Syamsidar Haji Syarifuddin![]() | Asriani Hayatun
| Asriani Hayatun![]() | Ahyar Ahmad*
| Ahyar Ahmad*![]() | Paulina Taba
| Paulina Taba![]() | Siti Fauziah
| Siti Fauziah![]() | Dewi Sondari
| Dewi Sondari![]() | Harningsih Karim
| Harningsih Karim![]() | Rizal Irfandi
| Rizal Irfandi![]()
© 2023 IIETA. This article is published by IIETA and is licensed under the CC BY 4.0 license (http://creativecommons.org/licenses/by/4.0/).
OPEN ACCESS
Cellulose citrate was synthesized from rice huck cellulose. The extraction process used were maceration, delignification, hydrolysis, and bleaching. Cellulose citrate was synthesized through an esterification reaction between cellulose and citric acid and characterized using FTIR. FTIR results showed that there were two main peaks found in the modification of cellulose citrate, the hydroxyl group (-OH) at 3442.94 cm-1 and ester group (C=O) at 1741.72 cm-1. Cellulose citrate was reacted with chitosan and sorbitol plasticizer to produce bioplastics. The resulting product was characterized using Fourier Transform Infra Red (FTIR), X-Ray Diffraction (XRD), and Universal Testing Machine (UTM). The mechanical properties of bioplastics were tested using the ASTM D638 method. The optimum bioplastic at the 0.3 M of citric acid concentration, and 10.76 MPa tensile strength and 4.08% of elongation. The bioplastics can be degraded within 21 days and mass of loss of 10.04%, a degradation rate of 0.0010 g/day and 192 days complete degradation time.
bioplastic, cellulose citrate, chitosan, degradation, rice huck, plasticizer
The development of a sustainable product using natural resources will gain much attention nowadays [1]. The research development to reduce the accumulation of plastic waste is increasing, one of which is to synthesize bioplastics. Bioplastics are plastics from natural materials that can be decomposed using microorganisms, and more environmentally friendly compared to commercial plastics [2]. Various studies exploring the potential of bioplastic raw materials from starch [3], pectin [4], and cellulose [5] Cellulose is the first option because it has thermoplastic properties that are easily formed or printed into packaging films, and have more waterproof properties than starch. Cellulose can also be obtained from waste such as rice husks [6].
Filling compositions through addition solvent technique leading to increase the host's physical properties [7]. Bioplastics made from cellulose produce low mechanical properties of bioplastics at 1.9 MPa [8], 2.74 MPa [9] and 5.41 MPa [10]. To improve the mechanical properties of bioplastics, cellulose can be modified through the reaction of esterification with acetic acid to produce cellulose acetate [11]. The principle of cellulose esterification is the substitution of carboxylic groups into cellulose molecules, so that cellulose esterification can not only be done with acetic acid but can also be done with a citric acid-based on its structure, having more carboxylic groups producing cellulose citrate [12]. This research aimed to synthesize cellulose citrate-based bioplastics with the addition of chitosan and plasticizer sorbitol as supporting materials, to improve the mechanical and functional properties of bioplastics. chitosan besides functioning as a plasticizer, it can be used as a coagulant in the wastewater purification process [13].
2.1 Materials
The materials used in this study were rice husks obtained from Gowa Indonesia, chitosan, sorbitol, methanol, NaOH 5% and Na2CO3, H2SO4 10%, NaOCl 2%, NaOH 0.1 M, HCl 0.025 M, phenolphthalein indicator, C6H8O7.H2O, and CH3COOH 1%.
