Analysis of the Effects of ZrO2 Nanoparticles on the Penetration in GMAW Process

Farzad Pahnaneh* | Masoud Aghakhani | Farid Naeemi
OPEN ACCESS
In this study, ZrO2 Nano-particles to improve the geometry and increased penetration welding has been used on the St37 sheet, in GMAW process. In the GMAW process of selecting appropriate values for the input parameters necessary in order to achieve weld is high with appropriate geometry and penetration. Since the stress-bearing capacity of the weld geometry, weld quality and also has an important role in determining the mechanical properties of the weld. In this study, the effects of voltage, wire feed speed, distance nozzle to the work piece, welding speed and coating thickness of ZrO2 Nano particles is intended as input parameters. The first, for coating Nano particles with specific dimensions on the surface of parts to be coated welding operation. After welding the weld penetration depth was evaluated. increasing the depth of penetration of the active coating on the surface (Nano zirconium oxide), which place the mechanisms leading to increased focus and arc current density at the top of the arc. Marangoni has also changed from negative to positive flow direction, the depth of penetration is increased. The results showed that fixed taking into account the input parameters and increase the coverage of ZrO2 Nano-particles on the surface to thickness 0.75 mm, weld penetration depth compared to non-Nano scale zirconium oxide coating has been increased. in addition to the effect of ZrO2 nanoparticles as a coating surface-active and increase the depth of penetration, such particles can cause tiny inclusions inside the structure weld, nucleation centers has been caused for the formation of acicular ferrite.
process of GMAW, welding parameters, ZrO2 nano-particles, weld geometry
According to the advancement of science in the field of metallic nanoparticles and great achievements in this field is to improve the characteristics of metals such as steel. The welding industry is also not untouched and encouraging the use of nano science is inextricably reach the borders. In recent years, with the increasing development of manufacturing industries are those industries control product quality and efficiency. According to the welding special process involved in the production of tangible progress in recent years in line with the development of other industries, such as oil, gas, petrochemical, automotiveis. Among the welding processes, one of the most common and widely used methods for each method of connection GMAW (Gas Metal Arc Welding) [1]. Among the different methods of welding, GMAW method for high-speed, no limits to the welding, high deposition rate than other techniques, using continuous welded wire long, non-stop provides the possibility of welding, submerged arc method provides additional influence in this case, the possibility of creating smaller pollen that is provided with the same strength and good weld quality and has many applications [2].
1.1 Welding characteristics
Since there are various defects in the weld metal properties weld metal more of the base metal is then placed greater importance. By changing the parameters in welding, weld geometry and does not change the overall goal of obtaining the proper geometry and penetration is high Also because the high volume of welding and penetration in various industries and important mechanical properties, mechanical properties and appropriate ways to increase penetration has been developed. So with this study is that using arc welding under shielding gas on carbon steel St37 mostly used in steel structures into account, as well as the perfect solution to increase penetration in the presence of nanoparticles of zirconium oxide evaluated It was the [3, 4].
The complexity of the parameters of arc welding under shielding gas on the one hand and their widespread use in the manufacture of sensitive parts and costly on the other hand, the importance of precise control of input parameters has doubled. Since the welding process trying to get high penetration welding is considered reducing defects. History of powder coating to Annamay and colleagues, Paul and Mighty is the effect on mechanical properties and microstructure of TiO2 powder coating welding steels with submerged arc welding process was investigated. The authorities and partners weld metal toughness factor improved by adding nano-TiO2 coating AWS E6010electrodes reported [5]. Paul and Mighty effect on the mechanical properties of nano-sized TiO2 particles electrode type AWS E11018M discussed and concluded Charpy impact properties due to changes in the amount of titanium weld deposit has improved [6]. Aghakhani et al. Effect of TiO2 on weld metal toughness submerged arc welding process review and concluded that the addition of TiO2 nanoparticles increased hardness of weld metal [7]. Kvlahan colleagues developed a new method for predicting weld bead geometry optimization was the GMAW process [8, 9].
