Pranesh K Gopalakrishnamurthy*![]() | Channabasavaraj Sandur
| Channabasavaraj Sandur![]()
© 2023 IIETA. This article is published by IIETA and is licensed under the CC BY 4.0 license (http://creativecommons.org/licenses/by/4.0/).
OPEN ACCESS
Present research work concentrated investigating the influence of adding nanosilica with epoxy matrix in varying weight percentages such as 0, 0.5, 1.0 and 1.5 on interlaminar shear strength in fiber reinforced polymer hybrid nanocomposite and fiber layer sequence. The polymer hybrid nanocomposite is having five carbon, four Kevlar layers (5C4K) and five Kevlar, four carbon (5K4C) layers of woven fibers. High speed shearing technique was used for the better dispersion of nanosilica with epoxy resin. Vacuum assisted resin infusion molding technique was used to fabricate the hybrid polymer nanocomposite laminates. Post curing was carried out effectively. Interlaminar shear strength test carried out according to ASTM D2344. The tested specimens show that 0.5 weight percentage of nanosilica with epoxy provides higher interlaminar shear strength than other weight percentage of nanosilica in both types of stacking sequences. The fiber layer sequence 5C4K shows better interlaminar shear strength as compared to 5K4C.
carbon, Kevlar, nanosilica, epoxy, shear, nanocomposite, polymer, hybrid
Fiber Reinforced Polymer (FRP) composites made of polymer matrix reinforced with fibers. During fabrication of these composites, the extensively used synthetic fibers are glass, carbon, Kevlar and thermosetting polymer matrix as epoxy, vinylester, polyester. FRP composites have emerged as a key material in recent years for mechanical, space, aerospace, marine, automobile, sports and medical field due to their good weight to strength ratio, corrosion resistance, good stiffness, good wear resistance, dimensional stability, best damping behavior, along with adhesion quality, chemical resistance and thermal stability. The mechanical, thermal and tribological properties are found to be good when compared to conventional materials [1-4].
One of the distinguishing characteristics of fiber reinforced polymer is that their characteristics can be tailored to meet a variety of loading conditions and these composites were fabricated by using woven (0°/90°) fibers, because the good strength is observed in two perpendicular directions.
Thermoset polymer matrix epoxy resin is the most often utilized in fabrication of polymer composites, which has low weight, excellent adhesion, low shrinkage after curing, good chemical resistant properties and high thermal resistance, good heat and moisture resistance [5, 6]. In polymer composite, the fiber plays vital role in providing the strength to the composite. Carbon fibers has better properties such as high strength, modulus, chemical resistance and low weight, thermal expansion properties [7] and Kevlar fibers also have good properties like impact resistance, high strength to weight ratio, low density and toughness [8].
The hybrid polymer composite is made up of two or more forms of reinforcement materials and offers balanced strength, stiffness, thermal stability, enhanced fatigue resistance, fracture toughness and along with impact resistance as compared to mono fiber composite, hence they become more popular in the recent years [9, 10]. Presently, a growing number of studies are investigating the effect of filling nanomaterial with matrix material to investigate the physical, mechanical, thermal and tribological properties in FRP composites, to provide the enhanced material properties to the materials engineers for designing the products in various engineering applications.
The exceptional physical, mechanical, and tribological properties, hybrid polymer nanocomposites have garnered extensive interest from the academic and industrial communities. The hybrid polymer composites have undergone significant changes in their mechanical, physical and tribological characteristics as a result of the incorporation of nano materials such as silica, halloysite, aluminum oxide, titanium dioxide, multiwall carbon nanotubes, and nanoclay [11-20].
The incorporation of nanomaterials into a polymer composite decreases shrinkage and improves its physical, mechanical, and tribological properties. Numerous variables, including the kind of polymer, the type of nanoparticle, shape, size and working conditions, have an impact on the physical, mechanical and tribological properties.
To design the composite structures, the interlaminar shear strength (ILSS) plays a crucial material feature and which can be determined using short beam shear testing.