2.2 Methods
2.2.1 Preparing chitosan
Shrimp shells that have been mashed demineralization process by adding 2 N hydrochloric acid solution (1: 10), stirred over hot plate at about 75℃ for 1 hour. Then filtered, the residue was washed with water and distilled water until neutral, and to remove the protein then added solution base (NaOH) 3 N in raw material ratio (1: 10) and heated at 75℃ for 1 hour. And the filtering then residu (khitin) was taken, chitin is washed with distilled water until neutral. To produce chitosan, then deacetylation process by adding 50% NaOH solution as much as 5 times. Stirred using a magnetic stirrer, heated to 120℃ for 4 hours, after that it was filtered, washed with distilled water until neutral pH, and dried in the oven for 6 hours at 50℃ [13].
2.2.2. Synthesis of cellulose citrate
Cellulose was extracted from rice husks through several stages including maceration with methanol, delignification with 5% (w / v) NaOH and Na2CO3, hydrolysis using 10% H2SO4 and bleaching using 2% NaOCl [14]. Cellulose extraction results were uniform in size using ultrasonic for 150 minutes. Ultrasonic cellulose was added to the citric acid solution with a concentration variation of 0.3; 0.6; 0.9; 1.2 and 1.5 M and stirred for 30 minutes. The mixture was placed on each porcelain cup and dried in an oven at 50℃ for 12 hours, then the temperature was raised to 120℃ for 12 hours. The resulting mixture was washed with warm distilled water and dried in an oven at 50℃ for 6 hours to produce cellulose citrate [15]. This study also calculated levels of cellulose citrate produced and the degree of substitution. The degree of substitution was calculated using the following Eq. (1) [11]:
$D S=\frac{162 \times n \mathrm{COOH}}{m-100 \times n \mathrm{COOH}}$ (1)
$n C O O H=\frac{(\mathrm{VNaOH} \times \mathrm{CNaOH})-(\mathrm{VHCl} \times \mathrm{CHCl})}{2}$ (2)
DS=degree of substitution
m=mass of cellulose citrate (g)
VNaOH=volume of NaOH (L)
CNaOH=concentration of NaOH (M)
VHCl=volume of HCl (L)
CHCl=concentration of HCl (M)
2.2.3 Characteristics of cellulose citrate
The resulting cellulose citrate observed physical properties in the form of color and functional properties were characterized using Fourier Transform Infra Red (FTIR).
2.2.4 Synthesis of cellulose citrate bioplastic
Various cellulose citrate concentrations (0.3; 0.6; 0.9; 1.2 and 1.5 M) was added to the chitosan solution (1.2 g in 50 mL CH3COOH 1%) in each beaker and stirred until homogeneous. The mixture then added 1 mL of sorbitol and stirred [9]. The mixture was printed on a glass plate and dried in an oven at 60℃ for 6-7 hours [16]. The bioplastics obtained were tested for tensile strength using the American Standard and Testing Material (ASTM) D638 method.
2.2.5 Characteristics of cellulose citrate bioplastics
Characterization of the functional properties of bioplastics was performed by functional group analysis using Fourier Transform Infra Red (FTIR), crystallinity using X-Ray Diffraction (XRD) and biodegradation test using bioplastics buried in soil media (ASTM D5988-12), and mass loss, rate of degradability and perfect degradation time were calculated using Eqns. (3), (4) and (5).
Mass loss (%) $=\frac{Bioplastic\, mass\, before \,degradation\_Bioplastic \,mass\, after\, degradation}{{Bioplastic \,mass \,before \,degradation}} \,\,\quad\quad\times 100$ (3)
$Degrability\, rate$=$\frac{W_{0-} W_1}{{Test\, time}}$ (4)
$\begin{aligned} & { Perfect \,\,degradation \,time } =\frac{100 \%}{\% { mass \,\,loss }} \times { test \,\,time }\end{aligned}$ (5)
3.1 Synthesis of cellulose citrate
Cellulose citrate was synthesized from rice huck cellulose. The form of cellulose citrate is yellowish-white powder, which can be seen in Figure 1. The addition of citric acid caused an esterification reaction, where the C-3 cellulose atom which is a nucleophile type, will attack the carbonyl group of anhydrous citric acid which is electrophilic and forms cellulose citrate (CCi). Esterification and alkylation reactions can occur in all hydroxyl groups of cellulose because it is located in the equatorial position [11].