2.1 Design of experiments
The Experiments execution always involves cost and time. Since there are various defects in the weld metal properties weld metal more of the base metal is then placed greater importance. By changing the parameters in welding, weld geometry and does not change the overall goal of obtaining the proper geometry and penetration is high Also because the high volume of welding and penetration in various industries and important mechanical properties, mechanical properties and appropriate ways to increase penetration has been developed. So with this study is that using arc welding under shielding gas on carbon steel St37 mostly used in steel structures into account, as well as the perfect solution to increase penetration in the presence of nanoparticles of zirconium oxide evaluated. The complexity of the parameters of arc welding under shielding gas on the one hand and their widespread use in the manufacture of sensitive parts and costly on the other hand, the importance of precise control of input parameters has doubled. Since the welding process trying to get high penetration welding is considered reducing defects.
2.2 Experimental procedure
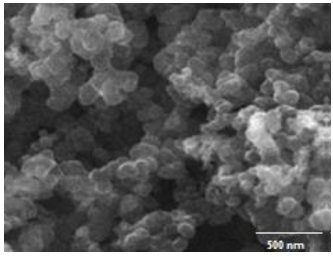
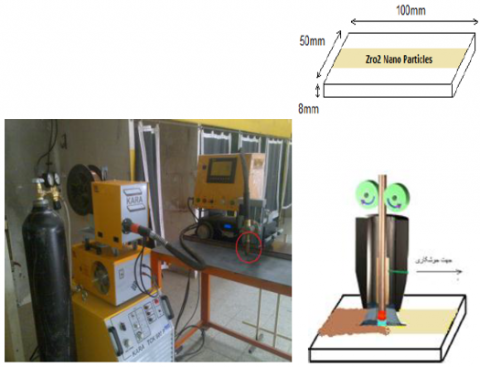
In this study, carbon steel (St37) to dimensions mm 100 mm × 50mm × 8 as the base metal and filler metal (welding) of carbon steel with No. AWS -ER70S-6 with a diameter of 1.2 mm construction companies but is used. The chemical composition of the base metal and filler metal, respectively, in Table 1 and 2 is shown. The chemical composition of the base metal and filler metal, respectively, in Table 1 and 2 is shown. Powder particles zirconium oxide product, Merck Germany with an average size nm 60 using XRD and SEM (SEM) was used (Figures 1&2). For welding parts, work piece surface with nano-powder zirconium oxide to specified dimensions were covered (Figure 3). Then GMAW process was performed using a semi-automatic machine.
After completion of welding, parts cut by the wire line with a distance of 10 mm from the edge perpendicular to the weld line to study the depth of cut. Cross-cut by first sanding, 100 to 3000 and then by diamond paste 1 micron were polished. The cross-section parts 4% solution of hydrochloric acid, nitric acid, 1% and 95% ethanol for 30 seconds were etched macro. After the macro etching immediately rinsed with water and alcohol and blow-dry by adding to the sample that led to the burning metal corrosion is prevented. After preparing parts by microscope macro structure, depth and penetration was examined. Software design experiments to test the response surface methodology that an analytical method has been used. matrix design is shown in Table 1.
Figure 1. SEM of ZrO2 nano-particles
Figure 2. XRD of ZrO2 nano-particles
Figure 3. Experimental set-up
Table 1. Welding parameters and their level
|
|
Coding |
Notation |
|
||||
|
Welding parameter |
+2 |
+1 |
0 |
-1 |
-2 |
|
|
|
Welding wire feed speed or (current) |
10 280 |
9 260 |
8 240 |
7 220 |
6 200 |
W or I |
m/min A |
|
Arc voltage |
30 |
28 |
26 |
24 |
22 |
V |
V |
|
Nozzle-to-plate distance |
18 |
16 |
14 |
12 |
10 |
N |
mm |
|
Welding speed |
380 |
340 |
300 |
260 |
220 |
S |
mm/min |
|
Thickness of ZrO2 nanoparticles |
1 |
0.75 |
0.5 |
0.25 |
0 |
F |
mm |
Therefore, for the five parameters of welding current (welding wire feed speed), arc voltage, distance nozzle to the work piece, welding speed, the thickness of the nano ZrO2 in five levels with 32 tests were conducted to examine the penetration. The values of input parameters at different levels in Table 2.