Nayak et al. [20] investigated the impact of nanomaterials SiO2/Al2O3/TiO2 addition to epoxy matrix on ILSS in glass-epoxy fiber polymer composites. The composite laminates of glass/epoxy, manufactured using the hand lay-up method. The test findings show that, the interlaminar shear strength high in nano SiO2 added glass/epoxy polymer composite, than other nano materials Al2O3 and TiO2 added composites. Muzammil et al. [21] investigated the influence of MWCNT on interlaminar shear strength in hybrid polymer composite E glass and Kevlar. The MWCNT incorporated as 0.5%, 1.0%, and 1.5% volume fractions into the Kevlar/glass/epoxy combination, the laminates were fabricated using hand layup and vacuum bag moulding techniques. The test results show that, the nano integration of 0.5%, 1.0%, and 1.5% by volume, the ILSS increased by 81.6%, 94.2%, and 176%, respectively. Behera et al. [22] reported short beam shear strength with the doping of MWCNT in varied weight percentages of 0, 1, 2, 3, and 4 in glass-epoxy polymer composite. The laminates were manufactured with hand lay-up process and assisted by vacuum bagging method. The result of tested specimens shows that, short beam shear strength was enhanced in notched and un-notched, till the doping value of 3 weight percentage multi wall carbon nano tubes. Alsaadi et al. [23] investigated the ILSS in woven carbon, glass, and Kevlar fiber reinforced epoxy composites added with SiC particles in various weight percentages such as 0, 5, 10, 15, and 20. The test results shows that, the maximum value of ILSS observed with the inclusion of SiC within the range of 5 to10 weight percentages. Zhang et al. [24] investigate with the addition of SiO2 nanomaterials on interlaminar shear strength in carbon/epoxy composites. Nano SiO2 added to epoxy in different wt.% such as 0, 0.2, 0.5, 1 and 2. After conducting tests, they reported as, 1 weight percentage of nano SiO2 with epoxy, the ILSS has increased by 10.6% than the composite without (0 wt.%) SiO2 nanomaterial. Shivamurthy et al. [25] found the influence of adding SiO2 nano fillers on interlaminar shear strength in compression moulded glass-epoxy polymer composites. The polymer composites were fabricated with addition silicon dioxide nano particles in varying weight percentages such as 3, 6, and 9. According to the test results, the highest value of ILSS observed in the polymer composite had 6 wt. % of nano SiO2.
The use of nanomaterials in the polymer composites also reduces the porosity, improve the mechanical, thermal and tribological properties, also moisture absorption resistance. The nanomaterials provide the good binding property and also arrest the crack propagation, which leads to enhancing the material properties. Adding nanosilica to the epoxy matrix during manufacturing can enhance its strength, flexibility, hardness and also wear resistance in polymer composite. Also, lower shrinkage on curing and coefficient of thermal expansion, with enhancement in thermal conductivity.
From the literature it is observed that, adding nanomaterials to the thermoset polymer composite, increases the mechanical properties. Majority of the research work in finding the influence of addition of nanofillers on mechanical properties were carried out on the composites manufactured using hand lay-up process and for mono composite. No research work is observed in finding the interlaminar shear strength in the hybrid polymer composite of carbon and Kevlar with epoxy fabricated using vacuum assisted resin infusion molding (VARIM) technique. Hence an attempt made to find the ILSS in hybrid polymer composite having carbon and Kevlar woven fiber with the addition of nanosilica at weight percentages of 0, 0.5, 1.0, and 1.5.
2.1 Materials
Materials for the present experiment include plain 0°/90° weave carbon and Kevlar fabrics with 200 GSM and 220 GSM, respectively, supplied from Nickunj Eximp Entp P Ltd, Mumbai, India. Carbon fiber is having fiber diameter of 7 µm, density of 1.76 g/cc, tensile strength of 3530 MPa, tensile modulus of 230 GPa and Kevlar fiber is having fiber diameter of 12µm, density of 1.44 g/cc, tensile strength of 3000 MPa, tensile modulus of 124 GPa. Nanosilica with a 98 percent purity and particle average size of 30 to 50 nm, true density of 2.5 g/cc. specific surface area of 200-600 m2/g, supplied from Nano Research Lab, Jharkhand, India. Epoxy resin Epotec YD535LV with hardener TH7257, from Grasim Industries Limited (Epoxy Division), Bharuch, Gujarath through Valdel Advanced Technologies, Bengaluru. Epoxy resin YD535LV is having 1.1-1.2 of specific gravity at 25℃, viscosity at 25℃, 1000-1500 cPs. Hardener TH7257 is having 0.93-0.99 of specific gravity at 25℃, viscosity at 25℃, 10-50 cPs.