Figure 1. Morphology of cellulose citrate powder
The cellulose and the cellulose citrate were characterized using FTIR to determine the peaks of groups synthesis result (Figure 2). The peaks showing the -OH and -CH groups appeared in both spectra but have shifted. The -OH group in the area of 3350.35 cm-1 (cellulose) and 3442.94 cm-1 (CCi), while the -CH group appeared in the area of 2899.01 cm-1 (cellulose) and 2920.23 cm-1 (CCi). The shift that occurs was due to chemical modification [17]. The peak which shows the -OH group on cellulose and cellulose citrate looks different, where in the cellulose looks wider than CCi, this was because some of the -OH cellulose groups have reacted with citric acid [11]. A significant difference in the two spectrums was the appearance of a peak at the wave number 1741.72 cm-1 which is the C=O ester group [18, 19].
Figure 2. Citric acid cycle
Table 1. Effect of citric acid concentration on CCi and DS levels
|
Concentration of citric acid (M) |
CCi content (%) |
Degree Substitution (DS) |
|
0.3 |
97 |
0.7933 |
|
0.6 |
95 |
0.7365 |
|
0.9 |
92 |
0.6857 |
|
1.2 |
92 |
0.6119 |
|
1.5 |
87 |
0.6094 |
Variations of citric acid concentration were also applied in this study to determine the amount of CCi produced, and the amount of citric acid distributed into cellulose, which can be seen in the Degree substitution (DS) values in Table 1. The higher the concentration of citric acid, the lower the levels of cellulose citrate and DS produced, because 0.3 M citric acid is sufficient to bind to the amount of available cellulose.
The production of citric acid involves using microorganisms that can ferment and produce citric acid. There are two methods for this process, the surface fermentation process and the submerged fermentation process. These typically do not secrete large amounts of citric acid as a primary product. One such microorganism that is commonly utilized in commercial citric acid production is the fungus A. niger [20].
Citric acid is a biosynthesized product that is distinct, with a pH of 2.0, and can be identified through chemical tests with calcium chloride and pyridine, resulting in a white precipitate and a red brown color, respectively. The infrared spectra (1172,72) and positive results of these test are similar to those of a comparator which is citric acid.
Additionally, citric acid is not eliminated by benzene but can be used as acetylating agent in bioplastic manufacturing through the modification of cellulose with organic acids including citric acid, which has a hydroxyl group and produce more cellulose citrate. Citric acid also has anionic surfactant effects and was used in this study for esterification with organic acids. The presence of four hydroxy groups of citric acid is expected to maximize the mechanical strength of the resulting bioplastics (Figure 3).
Figure 3. FTIR spectra of cellulose (a), cellulose citrate (b) and bioplastic CCi
3.2 Bioplastic’s functional group analysis
The effect of citric acid concentration on bioplastic synthesis of cellulose citrate was characterized using FTIR (Figure 3). A wavenumber shift occurred compared to the raw material used (Figure 3b). The movement of wave numbers causing chemical interactions between hydrogen bond, and the constituent polymers are chitosan and sorbitol [9].
The peaks that appeared in the bioplastic spectrum experience a shift wavenumber in the O-H group. They have shifted to 3415.93 cm-1, as well as the C-H vibration peak in the area of 2933.73 cm-1. The C-O group in glycosidic bonds of cellulose still appears in the bioplastic spectrum in 1080.14 cm-1 reagent. A significant difference between raw materials and bioplastics was that new peaks emerge from the chitosan molecule. In the bioplastic spectrum, the N-H stretching group of the primary amine group in chitosan should occur at the peak in the region 3500-3100 cm-1, however, in this study, it was presumed to overlap with the O-H group supported by the emergence of the N-H bonding peak in 1560.41 cm-1 region and C-N peaks in 1340.53 cm-1 regions [20-22].