Table 2. Design matrix
|
No |
W |
V |
N |
S |
F |
|
1 |
1 |
-1 |
1 |
-1 |
1 |
|
2 |
1 |
1 |
1 |
-1 |
-1 |
|
3 |
1 |
1 |
1 |
1 |
1 |
|
4 |
0 |
0 |
0 |
2 |
0 |
|
5 |
-1 |
1 |
-1 |
-1 |
-1 |
|
6 |
1 |
1 |
-1 |
1 |
-1 |
|
7 |
-1 |
-1 |
-1 |
-1 |
1 |
|
8 |
1 |
-1 |
1 |
1 |
-1 |
|
9 |
0 |
0 |
0 |
0 |
0 |
|
10 |
-1 |
-1 |
1 |
1 |
1 |
|
11 |
1 |
-1 |
-1 |
1 |
1 |
|
12 |
0 |
0 |
0 |
0 |
0 |
|
13 |
-1 |
1 |
1 |
1 |
-1 |
|
14 |
0 |
0 |
0 |
0 |
0 |
|
15 |
0 |
0 |
0 |
0 |
0 |
|
16 |
0 |
2 |
0 |
0 |
0 |
|
17 |
0 |
0 |
0 |
0 |
0 |
|
18 |
-2 |
0 |
0 |
0 |
0 |
|
19 |
2 |
0 |
0 |
0 |
0 |
|
20 |
-1 |
-1 |
-1 |
1 |
-1 |
|
21 |
0 |
-2 |
0 |
0 |
0 |
|
22 |
0 |
0 |
0 |
0 |
-2 |
|
23 |
0 |
0 |
0 |
-2 |
0 |
|
24 |
-1 |
1 |
1 |
-1 |
1 |
|
25 |
-1 |
1 |
-1 |
1 |
1 |
|
26 |
-1 |
-1 |
1 |
-1 |
1 |
|
27 |
0 |
0 |
2 |
0 |
0 |
|
28 |
1 |
1 |
-1 |
-1 |
1 |
|
29 |
1 |
-1 |
-1 |
-1 |
-1 |
|
30 |
0 |
0 |
-2 |
0 |
0 |
|
31 |
0 |
0 |
0 |
0 |
0 |
|
32 |
0 |
0 |
0 |
0 |
2 |
3.1 Effect of flow (speed power welding) on weld penetration
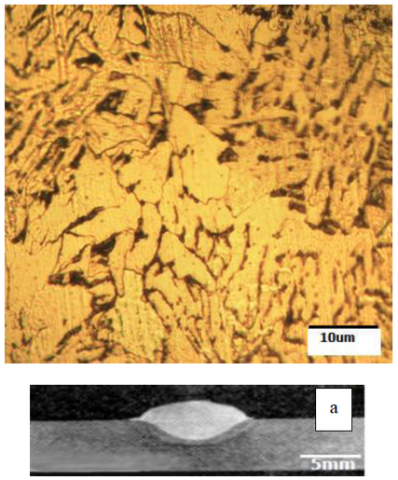
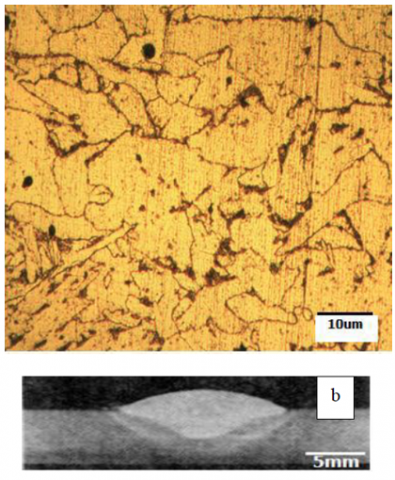
In general, flow rate and flow controls the amount of penetration is directly related to intrusion. Change the amount of voltage is also affected. Inconstant arc length, increases with increasing voltage. Welding current significant increase on the depth of penetration but it is rising over a certain amount will cause the welding geometry is inappropriate. Increasing flow rate increases the melting rate of the welding wire, voltage gain and increased heat input which has growing influence of these factors are increasing the width and height as well (Figures 4-5). The effect of increasing the flow rate increased energy efficiency and a greater proportion of the heat input to melt the metal being welded in the region and the high heat to reduce cooling rate and change in microstructure and mechanical properties will change accordingly. Considering that increased flow, increasing pressure forces the liquid droplets more vigorously thrown into the weld pool. It also increases the movement of gases or (plasma jet) by increasing the flow rate are directly related, it can be concluded that the very high flow rates, injection and ignition are high. In general goal of finding adequate level of fixed input parameters and also taking into account the current and other welding parameters in the presence of nano particles, to achieve maximum penetration.