2.2 Composite fabrication
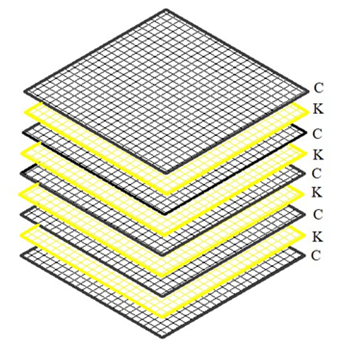
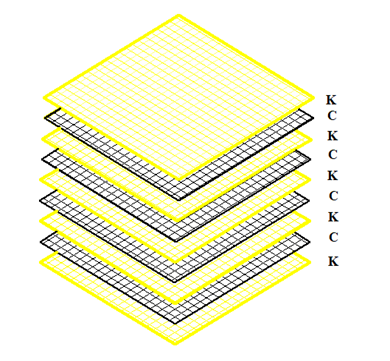
The hybrid polymer epoxy composite used in the present work had five carbon, four Kevlar fiber layers (5C4K) and five Kevlar, four carbon fiber layers (5K4C) with different weight percentage of nanosilica such as 0, 0.5, 1.0 and 1.5. Figure 1 and Table 1 illustrate the fiber stacking sequence used to create the hybrid polymer composite for this study. Table 2 shows the polymer hybrid nanocomposite laminates with different weight percentages of nanosilica used in the present investigation. According to the guidelines by Epotec for the resin infusion method, the mixing proportion ratio of 100:35, the epoxy resin YD535LV and the hardener TH7257 was employed during the fabrication [26]. High-speed shearing was used to combine the nanosilica with the matrix material. The hybrid polymer nanocomposite was manufactured using the vacuum-assisted resin infusion molding (VARIM) process. Figure 2 and 3 shows the schematic diagram and setup VARIM technique during fabrication. In this process vacuum pressure was used to force resin into a laminate. Carbon-Kevlar woven fibers of 420 x 420 mm according to the fiber stacking sequence were laid into the mold, then vacuum bagging process was carried out, later vacuum pressure was applied before the resin introduced. Once a perfect vacuum pressure of 914 mili bar has been established, the resin infusion process starts through the placed tubing as shown in Figure 4. Slowly the resin sucked into the fibers. After twenty-four hours of curing at ambient temperature and five hours of post-curing in an oven set to 80 degrees Celsius, the laminates were used for testing. Final size of the composite laminate after trimming was 400 x 400 mm. The interlaminar shear strength test specimens were cut from the same laminates.
Table 1. Fiber layer sequence (C- Carbon fiber and K-Kevlar fiber)
|
Laminate |
Fiber layer Sequence |
|
5C4K 5K4C |
C-K-C-K-C-K-C-K-C K-C-K-C-K-C-K-C-K |
(a) 5C4K
(b) 5K4C
Figure 1. Fiber layer sequence (C-Carbon fiber and K-Kevlar fiber)
Figure 3. VARIM setup during fabrication process
Figure 4. Resin flow during fabrication process
Table 2. Weight percentage of nanosilica in polymer hybrid nanocomposite laminates
|
Laminate |
Laminate filled with nanosilica wt.% |
|
5C4K-NS0 |
Unfilled. |
|
5C4K-NS0.5 |
Filled with 0.5 wt. %. |
|
5C4K-NS1.0 |
Filled with 1.0 wt. %. |
|
5C4K-NS1.5 |
Filled with 1.5 wt. %. |
|
5K4C-NS0 |
Unfilled. |
|
5K4C-NS0.5 |
Filled with 0.5 wt. %. |
|
5K4C-NS1.0 |
Filled with 1.0 wt. %. |
|
5K4C-NS1.5 |
Filled with 1.5 wt. %. |
2.3 Interlaminar shear strength
In polymer laminated composites, during the transverse shear load and various loading conditions, the interlaminar shear strength exceeds, which leads to a delamination of the layers and failure will occur between the layers of reinforcing fibers. Which cause for failure of laminated polymer composites, hence testing the polymer laminated composites for interlaminar shear strength test finds more important. It is measured as a short beam shear testing. It is commonly used to assess composite strength when subjected to out-of-plane shear stress, but it can also be used to assess fiber matrix adherence and overall composite quality indirectly. Interlaminar shear stresses are often greater at the edges and frequently cause delamination which lowering the laminate tensile strength and resulting in laminated composite failure.