During condensation polymerization, water is given off, and tributyl citrate releases hydrogen ions to form citrate anhydrate and connect to the hydroxyl group of cellulose.
3.3 Mechanical properties of bioplastic CCi
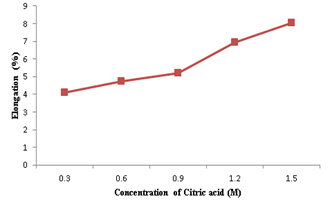
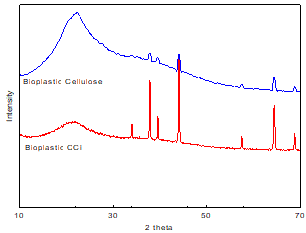
The mechanical properties of bioplastics include tensile and elongation strength were assessed using the method, ASTM D638 which can be seen in Figure 3. The highest tensile strength was obtained at 20 ml citric acid 0.3 M and 10.76 MPa with 4.08% of elongation. Bioplastic tensile strength decreased as citric acid concentrations increased, this is because citric acid concentrations of >10% (w/w) can act as plasticizers, thus causing a decrease in tensile strength and increased bioplastic elongation [23]. Bioplastic CCi produced has a higher tensile strength compared to cellulose bioplastics. This proves that chemical modification can improve the mechanical properties of bioplastics. Although the tensile strength of cellulose citrate bioplastics is still relatively low, it meets the standard of polyhydroxyalkanoates (PHA) bioplastics, that is 0.12 MPa, and Standard Nasional Indonesia (SNI) which is 2.47-302 MPa [24]. High tensile strength indicates a high density of bioplastics. This can be seen in the comparison of cellulose bioplastic diffractogram and bioplastic CCi in Figure 5.
Bioplastic cellulose diffractogram shows three peaks with high intensity at 2θ 22.0600°, 20.6200°, and 23.6400°. The peak is assumed to originate from cellulose and chitosan which have a linear polymer structure that causes the formation of crystalline phases [25]. On the CCi bioplastic diffractogram, there was an increase in the intensity of 2θ 44.0668°, 37.8289°, and 64.4427°, showing the interaction of hydrogen cellulose bonds with other polymers [22]. Increasing the intensity will decrease the distance between the crystal lattice (d), this can be seen in Table 2.
(a) Tensile strength
(b) Elongatio
Figure 4. Tensile strength (a) and elongation (b) of bioplastic CCi
Table 2. Crystal lattice spacing (d) the highest peak diffractogram of cellulose and CCi Bioplastic
|
Bioplastic |
2θ (°) |
d (nm) |
|
Cellulose |
20.6200 22.0600 23.6400 |
0.4026 0.4304 0.3760 |
|
CCi |
44.0668 37.8289 64.4427 |
0.2053 0.2376 0.1444 |
Figure 5. Diffractogram of bioplastic cellulose and CCi
3.4 Bioplastic degradation analysis
Bioplastic degradation is one of the parameters to determine whether the bioplastics produced are biodegradable or not. Biodegradable is a condition where a material can be decomposed by microorganisms in certain circumstances and times. In this study, the percent loss of mass, degradation rate, and time of complete degradation of bioplastics can be seen in Table 3.
Table 3. Observation result of bioplastic degradation
|
Bioplastic |
Mass loss (%) |
Degradability rate (g/day) |
Perfect degradation time (day) |
|
cellulose |
18.86 |
0.0016 |
111 |
|
CCi |
10.95 |
0.0010 |
192 |
Bioplastic cellulose has a greater percentage of weight loss than bioplastic CCi, this is because CCi bioplastics have higher tensile strength compared to cellulose bioplastics. The tensile strength of bioplastics decreases with increasing citric acid concentration. High tensile strength also indicates a high density so that microorganisms require a long time to decompose bioplastics completely [11]. Weighing the bioplastic mass was carried out until the second week and observations were stopped in the third week, because bioplastics have been destroyed and most of it have been mixed with the soil, making it difficult to observe. Observation of bioplastic morphology was carried out directly. The result can be seen in Table 4.
