(d) clearly show a decrease in wear rates values when the thermal heat treatments on samples were repeated. The wear rate amounts for carburized steel samples rose as the force applied to the samples grew and the rotational speed of the revolving counter face disc material increased.
In general, the decrease in (lost weight, cumulative lost volume, wear coefficients, and wear rates) with repeated heat treatment processes was due to an increase in the mechanical characteristics of carburized steel samples quenched, particularly with distilled water, which results in an increase in hardness, ultimate tensile strength, and yield strength of the carburized steel specimens, as well as the microstructure transformation to fine grain martensite after heat treatment.
Figure 7. Relation between wear rate and heat treatment medium type for carburized steel samples
Group (A): (carburization-quenching-tempering)
The results obtained during the first heat treatment procedure (i.e., carburization - quenching-tempering), in which the carburized steel samples were carburized at (930℃) temperature, quenched from (780℃) temperature using different quenching mediums, and then tempered at 230℃ temperature, are as follows:
Group (B): (Carbonation – Quenching-Tempering- Quenching)
The following conclusions were reached during the second heat treatment process (i.e., carburization; quenching; tempering; quenching), in which the first quenching was performed by different quenching mediums used in quenching carburized steel samples from (770℃) temperature, and the second quenching on carburized steel samples was performed by distilled water from (770℃) temperature.
Group (C): (Carbonation - Quenching-Tempering - Quenching-Tempering)
The following findings were obtained during the third heat treatment operation (carburization-quenching-tempering-quenching-tempering), in which different quenching media were used to quench the carburized steel samples from (770℃) temperature.
The following are a few of the most significant ramifications and areas that require further study:
The impact of multiple heat treatments on the steel's microstructure, wear resistance, and corrosion during welding, to determine how much these qualities have improved after the repeated heat treatments.
We would like to express our gratitude and appreciation to the staff members of the metallurgical laboratory within the Department of Mechanical Technologies, one of the divisions of the Mosul Technical Institute - Northern Technical University, for their cooperation in carrying out the various experiments necessary to the success of this article.
[1] Obiukwu, O., Udeani, H., Ubani, P. (2016). The effect of heat treatment on the mechanical properties of SAE 1035 steel. International Journal of Engineering and Technologies, 8: 32-43. https://doi.org/10.56431/p-t11557
[2] Bahrami, A., Mousavi Anijdan, S.H., Golozar, M.A., Shamanian, M., Varahram, N. (2005). Effects of conventional heat treatment on wear resistance of AISI H13 tool steel. Wear, 258(5): 846-851. https://doi.org/10.1016/j.wear.2004.09.008
[3] Mohammadnezhad, M., Javaheri, V. (2012). The effects of heat treatment on the mechanical properties of wear resistant Cr-Mo steel. Paper presented at the International Conference on Materials Heat Treatment (ICMH 2012), Islamic Azad University, Majlesi Branch, Isfahan, Iran.