The failure modes during the short beam test are a combination of tensile, compression, and shear deformations. The order in which these failure mechanisms occur is determined by matrix properties, void percentage in the composite laminate, fiber volume fraction, and the addition of nanomaterials to the matrix.
Figure 5. (a) Universal testing machine (UTM) (b) Testing the specimen with UTM
The interlaminar shear strength were determined using universal testing machine Biss UT-04-0300, 250 kN with load cell of 25 kN, shown in Figure 5 (a). Test specimen with universal testing machine during testing shown in Figure 5 (b). Six test specimens in each type of hybrid polymer composites were tested up to failure at 1 mm/min of cross head speed and their mean values were considered as end test result.
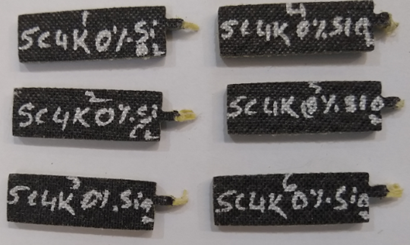
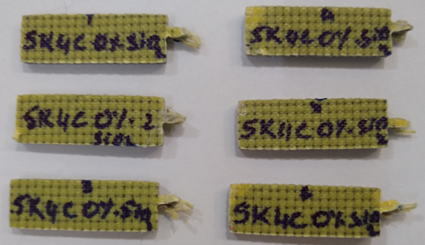
The specimens for testing were prepared and examined in accordance with the standard ASTM D 2344 [27]. The test specimen dimension of 30 x 10 x 2.3 mm was used. Figure 6 shows the test specimen of 5C4K-NS0 and 5K4C-NS0.
(a) 5C4K-NS0
(b) 5K4C-NS0
Figure 6. ILSS test specimens
For calculating the ILSS, the following expression can be used Eq. (1) [24].
$\mathrm{ILSS}=\frac{0.75 \mathrm{~F}}{\mathrm{bh}}$ (1)
where, ‘F’ is the maximum load (N) observed during the test. ‘b’ and ‘h’ are the specimen width and thickness in mm respectively.
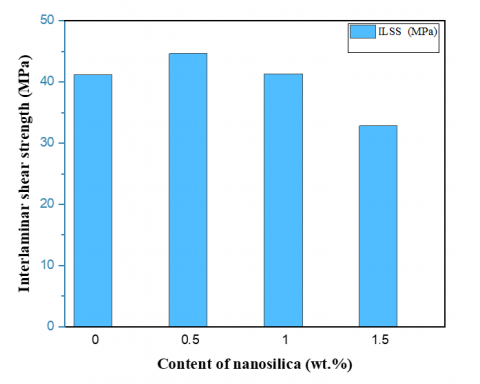
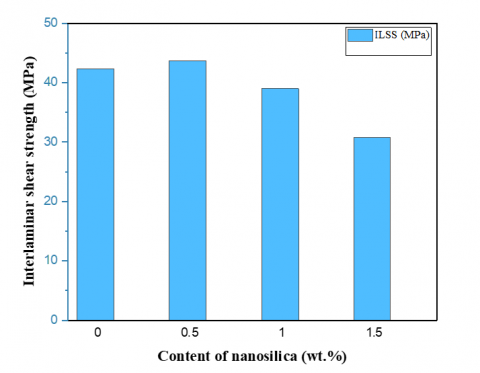
The interlaminar shear strength for the polymer hybrid nanocomposite 5C4K and 5K4C with varying weight percentages of nanosilica such as 0, 0.5, 1.0 and 1.5 are shown in the Figures 7 and 8 respectively.