Other factors that cause the difference in weight loss of bioplastic is water absorption. The higher the water absorption of bioplastic, the faster it degrades. Based on this, it can be concluded that bioplastic degradation does not cause changes in functional groups but causes a shift in the wavenumber. This is proven by FTIR spectrum in Figure 6.
The degradation of bioplastic was studied through visual observation and microscopy. Additionally, the bioplastics before and after degradation were also analyzed using FTIR. The degradation occurs as the polymer is reduced to fragments and finally into its individual monomers. Lower molecular weight molecules are converted into carbon dioxide and water [26]. This leads to the conclusion that while the degradation of bioplastics does not change the functional groups, it causes a shift in wavenumber, as demonstrated by the FTIR spectrum in Figure 7.
Peaks indicating –OH groups in cellulose and CCi looks different, where in cellulose looks wider than with SSi this is due to several –OH groups of cellulose have reacted with citric acid. The difference that significant in both spectra, namely the appearance of a sharp peak at wave number 1741.72 cm-1 which is a C=O (ester group).
Table 4. Bioplastic morphology of cellulose and CCi before and after degradation
|
Bioplastic |
0 week |
I week |
II weeks |
III weeks |
|
Cellulose |
||||
|
CCi |
Table 5. Effects of Citrate Acid Concentration on Hydrophobicity of Cellulose Citrate (CCi) Bioplastic
|
Citrate acid Concentration (M) |
Hydrophobicity (%) |
|
0.3 0.6 0.9 1.2 1.5 |
44.85 44.37 46.28 45.93 56.62 |
Figure 6. FTIR spectrum of cellulose citrate bioplastic on 0- 21 days of burial
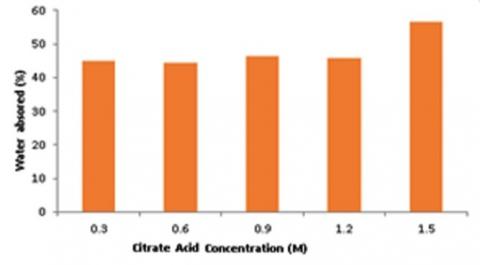
Figure 7. Water absorption percentage of CCi bioplastic
One of the parameters that determine the quality of bioplastics is stability to water. Water absorption ability of CCi bioplastic on each variation of citrate acid concentration can be seen in Table 5 and Figure 7.
The percentage of water absorption of SSi bioplastics are (44-56)% by addition (0.3-1.5)M cellulose citrate. The addition of citric acid can increase the hydrophobicity value of bioplastics. The percentage of water absorption can be influenced by several factors i.e., the presence of – OH groups in the bioplastic film allows for binds to water molecules so that it can increase the percentage water absorption. Bioplastic has a low water absorption, so that the mass of bioplastic lost was lower, this situation is because CCi bioplastic has a higher density so that the less possibility of water to be distributed into the film and have an impact on increasing the tensile strength of bioplastics.
3.5 Application of bioplastics as packaging
The bioplastics produced were applied as fruit packaging. Four citrus fruits wrapped with the CCi bioplastics and synthetic plastics (clink wrap). Packaged citrus fruits were stored in the refrigerator and each fruit was observed on day 0 to day 10 (observed every 2 days). Observations made in the form of hardness, and changes in color and weight loss. Physical changes of citrus fruit before and after 10 days can be seen in Table 6.