Figure 4. Microscope image of the microstructure of weld metal, a macroscopic image of the flow rate effect (sample No.18)
Figure 5. Microscope image of the microstructure of weld metal, a macroscopic image of the flow rate effect (sample No.19)
3.2 The effect of voltage on the penetration
Figure 6. Change voltage in wire feed speed constant welding the weld penetration [10, 11]
The findings indicate that the effects of welding voltage at any given voltage, the voltage increases smoother and increase the width of the weld bead melts area. The decrease in arc voltage, the weld bead is thinner and deeper penetration. voltage too high, causing porosity, spraying, and the voltage is too low due to overlapping welding (Figure 6).
3.3 Effect of welding speed on penetration
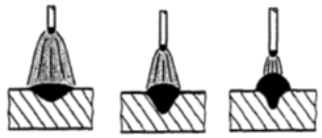
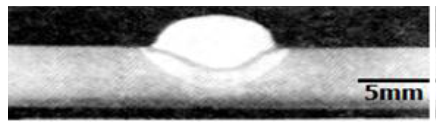
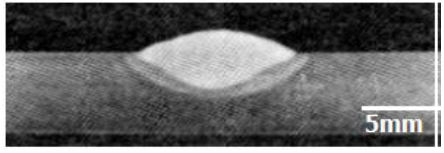
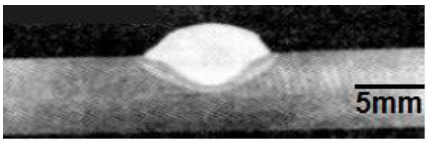
Welding speed change, or changes in energy per unit length of the weld penetration and weld width is affected. The depth of penetration is inversely proportional to welding speed. As seen in Figure 7 (a) to increase welding speed is low penetration and high welding height, this leads to stress concentration and reduce weld quality. Also in Figure 7 (b) increased by reducing the rate of diffusion welding high frequency welding but it is broadening. This leads to reduced cooling rate and increase the heat-affected zone (HAZ) and structural changes have been fine. But in Figure 7 (c) at a maximum speed welding in the presence of nanoparticles simultaneously high penetration and good pollen is created. The excessive height and broadening been prevented. The presence of nanoparticles has reduced the width of the HAZ area.
Figure 7a. Image macroscopic the effect of maximum welding speed Without nanoparticles (sample No. 23)
Figure 7b. Image macroscopic the effect of minimum welding speed Without nanoparticles
Figure 7c. Image macroscopic the effect of maximum welding speed the thickness of the layer 0.5mm nanoparticles (sample No. 4)
3.4 Effect of ZrO2 nanoparticles on penetration
The usually depth of penetration, with distance below the surface of the work piece so that the metal is melted is measured [12, 13]. In general, influence, influenced by the polarity, current, voltage, speed of movement of the arch and other factors. High thermal conductivitis less penetration. Arc length is longer influence less because less heat is concentrated. With increasing zirconium oxide nano-coating has more influence [14, 15]. Because it would be burning ZrO2 and release oxygen to raise the temperature of the arc. As a result of increased penetration and optimal amount of oxygen released to focus the arc. To investigate the effects of nanoparticles on the penetration of all parameters, a part from its mid-level amount of cover nanoparticles and the composition of the nanoparticles from the minimum to the maximum level has changed. ZrO2 nanoparticles increase the penetration is increased. This is due to change the content of oxygen in the molten pool and change the direction of flow is Marangoni and the surface tension gradient [15]. For pure metals and many alloys, surface tension gradient is constant with temperature changes [16, 17]. This means that the surface tension of the fluid at a high temperature than areas with lower temperature. The black of the areas with higher temperature to areas with lower temperature flows. In the welding process, due to the fact that the melt temperature of the boiling points closer to the center than the edges, the melt flows to the edges and finally fusion with low height and low broadband penetration caused. One of the active ingredients in the liquid pool surface tension gradient changes from is negative to positive (extrovert to introvert). In an optimum amount of active elements such as oxygen content in the molten pool, towards the edges and tend to be broadening.