[4] Shetty, A.D., Shivamurthy, B., Thimmappa, B.H.S., Parmar, Y. (2021). Heat treatment and quenching effects on wear of electroless nickel-phosphorous plating. Cogent Engineering, 8(1): 1959009. https://doi.org/10.1080/23311916.2021.1959009
[5] Tong, Y., Zhang, Y.Q., Zhao, J., Quan, G.Z., Xiong, W. (2021). Wear-resistance improvement of 65Mn low-alloy steel through adjusting grain refinement by cyclic heat treatment. Materials, 14(24): 7636. https://doi.org/10.3390/ma14247636
[6] Darvishi, A., Daneshmayeh, A., Salehi, A., Ahmadi, M., Soleyman, A. (2021). Effect of heat treatment on hardness and wear resistance of high carbon-high chromium steel (FMU-11). Metallurgical and Materials Engineering, 27(4): 1-16. https://doi.org/10.30544/596
[7] Wang, X., Huang, Y., Han, J., Xue, S., Yang, Z. (2016). Effect of heat treatment process on wear resistance of aluminized steel. 2016 International Conference on Smart City and Systems Engineering, Hunan, China, pp. 107-110. https://doi.org/10.1109/ICSCSE.2016.0039
[8] Fadare, D.A., Fadara, T.G., Akanbi, O.Y. (2011). Effect of heat treatment on mechanical properties and microstructure of NST 37-2 steel. Journal of Minerals & Materials Characterization & Engineering, 10(3): 299-308. https://doi.org/10.4236/jmmce.2011.103020
[9] Darvishi, A., Daneshmayeh, A., Salehi, A., Ahmadi, M., Soleymani, A. (2021). Effect of heat treatment on hardness and wear resistance of high carbon-high chromium steel (FMU-11). Metallurgical and Materials Engineering, 27(4): 541-556. https://doi.org/10.30544/596
[10] Biswas, P., Kundu, A., Mondal, D., Bardhan, P.K. (2018). Effect of heat treatment on microstructure behavior and hardness of EN 8 steel. IOP Conference Series: Materials Science and Engineering, 377(1): 012065. https://doi.org/10.1088/1757-899X/377/1/012065
[11] Roy, S., Sundararajan, S. (2016). The effect of heat treatment routes on the retained austenite and tribomechanical properties of carburized AISI 8620 steel. Surface and Coatings Technology, 308: 236-243. https://doi.org/10.1016/j.surfcoat.2016.06.095
[12] Agunsoye, J.O., Ayeni, A.A. (2012). Effect of heat treatment on the abrasive wear behavior of high chromium iron under dry sliding condition. Tribology in Industry, 34(2): 82-91.
[13] Kim, C.K., Lee, S., Jung, J.Y. (2006). Effects of heat treatment on wear resistance and fracture toughness of duo-cast materials composed of high-chromium white cast iron and low-chromium steel. Metallurgical and Materials Transactions A, 37(3): 633-643. https://doi.org/10.1007/s11661-006-0035-9
[14] Han, X., Zhang, Z., Barber, G.C., Thrush, S.J., Li, X. (2021). Wear resistance of medium carbon steel with different microstructures. Materials, 14(8): 2015. https://doi.org/10.3390/ma14082015
[15] Ajiboye, T., Abdulsalam, A.O. (2019). Mechanical characteristics of heat-treated medium carbon steel quenched using blending different types of vegetable oils. International Journal of Engineering Materials and Manufacture, 4(4): 146-153. https://doi.org/10.26776/ijemm.04.04.2019.02
[16] Liu, W., Jiang, Y., Liu, H., Zhao, A. (2019). A study of wear resistance of carbon-free bainite and martensite in medium carbon steel. Ironmaking & Steelmaking Processes, 47(7): 1-7. https://doi.org/10.1080/03019233.2019.1666526
[17] Mattar, T., El-Fawakhry, M.K., El-Mahallawi, I. (2018). Investigating wear resistance of low carbon steels reinforced by submicron sized particles. Proceedings of the 18th Int. AMME Conference, Cairo, Egypt, pp. 86-96. https://doi.org/10.21608/amme.2018.34957
[18] Bahrami, A., Mousavi Anijdan, S.H., Golozar, M.A., Shamanian, M., Varahram, N. (2005). Effects of conventional heat treatment on wear resistance of AISI H13 tool steel. Wear, 258: 846-851. https://doi.org/10.1016/j.wear.2004.09.008