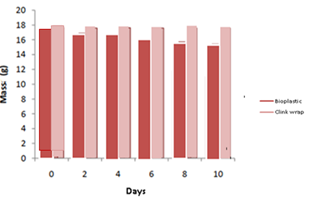
Fruit packaging is a common use for plastic, often in the form of plastic cling wrap, to keep the fruit fresh for longer. Synthetic bioplastics applied as packaging for citrus fruits and stored at 5℃. Changes in the mass of the fruits were monitored as shown in Figure 8 and Table 7.
Figure 8. Effect of storage time on orange fruit mass changes
Table 6. Physical changes of citrus fruit before and after 10 days
|
Bioplastic |
0 day 10 days |
|
CCi
Clink Wrap |
Table 7. The weight loss of citrus in bioplastic before and after 10 days
|
Packer |
Fruit weight (g) |
|||||
|
0 day |
2 days |
4 days |
6 days |
8 days |
10 days |
|
|
CCi |
17.13 |
16.89 |
16.44 |
16.01 |
15.69 |
15.41 |
|
Clink Wrap |
17.66 |
17.59 |
17.61 |
17.58 |
17.59 |
17.59 |
The decrease in the mass of citrus fruits occurred in plastic clink wrap as well as the bioplastics. In this study, the decrease in the mass of citrus fruit was probably because a decrease in permeability surface water vapor. This situation can limit the transfer of water and low respiration rate, due to molecular film coating reduces availability of O2 and CO2 on the surface, thereby reducing metabolism of citrus fruits [27, 28]. The decrease in citrus fruit mass occurred in CCi bioplastic was 10.04% and 13.37% in clink wrap.
The fruit that was wrapped in CCi bioplastic on the 10 days has been experienced a significant change that is not visible black spots appear on the orange peel. CCi bioplastic and clink wrap has not shown any fungal growth. Based on the results from these observations it can be concluded that the bioplastics produced can be used as fruit packaging.
The form of cellulose citrate is yellowish-white powder. FTIR Spectrum cellulose citric showed two main peaks, namely the hydroxyl group (OH) at 3442.94 cm-1 and C=O ester group at 1741.72 cm-1. The best bioplastics were obtained at a concentration of 0.3 M citric acid with a tensile strength of 10.76 MPa and elongation of 4.08%. The resulting bioplastics can be degraded within 21 days with a percentage of mass loss of 10.04%, a degradation rate of 0.0010 g/day, and complete degradation time of 192 days. Cellulose citrate bioplastic can be applied as fruit packaging and maintain fruit quality in terms of aroma and fruit appearance.
The authors thank to the head of the National Research and Innovation Agency (BRIN) Prof. Bambang Permadi Soemantri Brodjonegoro, Ph.D for his help and cooperation during our study. This research was funded by Ministry of Education, Culture, Research, Technology, and Higher Education Indonesia through the Second year of PDD 2022 program (Contract No. 956/UN4.22/PT.01.03/2022).
[1] Nesfu, N.Z.M., Osman, H., Mohamad, S., Muniglia, L., Brosse, N., Laurain-Mattar, D., Spina, R., Kamarulzaman, E.E. (2021). The effect of the aqueous enzymatic extraction method towards momordica charantia seed oil and its lignocellulosic biomass. Walailak Journal of Science and Technology (WJST), 18(6): 9098-13. https://doi.org/10.48048/wjst.2021.9098
[2] Chatla, S., Adiki, S.K., Kattupalli, S. (2019). Bioplastics from blends of cellulose acetate butyrate and thermoplastic starch. Research Journal of Chemical and Environmental Sciences, 7(1): 17-22.