Figure 8. Marangoni convection mode by surface tension gradient in welding pool (a) ∂σ /∂T < 0; (b) ∂σ /∂T > 0 [18, 19]
The zirconium oxide nano coating thick ness change due to changes in oxygen content and because it changes the surface tension gradient and thus change the direction is sent of melt flow [20, 21]. In general, as can be seen in Figure 8, by increasing the thickness of zirconium oxide nanoparticles to about 0.75 mm, the penetration will increase. This is because the oxygen in the molten pool is located in the proper range and is oriented to the center Marangoni. It would be deeper penetration and higher weld, but by increasing the thickness to 1 mm zirconium oxide nanoparticles, oxygen was removed and Marangoni extrovert is proper range [22, 23]. And gradually penetration is reduced (Figure 9). Activator coating (nano zirconium oxide) on the surface increases the penetration depth Welded, this mechanism also place increased focus on the arch leading to an increased current density is at the top of the arc [24, 25].
Figure 9. Image macroscopic the effects of nanoparticles on the geometry and weld penetration (sample No. 22&32)
3.5 The effect of ZrO2 nanoparticles on the microstructure in different welding zones
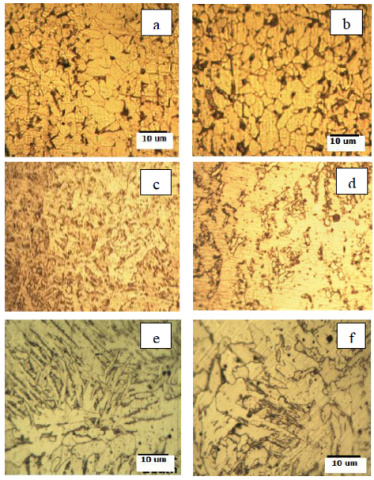
Figure 10. Optical microscope images of different welding regions. a,b: Metallographic image of base metal: (a :Sample 32), (b: Sample 22). c,d : HAZ metallographic image: (c: Sample 32), (d: Sample 22). e,f: Metallographic image of weld metal: (e: Sample 32), (f: Sample 22)
Different welding areas including weld metal, HAZ in the various samples were examined using an optical microscope. The structure of the weld metal grain size of the samples 22 and 32 in Figure 10 is shown. In addition to the effect of zirconium oxide nanoparticles as a coating surface-active and increase the depth of penetration. Inclusion of acicular ferrite particles have played for creation of germination (Figures 11-12). According to Figure 10 St37 steel with 0.13% carbon, Austenite grains are higher than 723℃ in the base metal. transformation of austenite to ferrite in weld metal sample 22, which does not contain nanoparticles, is such that when austenite is cooled to high temperature, Ferrite grows at the grain boundary and grows inward. It is also formed by reducing the temperature of ferrite Wideman Staten instead and in the form of blades that grow in one direction from the grain boundary to the grain center. In sample 32, where the maximum number of nanoparticles is present, the predominant acicular ferrite microstructure is due to the presence of nanoparticles, adding nanoparticles to CCT curve towards shorter times and lower temperatures transfers and for this reason, at a constant cooling rate, instead of forming grain boundary ferrite and Wideman Statten, acicular ferrite is formed [26].
