Ildar Ganeev* | Khasan Karimov | Valeri Permyakov | Salavat Mudarisov | Eduard Khasanov
© 2022 IIETA. This article is published by IIETA and is licensed under the CC BY 4.0 license (http://creativecommons.org/licenses/by/4.0/).
OPEN ACCESS
Few studies have been devoted to mathematical modelling of the drying process of various crops using microwave drying units. The paper presents a mathematical model of the rapeseed drying process using electromagnetic microwave radiation based on heat calculations. The research aims at mathematical modelling of thermal processes of rapeseed heating when treated by electromagnetic microwave radiation. The computational and technological scheme of drying has been developed. According to the scheme, the drying process includes several cycles, which, in turn, consist of two stages. In the first stage, rapeseeds are heated to the desired temperature by applying electromagnetic microwave radiation. At this stage, there is an intensive release of moisture from rapeseeds, accumulating in the interseminal space. In the second stage, rapeseeds are blown off with atmospheric air to create a fluidized bed. The developed mathematical model allows predicting such parameters as the power of the microwave generator and fan depending on the drying unit capacity.
rapeseed drying, microwave drying, drying heat calculation, electromagnetic microwave radiation, drying unit
Rapeseed is currently one of the priority oilseeds on the world market. The interest in this crop is increasing due to its profitability. Rapeseed and rapeseed products are used in agriculture as animal feed and in various industries for the production of oil, cosmetics, and biofuels. Most of the harvested rapeseed has high humidity, which is more than 12%. However, the standard humidity for safe storage of rapeseed is 7.5-8%. Rapeseed storage at high humidity and temperature can lead to its damage and self-heating. Rapeseed storage at a relative humidity of 70%, seed humidity of 8.3%, and a temperature of 25℃ leads to mould fungi development. Therefore, the drying of rapeseed after harvesting is essential [1, 2].
There is no special machinery for rapeseed drying. In most cases, rapeseed drying is performed using machinery designed for drying grain crops. The machinery constructions are different, and their work is based on the convective method of heat supply.
Column, drum, on-floor dryers, and aerated bins are used for seed drying. Since rape seeds are small, grain dryers should be modified by pre-sealing and installing fine-meshed screens with high aerodynamic resistance, which negatively affects the overall energy consumption. The implementation of the low-temperature drying of rapeseed in convective dryers affects the increase in energy consumption. Since rape seeds give off moisture faster than cereals, they are more susceptible to fire. Thus, it is necessary to reduce the drying temperature to preserve seeds sowing qualities when the moisture decreases. Therefore, the productivity of convective dryers during rapeseed drying is 60-70% lower than grain drying. Researchers [3-5] of rapeseed drying also note the limited use and low efficiency of convective drying for freshly harvested rape seeds processing.
The search for other physical rapeseed drying methods that can significantly improve the drying efficiency and reduce losses caused by high temperatures and imperfect equipment is an urgent task today.
Today, there are many ways to improve grain drying efficiency and reduce the energy consumption necessary. Among them are the drying agent recirculation in the dryer, electro-activated air, vacuum drying, grain preheating, and electrophysical effect on the drying object [6-9].
The electrophysical effect on the drying object is of the highest interest due to several features such as environmental friendliness, high speed, and inertia-free drying process [10].
For reducing energy consumption for drying and contamination of the drying object with exhaust gases from solid fuel combustion, Wang et al. [11] developed an electric grain dryer 5HLN-R-50 with the drying agent internal circulation based on the analysis of enthalpy and drying agent humidity. The results obtained by the authors based on experimental data prove the effectiveness of the developed drying method, which allows reducing energy consumption by up to 48% compared to the existing methods. However, this dryer is inferior to modern drying machinery in terms of overall energy consumption and design complexity.
The use of batch drying is considered by Franco et al. [12] as one of the promising solutions for improving energy efficiency and product quality without increasing the cost of drying. The authors believe that using this drying method avoids possible damage (cracks and deformations), reduces costs (for energy), and provides better final product quality. Batch drying was simulated using a new liquid diffusion model based on the geometry of a prolate spheroid. Experimental data obtained during drying with a drying agent temperature of 40 and 70℃ and a lying period of 0 to 180 minutes were used to confirm the model's reliability. Research results have shown that the use of batch drying for unhulled rice has reduced the drying time compared to continuous drying. Besides, batch drying reduces the grain surface temperature, which minimizes its thermal damage. Numerical implementation of the model allowed obtaining information about moisture distribution inside the rice grain during the lying periods.
Alternation of grain heating and lying allows maintaining the grain quality, but the use of this method is limited due to the inability to process more significant amounts of grain. Moreover, the use of batch drying significantly increases the time of grain processing.