[3] Gadhave, R.V., Das, A., Mahanwar, P.A., Gadekar, P.T. (2018). Starch based bio-plastics: The future of sustainable packaging. Journal of Polymer Chemistry, 8: 21-33. https://doi.org/10.4236/ojpchem.2018.82003
[4] Chodijah, S., Husaini, A., Zaman, M. (2019). Extraction of pectin from banana peels (musa paradiasica fomatypica) for biodegradable plastic films. Journal of Physics: Conference Series, 1167(1): 012061. https://doi.org/10.1088/1742-6596/1167/1/012061
[5] Cifriadi, A., Panji, T., Wibowo, N.A., Syamsu, K. (2017). Bioplastic production from cellulose of oil palm empty fruit bunch. IOP Conference Series: Earth and Environmental Science, 65(1): 012011. https://doi.org/10.1088/1755-1315/65/1/012011
[6] Asgher, M., Qamar, S.A., Bilal, M., Iqbal, H.M. (2020). Bio-based active food packaging materials: Sustainable alternative to conventional petrochemical-based packaging materials. Food Research International, 137: 109625. https://doi.org/10.1016/j.foodres.2020.109625
[7] Jambaladinni, S., Bhat, J.S. (2021). Enrichment a study of structural, optical and dielectric properties of mowiol 4-88 (Pva) filled zno nanocomposites. Walailak Journal of Science and Technology (WJST), 18(14): 21445-13. https://doi.org/10.48048/wjst.2021.21445
[8] Nandiyanto, A.B.D., Fiandini, M., Ragadhita, R., Sukmafitri, A., Salam, H., Triawan, F. (2020). Mechanical and biodegradation properties of cornstarch-based bioplastic material. Materials Physics & Mechanics, 44(3): 380-391. http://dx.doi.org/10.18720/MPM.4432020_9
[9] Lubis, M., Gana, A., Maysarah, S., Ginting, M.H.S., Harahap, M.B. (2018). Production of bioplastic from jackfruit seed starch (Artocarpus heterophyllus) reinforced with microcrystalline cellulose from cocoa pod husk (Theobroma cacao L.) using glycerol as plasticizer. IOP Conference Series: Materials Science and Engineering, 309: 012100. https://doi.org/10.1088/1757-899X/309/1/012100
[10] Hayatun, A., Jannah, M., Ahmad, A., Taba, P. (2020). Synthetic Bioplastic Film from Rice Husk Cellulose. In Journal of Physics: Conference Series, 1463(1): 012009. https://doi.org/10.1088/1742-6596/1463/1/012009
[11] Ferreira, H., Amorim, D., Lima, A.C., Pirraco, R.P., Costa-Pinto, A.R., Almeida, R., Almeida, A., Reis, R.L., Pinto-Ribeiro, F., Neves, N.M. (2021). A biocompatible and injectable hydrogel to boost the efficacy of stem cells in neurodegenerative diseases treatment. Life Sciences, 287: 120108. https://doi.org/10.1016/j.lfs.2021.120108
[12] Pinem, D. A., Ginting, M., Ginting, A. (2018). Synthesis cellulose citrate from isolated cellulose of durian peel (durio zibethius murr) as absorption Pb2+ ion. IJSTE - International Journal of Science Technology & Engineering, 4(9): 23-28.
[13] Mustafiah, M., Darnengsih, D., Sabara, Z., Majid, R.A. (2018). Utilization of chitosan from shrimp shell waste as a coagulant for water purification. Journal of Chemical Process Engineering, 3(1): 27-32.
[14] Jannah, M., Ahmad, A., Hayatun, A., Taba, P., Chadijah, S. (2019). Effect of filler and plastisizer on the mechanical properties of bioplastic cellulose from rice husk. In Journal of Physics: Conference Series, 1341(3): 032019. https://doi.org/10.1088/1742-6596/1341/3/032019
[15] Ude, M.U., Oluka, I., Eze, P.C. (2020). Optimization and kinetics of glucose production via enzymatic hydrolysis of mixed peels. Journal of Bioresources and Bioproducts, 5(4): 283-290. https://doi.org/10.1016/j.jobab.2020.10.007
[16] Chadijah, S., Rustiah, W.O., Munir, M.I.D. (2018). Determination of the optimum concentration cellulose baggase in making film bioplastic. Journal of Physics: Conference Series, 979(1): 012026. https://doi.org/10.1088/1742-6596/979/1/012026
[17] Khalid, S.A., Draman, S.F.S., Abdullah, S.R.S., Anuar, N. (2018). Assessment of iron ore ex-mining lake: Seasonal influence on water quality of Tasik Puteri, Bukit Besi, Malaysia. International Journal of Engineering & Technology, 7(4.42): 84-88.