Figure 7. Interlaminar shear strength in 5C4K polymer hybrid nanocomposite
Figure 8. Interlaminar shear strength in 5K4C polymer hybrid nanocomposite
The inclusion of nanosilica at 0.5 and 1.0 wt.%, the interlaminar shear strength of 5C4K hybrid polymer nanocomposite increases by 8.27% and 0.24% respectively, where as decreased by 25.57% at 1.5 wt. % nanosilica addition when compared to unfilled one.
The ILSS in 5K4C hybrid polymer nanocomposite increases with the inclusion of nanosilica by 0.5 weight percentage, when compare to unfilled one by 3.2% and decreased with 8.66% in 1.0 wt.% of nanosilica, 37.75% in 1.5 wt.% of nanosilica when compared to unfilled one.
The maximum value of interlaminar shear strength in both 5C4K and 5K4C hybrid polymer nanocomposite observed at 0.5 wt.% of nanosilica. This could be because nanosilica disperses well at this weight percentage, and nanosilica tends to form a link between two adjacent layers in the laminate, strengthening the shear characteristics and increasing load carrying capacity along the shear direction. Furthermore, the presence of nanosilica increases the chemical interactions and mechanical interlocking between carbon, Kevlar fibers, and matrix, allowing for the formation of a robust interface [22].
The ILSS for laminated fiber reinforced composite was influenced by the interfacial bonding between the fiber and matrix, as well as the wettability of the matrix. After 0.5 weight percentage of nanosilca addition to epoxy, in both 5C4K and 5K4C hybrid polymer nanocomposite observed that, interlaminar shear strength values start decrease, due to agglomeration. By introducing a higher weight percentage of nanosilica, the viscosity of the epoxy resin was raised. This decreases the resin flow into the carbon-Kevlar fabric reinforcement during the manufacturing process. Increased viscosity weakens impregnation and interfacial bonding between carbon-Kevlar fiber and matrix, resulting in decreased interfacial bonding between matrix and fiber. Similar trend observed when percentage of nanomaterials is higher in Behera et al. [22], Zhang et al. [24], Shivamurthy et al. [25], and Cheon et al. [28].
The maximum value of interlaminar shear strength observed at 0.5 weight percentage of nanosilica added polymer hybrid nanocomposite, when compared to unfilled nanosilica (0 wt.%) and other weight percentages (1.0 and 1.5) of nanosilica filled composites in both type of layer sequences 5C4K and 5K4C.
The value of interlaminar shear strength observed more in the 5C4K-NS0.5 polymer hybrid nanocomposite when compared to 5K4C-NS0.5 polymer hybrid nanocomposite by 2.1%.
The influence of nanosilica (0-1.5 wt.%) on interlaminar shear strength in fiber reinforced polymer carbon- Kevlar hybrid nanocomposite and fiber stacking sequence were investigated and the results are as follows:
i) The interlaminar shear strength enhances as compared to 5C4K-NS0 by 8.27% and 0.24% in 5C4K-NS0.5, and 5C4K-NS1.0 respectively and decreased by 25.57% at 5C4K-NS1.5.
ii) The interlaminar shear strength increased as compared to 5K4C-NS0 by 3.2%, in 5K4C-NS0.5 and decreased by 8.66% in 5K4C-NS1.0 and 37.75% in 5K4C-NS1.5.
iii) Adding 0.5 weight percentage of nanosilica to the epoxy matrix improves the ILSS of the carbon/Kevlar fiber reinforced polymer hybrid composite in comparison to other weight percentages of nanosilica. This may be due to better dispersion of nanosilica at this weight percentage, and nanosilica tends to form a link between two adjacent layers in the laminate, strengthening the shear characteristics with increasing load carrying capacity along the shear direction.
iv) The interlaminar shear strength in the composite 5C4K is more by 2.1% when compared to the composite 5K4C in 0.5 weight percentage of nanosilica addition in the epoxy resin.
v) The layer sequence of fibers 5C4K is having better interlaminar shear strength when compared to 5K4C.