[19] Nuruzzaman, D.M. (2013). Friction coefficient and wear rate of different materials sliding against stainless steel. International Journal of Surface Engineering and Interdisciplinary Materials Science, 1(1): 33-45. https://doi.org/10.4018/ijseims.2013010103
[20] Cui, X.H., Wang, S.Q., Wei, M.X., Yang, Z.R. (2011). Wear characteristics and mechanisms of H13 steel with various tempered structures. Journal of Materials Engineering and Performance, 20(6): 1055-1062. https://doi.org/10.1007/s11665-010-9723-0
[21] Sultan, J.N., Karash, E.T., Abdulrazzaq, T.K., Kassim, M.T.E. (2022). The effect of multi-walled carbon nanotubes additives on the tribological properties of austempered AISI 4340 steel. Journal Europeen des Systemes Automatises, 55(3): 387-396. https://doi.org/10.18280/jesa.550311
[22] Ali, H.M., Karash, E.T., Elias, M.T. (2022). Study the machining accuracy in hole reaming of medium carbon steel using ultrasonic vibration method. Journal Europeen des Systemes Automatises, 55(4): 527-533. https://doi.org/10.18280/jesa.550412
[23] Liang, L., Lixin, Y., Guanghui, L., Yi, C., Xiangtao, D., Zhaodong, W. (2021). Effect of heat treatment on microstructure and mechanical properties of low-alloy wear-resistant steel NM450. Materials Research Express, 8(4): 1-12. https://doi.org/10.1088/2053-1591/abd72f
[24] Koneshlou, M., Meshinchi Asl, K., Khomamizadeh, F. (2011). Effect of cryogenic treatment on microstructure, mechanical and wear behaviors of AISI H13 hot work tool steel. Cryogenics, 51(1): 55-61. https://doi.org/10.1016/j.cryogenics.2010.11.001
[25] Abdullah, O.F., Hussein, O.A., Karash, E.T. (2020). The laser surface treatment effective on structural properties for invar alloy (Fe-Ni) type prepared by powder technology. Key Engineering Materials, 844: 97-103. https://doi.org/10.4028/www.scientific.net/KEM.844.97
[26] Sultan, J.N., Najem, M.K., Karash, E.T. (2021). Effect of heat-treatment temperature on the corrosion behaviour of cold worked 6111 aluminium alloy. Journal of the Korean Society of Precision Engineering, 38(6): 385-395. https://doi.org/10.7736/JKSPE.020.114
[27] Pogrebnjak, A.D., Mahmud, A.M., Karasha, I.T., Kirik, G.V., Tkachenko, R.Y., Shypylenko, A.P. (2011). Structure and physical-mechanical properties of nc-TiN coatings obtained by vacuum-arc deposition and deposition with HF discharge. Journal Nano-Electron, 3(4): 73-80. http://essuir.sumdu.edu.ua/handle/123456789/35999.
[28] Slewa, M.Y., Zaker, T.A., Bader, B.A., Karash, E.T. (2020). Mechanical and thermal properties of dental resin nanocomposite material polymerized by. EAI International Conference on Development and Smart Planning. https://doi.org/10.4108/eai.28-6-2020.2298096
[29] Abdullah, G.G.O.F., Karash, E.T. (2018). Effect of the heat treatment on properties of the alloy (Ni-Cu-V) nanoparticles prepared by powders technology. High Technology Letters, 27(7): 95-102. https://doi.org/10.37896/HTL27.7/3909
[30] Hailesilassie, W.T., Ayenew, T., Tekleab, S. (2021). Analysing trends and spatio-temporal variability of precipitation in the Main Central Rift Valley Lakes Basin, Ethiopia. Environmental and Earth Sciences Research Journal, 8(1): 37-47. https://doi.org/10.18280/eesrj.080104
[31] Sultan, J.N., Karash, E.T., Kassim, M.T.E., Ali, A.M., Ibrhim, H.A., Abdullah, G.G.O.F. (2022). The effect of carburization and repeated heat treatment with different solutions on the fatigue resistance of medium carbon steel. International Journal of Heat and Technology, 40(6): 1478-1484. https://doi.org/10.18280/ijht.400616
[32] Li, B., Li, C., Wang, Y., Jin, X. (2018). Effect of cryogenic treatment on microstructure and wear resistance of carburized 20CrNi2MoV steel. Metals, 8(10): 808. https://doi.org/10.3390/met8100808