Another way to improve the efficiency of grain drying is through the use of a fluidized bed. Suherman and Susanto [13] proposed a mathematical modelling method of unhulled rice drying using a fluidized bed dryer. This study aims at determining the unhulled rice drying kinetics in the fluidized bed using thin-layer models, the value of the activation energy, the diffusion coefficient, and its dependence on temperatures. The authors concluded that the modified model is the most suitable for illustrating the kinetics of unhulled rice drying using a fluidized bed dryer. The diffusion coefficient values range from 1.033 x 10-8 to 2.198 x 10-8 m2 / s and will increase together with the drying temperature. Using the results of the graph of the diffusion coefficient dependence on the temperature, the value of the diffusion constant (Do), which is 8.529 10-6 m2/s, was obtained, and the resulting activation energy (Ea) is 18.11 kJ/mol.
Using a fluidized bed allows only to intensify external moisture transfer and ensure uniform heating of the material. However, it does not eliminate the main disadvantages of convective dryings, such as contamination of the dried material with fuel combustion products, a decrease in the quality of the material due to high temperatures, high heat retention of the drying process and an increase in its energy intensity as the humidity of the material decreases.
In recent years, due to the many advantages of interaction with food, equipment for processing food with ultra-high frequency electromagnetic microwave radiation has become widely used in various technological processes. The use of electromagnetic microwave radiation for drying seeds of crops is currently a promising but little-studied direction.
Many scientists today consider microwave heating to be an alternative to traditional convective heating [14-18]. Predominant differences in the use of microwave heating for drying grain from traditional heating is low heat retention, the increase in the drying speed due to the co-directional gradients of moisture content and temperature, an additional gradient of excess pressure in the material. Besides, heating the material and the dissipation occur only in the presence of moisture and depend on the dielectric and optical properties. Moreover, there is no local overheating of the material during microwave heating due to the heat dissipation volume. Since there is no coolant (gas, coal), the dried material is not contaminated. Finally, microwave heating units are characterized by simplicity and low metal content [15, 19, 20].
Mangalla et al. [20] studied combined drying using a solar dryer as a preheating device. Microwave heating was the primary method they used. The authors' research aims at studying the characteristics of microwave and solar drying of agricultural products, such as rice and potatoes, using a converted standard microwave oven and hot air from a solar collector.
The product's temperature and humidity measurements were performed at various microwave heating capacities (low, medium, and high) and different solar drying intensities. It is emphasized that the developed microwave-solar dryer provides excellent heating characteristics and the quality of the final product. Besides, the combination of solar and microwave heating increases drying speed and allows regulating the heating temperature and humidity changes.
Since internal processes predominate over external ones, the use of microwave heating for drying is limited. For maintaining a high speed and quality of the drying process, internal and external processes should run evenly. Therefore, it is necessary to improve the intensity of external processes or to increase heat and moisture exchange with the environment.
Shen et al. [21] performed work on continuous drying modelling. They analyzed the drying characteristics of sprouted brown rice (SBR) in a conveyor microwave dryer. The researchers had the task of developing a model that describes the continuous process of microwave drying in a conveyor dryer. They had to test the validity of the proposed model by comparing experimental data with the data obtained by the numerical implementation of the model. They also analyzed the nature of the transmission and absorption of microwave energy by an SBR grain layer during continuous microwave drying, taking into account the distribution of the electromagnetic field and the change in its strength. Finally, they identified the main features of continuous microwave SBR drying based on the analysis of propagation and absorption of microwave energy by a grain layer.
The research results have shown that continuous microwave drying of SBR grains includes several drying periods. By controlling and selecting microwave power for different drying periods, it becomes possible to significantly increase the efficiency of drying and reduce energy consumption. Analysis of continuous microwave grain drying helps better understand the heat and moisture transfer inside the SBR grain layer. The electromagnetic field uniformity in the grain layer and the amount of microwave power absorbed by the grain layer depends on the magnetrons' correct location. The speed of the conveyor belt affects the amount of microwave energy absorbed by the grain layer, determining the uniformity of grain heating. Besides, the conveyor's speed also affects the drying speed, the rate of moisture evaporation and its removal from the drying chamber and can effectively reduce both the excessive absorption of microwave energy and the synergistic effect of microwave heating. The developed model can be used to analyze continuous microwave drying and solve optimization problems to determine technological parameters and control the quality of drying granulated materials, such as sprouted brown rice grains.
The use of electromagnetic microwave radiation for grain heat treatment will allow the implementation of waste-free, intensive, energy-saving, and environmentally friendly technologies. However, today's live issue is creating new units and developing methods for estimating microwave and technological processes for heating materials.
Many researchers proved the possibility of using the energy of electromagnetic microwave radiation to dry crops [12, 14, 15, 22]. There are also many methods of microwave drying and microwave drying units. However, these technologies are completely new, and there are no technological recommendations for optimal drying process operating parameters [11, 13, 18, 21]. Few studies have been devoted to mathematical modelling of the drying process of various crops using microwave drying units.
Purpose of the research. The research aims at mathematical modelling of thermal processes of rapeseed heating when treated by electromagnetic microwave radiation.
Based on the review of the design and existing grain drying methods, the following technological parameters of this process were identified:
In the initial stages of drying, rape seeds must be heated by electromagnetic microwave radiation to the maximum permissible temperature, which contributes to the appearance of temperature and overpressure gradients in the seed, leading to moisture discharge.