|
ASTM |
American Society for Testing and Materials |
|
FRP |
Fiber Reinforced Polymer |
|
ILSS |
Interlaminar shear strength |
|
VARIM |
Vacuum-assisted resin infusion molding |
|
MWCNT |
Multi-walled carbon nanotubes |
|
UTM |
Universal testing machine |
|
SiO2 |
Silicon dioxide |
|
Al2O3 |
Aluminum oxide |
|
TiO2 |
Titanium dioxide |
|
SiC |
Silicon carbide |
[1] Pranesh, K.G., Channabasavaraj, S. (2022). Investigation of flexural properties of hybrid woven Carbon-Kevlar-Epoxy composites added with nanosilica filler. Materials Today: Proceedings, 62: 5347-5350. https://doi.org/10.1016/j.matpr.2022.03.484
[2] Divya, G.S., Suresha, B., Somashekar, H.M., Jamadar, I.M. (2021). Dynamic mechanical analysis and optimization of hybrid carbon-epoxy composites wear using taguchi method. Tribology in Industry, 43(2): 298-309. https://doi.org/10.24874/ti.931.07.20.11
[3] Rajak, D.K., Pagar, D.D., Menezes, P.L., Linul, E. (2019). Fiber-reinforced polymer composites: Manufacturing, properties, and applications. Polymers, 11(10): 1667. https://doi.org/10.3390/polym11101667
[4] Masuelli, M. (2013). Fiber Reinforced Polymers - The Technology Applied for Concrete Repair. IntechOpen, London. https://doi.org/10.5772/3162
[5] Yadav, P.S., Purohit, R., Kothari, A. (2017). The effect of nano SiO2 on the mechanical and tribological properties of hybrid polymer matrix composites: A review. Advanced Materials Manufacturing & Characterization, 7(2): 101-110. https://doi.org/10.11127/ijammc2017.10.12
[6] Bello, S.A., Agunsoye, J.O., Hassan, S.B., Zebase, Kana, M.G., Raheem, I.A. (2015). Epoxy resin based composites, mechanical and tribological properties: A review. Tribology in Industry, 37(4): 500-524.
[7] Bhatt, P., Goel, A. (2017). Carbon fibres: production, properties and potential use. Material Science Research India, 14(1): 52-57. http://dx.doi.org/10.13005/msri/140109
[8] DuPont. (2017). KEVLAR Aramid Fiber Technical Guide. Technical Guide. 1-23.
[9] Saravanan, D., Gokilakrishnan, G., Raajeshkrishna, C.R. (2022). Effect of carbon/kevlar reinforcement and hybrid order on mechanical properties of glass/epoxy composites. Advances in Materials and Processing Technologies, 8(3): 3377-3388. https://doi.org/10.1080/2374068X.2021.1965719
[10] Ferrante, L., Tirillò, J., Sarasini, F., Touchard, F., Ecault, R., Vidal Urriza, M.A., Chocinski-Arnault, L., Mellier, D. (2015). Behaviour of woven hybrid basalt-carbon/epoxy composites subjected to laser shock wave testing: Preliminary results. Composites Part B: Engineering, 78: 162-173. https://doi.org/10.1016/j.compositesb.2015.03.084
[11] Suresha, B., Divya, G.S., Hemanth, G., Somashekar, H.M. (2021). Physico-mechanical properties of nano silica-filled epoxy-based mono and hybrid composites for structural applications. Silicon, 13, 2319-2335. https://doi.org/10.1007/s12633-020-00812-8
[12] Yadav, P.S., Purohit, R., Kothari, A., Rajput, R.S.(2021). Effect of Kevlar fiber and nano SiO2 on mechanical and thermal properties of hybrid composites. Oriental Journal of Chemistry, 37(3): 531-540. https://doi.org/10.13005/ojc/370303
[13] Nagaraja, K.C., Rajanna, S., Prakash, G.S., Rajeshkumar, G. (2022). Improvement of mechanical and thermal properties of hybrid composites through addition of halloysite nanoclay for light weight structural applications. Journal of Industrial Textiles, 51(3_suppl): 4880S-4898S. https://doi.org/10.1177/1528083720936624
[14] Rahman, G.T., Meem, M.T., Gafur, M., Mahmud, A., Hoque, M. (2020). Preparation of TiO2 and SiO2 nanoparticles and their effect on epoxy resin nanocomposites. Micro and Nanosystems, 12(2): 135-141. https://doi.org/10.2174/1876402911666190809141557