[18] Mardiana, D., Suryani, A.M., Kamulyan, B., Rahma, N.L. (2018). The use of citric acid modified bacterial celullose as an enviromentally friendly adsorbent. Journal of Environmental Engineering and Sustainable Technology, 5(1): 9-14.
[19] Solo, A.A.M., Rumhayati, B. (2018). Characteristic of cellulose isolated from papyrus fibers (Borrasus flabelifer L) and its citrate ester. Journal of Pure and Applied Chemistry Research, 7(3): 239-246.
[20] Bateman, K.S., Congiu, M., Tregear, G.W., Clarke, A.E., Anderson, M.A. (1997). Bacitracin significantly reduces degradation of peptides in plant cell cultures. Biotechnology and Bioengineering, 53(2): 226-231. https://doi.org/10.1002/(SICI)1097-0290(19970120)53:2%3C226::AID-BIT14%3E3.0.CO;2-I
[21] Ghodake, G.S., Yang, J., Shinde, S.S., Mistry, B.M., Kim, D.Y., Sung, J.S., Kadam, A.A. (2018). Paper waste extracted α-cellulose fibers super-magnetized and chitosan-functionalized for covalent laccase immobilization. Bioresource Technology, 261: 420-427. https://doi.org/10.1016/j.biortech.2018.04.051
[22] Chandra, S.M., Dharan, S.S., Ajikumar, A. (2021). Formulation and evaluation of gastroretentive floating microballoons containing selected anti-ulcer drug. Journal of Pharmaceutical Sciences and Research, 13(1): 49-63.
[23] Alashwal, B.Y., Bala, M.S., Gupta, A., Sharma, S., Mishra, P. (2020). Improved properties of keratin-based bioplastic film blended with microcrystalline cellulose: A comparative analysis. Journal of King Saud University-Science, 32(1): 853-857. https://doi.org/10.1016/j.jksus.2019.03.006
[24] Sa’adah, S.M., Saepudin, E. (2021). Effect of citric acid on physical and mechanical properties of Starch/PLA/PVA bioplastic films. AIP Conference Proceedings, 2370(1): 060011. https://doi.org/10.1063/5.0062467
[25] Gigante, V., Seggiani, M., Cinelli, P., Signori, F., Vania, A., Navarini, L., Amato, G., Lazzeri, A. (2021). Utilization of coffee silverskin in the production of Poly (3-hydroxybutyrate-co-3-hydroxyvalerate) biopolymer-based thermoplastic biocomposites for food contact applications. Composites Part A: Applied Science and Manufacturing, 140: 106172. https://doi.org/10.1016/j.compositesa.2020.106172
[26] Lubis, M., Harahap, M.B., Ginting, M.H.S., Sartika, M., Azmi, H. (2018). Production of bioplastic from avocado seed starch reinforced with microcrystalline cellulose from sugar palm fibers. Journal of Engineering Science and Technology, 13(2): 381-393.
[27] Fathanah, U., Lubis, M.R., Moulana, R. (2015). Biopolymer from starch and chitosan as bioplastic material for food packaging. In Proceedings of The Annual International Conference, Syiah Kuala University-Life Sciences & Engineering Chapter, 5(1): 44-49.
[28] Varasteh, F., Arzani, K., Barzegar, M., Zamani, Z. (2018). Pomegranate (Punica granatum L.) fruit storability improvement using pre-storage chitosan coating technique. J. Agr. Sci. Tech., 19: 389-400. https://jast.modares.ac.ir/article-23-6354-en.pdf