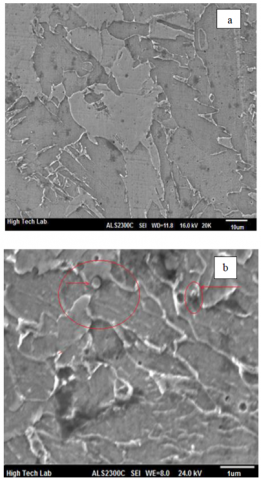
Figure 11. a. The weld metal microstructure Without nanoparticles (No.22)-11b. The weld metal microstructure with nanoparticles (No.32)
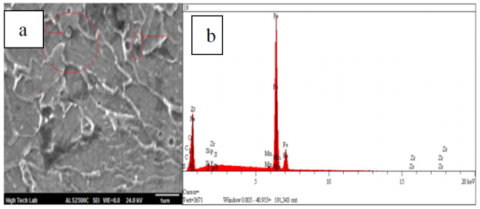
Figure 12. (a) SEM 1micrograph showing the nucleation of acicular ferrite laths on inclusion in weld A2, (b) EDS analysis on the inclusion in (a)
In this study, the effect of zirconium oxide nanoparticles on the geometry and penetration in carbon steel using electric arc under shielding gas welding process (GMAW) was investigated. The results show that:
1. Because of the strength of welded structures depends on the depth and volume of the liquid from the work piece,
Welding as well the weld zone mechanical properties. usually the width, height and depth of penetration is measured, Here the application of zirconium oxide nanoparticles as acoating surface tantsde composed by heat from the arc, and causes oxygen in the molten pool has been added, and to focus the arc and as well as for the centrist Marangoni that creates a weld with proper height, width and penetration is high.
2. The use of zirconium oxide nanoparticles on the surface in addition to the active coverage and increased penetration depth, alters the microstructure and grain size reduction in the weld metal and HAZ area is.
3. Add Nano zirconium oxide due to increased hardenability through reform processes grain size, form solid solution and encourage the formation of ferrite mechanical properties such as hardness of the weld metal needle is increased.
4. Add zirconium oxide nanoparticles causes nitrogen and reduce internal cavities penetration is increasing.
The authors are thankful to vocational technical organization of Kermanshah, Iran,for production of weld metal,welding and carrying out the mechanical testing.
[1] Kita-Shinagawa, Shinagawa-Ku. (2010). Essential Factors in Gas Metal Arc Welding, 141-8688 Japon. Fourth Edition, 5-912.
[2] Handbook, A.W.S. (1997). Gas Metal Arc Welding. 20: 50-80.
[3] Pal, T.K, Maity, U.K. (2011). Effect of nano size TiO2 Particle on Mechanical Praperties of AWS11018M Type Electrode. Materials Scineces and Applications, 2(9): 1285-292.
[4] Kuznesov, M.A., Zernin, E.A. (2011). Nanotechnologies and nanomaterial in welding production. Welding International, 26(4): 311-313. https://doi.org/10.1080/09507116.2012.715902
[5] Fattahi, M., Nabhani, N., Vaezi, M.R., Rahimi, E. (2011). Improvement of impact toughness of AWS E6010 weld metal by adding TiO2 nanoparticles to the electrode coating. Materials Science and Engineering: A, 528(27): 8031-8039. https://doi.org/10.1016/j.msea.2011.07.035
[6] Paul, A., Blomquist, A., and Johnson, K. (2012). High Performance Gas-Metal Arc Welding1, Final Report.
[7] Aghakhani, M., Ghaderi, M.R., Jalilian, M.M., Derakhshan, A.A. (2013). Predicting the combined effect of TiO2 nano-particles and welding input parameters on the hardness of melted zone in submerged arc welding by fuzzy logic. Journal of Mechanical Science and Technology, 27(7): 2107-2113. https://doi.org/10.1007/s12206-013-0523-y
[8] Kolahan, F., Heidari, M. (2010). A new approach for predicting and optimizing weld bead geometry in GMAW. International Journal of Mechanical Systems Science and Engineering, 2(2): 138-142.
[9] Handbook, A.S.M. (1992). Metallography and Microstructures, The Materials Information Company, 9.