[15] Fathalian, M., Ghorbanzadeh Ahangari, M., Fereidoon, A. (2019). Effect of nanosilica on the mechanical and thermal properties of carbon fiber/polycarbonate laminates. Fibers and Polymers, 20: 1684-1689. https://doi.org/10.1007/s12221-019-1158-0
[16] Patel, K.K., Purohit, R. (2018). Dispersion of SiO2 nano particles on epoxy based polymer nano composites and its characterization. Oriental Journal of Chemistry, 34(6): 2998-3003. https://doi.org/10.13005/ojc/340641
[17] Alsaadi, M., Bulut, M., Erkliğ, A., Jabbar, A. (2018). Nano-silica inclusion effects on mechanical and dynamic behavior of fiber reinforced carbon/Kevlar with epoxy resin hybrid composites. Composites Part B: Engineering, 152: 169-179. https://doi.org/10.1016/j.compositesb.2018.07.015
[18] Ayatollahi, M.R., Barbaz Isfahani, R., Moghimi Monfared, R. (2017). Effects of multi-walled carbon nanotube and nanosilica on tensile properties of woven carbon fabric-reinforced epoxy composites fabricated using VARIM. Journal of Composite Materials, 51(30): 4177-4188. https://doi.org/10.1177/0021998317699982
[19] Islam, M.E., Mahdi, T.H., Hosur, M.V., Jeelani, S. (2015). Characterization of carbon fiber reinforced epoxy composites modified with nanoclay and carbon nanotubes. Procedia Engineering, 105: 821-828. https://doi.org/10.1016/j.proeng.2015.05.078
[20] Nayak, R.K., Dash, A., Ray, B.C. (2014). Effect of epoxy modifiers (Al2O3/SiO2/TiO2) on mechanical performance of epoxy/glass fiber hybrid composites. Procedia Materials Science, 6: 1359-1364. https://doi.org/10.1016/j.mspro.2014.07.115
[21] Muzammil, S.B., Kumar, P.V., Shivanand, H.K. (2019). Studies on mechanical behaviour of E-Glass-Kevlar fiber reinforced epoxy hybrid composites with nano integration of functionalized MWCNTs. Journal of Engineering Research and Application, 9(4): 80-87. https://doi.org/10.9790/9622- 0904048087
[22] Behera, R.P., Rawat, P., Singh, K.K., Kumar, C., Deep, A. (2018). Flexural and short beam shear strength analysis of symmetrical GFRP composites reinforced with MWCNTs having notches. In IOP Conference Series: Materials Science and Engineering, 377(1): 012147. https://doi.org/10.1088/1757-899X/377/1/012147
[23] Alsaadi, M., Ugla, A.A., Erklig, A. (2017). A comparative study on the interlaminar shear strength of carbon, glass, and Kevlar fabric/epoxy laminates filled with SiC particles. Journal of Composite Materials, 51(20): 2835-2844. https://doi.org/10.1177/0021998317701559
[24] Zhang, Q., Wu, G., Xie, F., Li, N., Huang, Y., Liu, L. (2014). Mechanical properties of carbon fiber composites modified with nano-SiO2 in the interphase. Journal of Adhesion Science and Technology, 28(21): 2154-2166. https://doi.org/10.1080/01694243.2014.948949
[25] Shivamurthy, B., Siddaramaiah., Prabhuswamy, M.S. (2009). Influence of SiO2 fillers on sliding wear resistance and mechanical properties of compression moulded glass epoxy composites. Journal of Minerals and Materials Characterization and Engineering, 8(7): 513-530.
[26] Epotec® Epoxy Systems – Composites: Brochure. (2010). Aditya Birla Chemicals (Thailand) Limited.
[27] ASTM D 2344. (2016). Standard Test Method for shor-beam strength of polymer matrix composite materials and their laminates. West Conshohocken, PA 19428-2959, United States.
[28] Cheon, J., Kim, M. (2021). Impact resistance and interlaminar shear strength enhancement of carbon fiber reinforced thermoplastic composites by introducing MWCNT-anchored carbon fiber. Composites Part B: Engineering, 217: 108872. https://doi.org/10.1016/j.compositesb.2021.108872