[10] Welding, E.B., Handbook, A.S.M. (1993). Welding, brazing, and soldering. ASM Int, 6: 254.
[11] Boltman. (1999). MIG/MAG Welding I,II,III,IV, SLV.
[12] Karadeniz, E., Ozsarac, U., Yildiz, C. (2007). The effect of process parameters on penetration in gas metal arc welding processes. Materials & Design, 28(2): 649-656. https://doi.org/10.1016/j.matdes.2005.07.014
[13] Bhadeshia, H.K.D.H, Sevenson, L.E. (1993). Mathematical Modelling of Weld Phenomena, Eds H. Cerjak and K. Easterling.
[14] Ge, Z., Gao, Z. (2008). Applications of nanotechnology and nanomaterials in construction. First Inter. Confer. Construc. Develop. Countries, 235-240.
[15] Kou, S. (2003). Welding metallurgy. New Jersey, USA, 431(446): 223-225.
[16] Harwig, D.D., Dierksheide, J.E., Yapp, D., Blackman, S. (2006). Arc behavior and melting rate in the VP-GMAW process. Welding Journal, 85(3): 52-62.
[17] Shinagawa. K., ku,Tokyo. (2011). Essential Factors in Gas Metal Arc Welding, 141-8688 Japon. Fourth Edition.
[18] Wang, Y., Tsai, H.L. (2001). Impingement of filler droplets and weld pool dynamics during gas metal arc welding process. International Journal of Heat and Mass Transfer, 44(11): 2067-2080. https://doi.org/10.1016/S0017-9310(00)00252-0
[19] Wang, H.Y., Zuo, D.W., Li, X.F., Chen, K.M., Huang, M.M. (2010). Effects of CeO2 nanoparticles on microstructure and properties of laser cladded NiCoCrAlY coatings. Journal of Rare Earths, 28(2): 246-250. https://doi.org/10.1016/S1002-0721(09)60089-2
[20] Fattahi, M., Nabhani, N., Rafiee, E., Nasibi, M., Ahmadi, E., Fattahi, Y. (2014). Effect of Ti-based inclusions and acicular ferrite on the corrosion performance of multipass weld metals. Materials Chemistry and Physics, 146(1-2): 105-112. https://doi.org/10.1016/j.matchemphys.2014.03.006
[21] Vimalraj, C. (2015). Weld joint characteristics by nano-materials addition. master thesis Lappeenranta university of technology LUT school of Energy Systems, LUT Mechanical Engineering. https://urn.fi/URN:NBN:fi-fe201505228802.
[22] Lu, S., Fujii, H., Sugiyama, H., Tanaka, M., Nogi, K. (2002). Weld penetration and Marangoni convection with oxide fluxes in GTA welding. Materials Transactions, 43(11): 2926-2931. https://doi.org/10.2320/matertrans.43.2926
[23] Kazemi, M., Aghakhani, M., Haghshenas-Jazi, E., Behmaneshfar, A. (2016). Optimization of the depth of penetration by welding input parameters in saw process using response surface methodology. Metallurgical and Materials Transactions B, 47(1): 714-719.
[24] Dabiri, A.R., Mojallal, R.Y., Ahmadi, E., Fattahi, M., Amirkhanlou, S., Fattahi, Y. (2015). Effect of ZrO2 nanoparticles on the impact properties of shielded metal arc welds. Materials Letters, 158: 325-328. https://doi.org/10.1016/j.matlet.2015.05.159
[25] Xie, X., Shen, J., Cheng, L., Li, Y., Pu, Y. (2015). Effects of nano-particles strengthening activating flux on the microstructures and mechanical properties of TIG welded AZ31 magnesium alloy joints. Materials & Design, 81: 31-38. https://doi.org/10.1016/j.matdes.2015.05.024
[26] Kalhor, A., Aghakhani, M. (2017). Experimental investigation and optimization analysis of weld penetration in SAW of mild steel plates of solar fin coated with TiO2/Cr2O3 nano-particles by fuzzy logic. Progress in Solar Energy and Engineering Systems, 1(1): 24-32.