The moisture discharged from the inner layers should be removed, and the seeds should be cooled. Thus, the grain layer is blown off with dry atmospheric air.
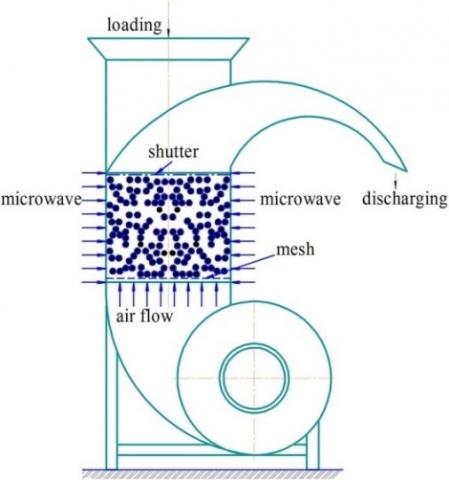
Based on the above, a technological scheme of barley seeds drying was developed (Figure 1).
Figure 1. Technological scheme of rapeseed drying
Wet seeds go from the hopper to the drying chamber, where they are subjected to microwave heating. Then they are blown off by atmospheric air, after which dry seeds are unloaded.
During grain heating by electromagnetic microwave radiation (microwave heating), a moisture content gradient grad(W) and a temperature gradient grad (t) appear, under the influence of which moisture from inside the grain comes out on its surface. Compared to traditional drying methods, the direction of both gradients coincides, which helps to intensify the drying process.
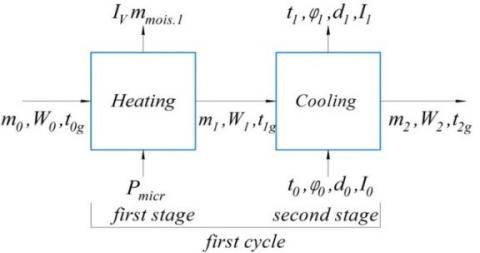
At the design stage of the drying unit, a computational scheme was developed (Figure 2).
Figure 2. Computational scheme of rapeseed drying
Raw grain with a mass $m_{0}(\mathrm{~kg})$, humidity $W_{0}(\%)$, and temperature $t_{0 g}\left({ }^{\circ} \mathrm{C}\right)$ is put into the drying chamber. At the first stage, the seeds are subjected to microwave heating $P_{\text {micr. }}$, when the grain temperature rises from $t_{0 g}$ to $t_{1 g}$. At the second stage, the seeds are blown off by atmospheric alr at the temperature $t_{0}$, relative moisture $\varphi_{0}$, moisture content $d_{0}$, and enthalpy $I_{0}$. While seeds are blown off, the released moisture is removed by an air stream, and seeds are cooled. At the outlet after the blow-off, the air parameters are $t_{1}, \varphi_{1}, d_{1}, I_{1} .$ The grain temperature is reduced from $t_{1 g}$ to $t_{2 g}$, humidity from $W_{1}$ to $W_{2}$ and weight from $m_{1}$ to $m_{2}$.
According to the developed scheme, the drying process consists of two stages: the first stage is microwave heating, and the second one is the removal of residual moisture and cooling of the material with atmospheric air.
In the first and second stages, the mathematical model of rapeseed drying is based on moisture, heat, and air balance.
2.1 Moisture and heat balance in the drying chamber during microwave heating (stage I)
Based on the developed technological and computational scheme (Figures 1, 2), the seeds are heated by microwave radiation in the drying chamber at the first stage of drying.
According to the matter conservation law, the raw grain mass $m_{0}$ is equal to the sum of the mass of the grain at the end of the first stage $m_{1}$ and the mass of moisture coming to the surface of the grain (in the interseminal space) $m_{\text {mois.1 }}$:
$m_{0}=m_{1}+m_{\text {mois.1}}$ (1)
Since the grain mass consists of the dry matter mass $m_{\text {c.subs. }}$ and the mass of moisture in the grain $m_{\text {mois. }}$, then:
$m_{0}=m_{\text {c.subs. }}+\frac{W_{0}}{100} m_{0}$, (2)
And
$m_{1}=m_{\text {c.subs. }}+\frac{W_{1}}{100} m_{1}$. (3)
The content of the grain dry matter changes little during drying and can be taken as a constant, i.e.:
$m_{\text {c.subs. } 1}=m_{\text {c.subs. } 2}$, (4)
Or
$m_{0}-\frac{W_{0}}{100} m_{0}=m_{1}-\frac{W_{1}}{100} m_{1}$, (5)
$\frac{m_{0}\left(100-W_{0}\right)}{100}=\frac{m_{1}\left(100-W_{1}\right)}{100}$. (6)
From equation (6) it follows that:
$m_{0}\left(100-W_{0}\right)=m_{1}\left(100-W_{1}\right)$. (7)
Then,
$m_{1}=m_{0} \frac{\left(100-W_{0}\right)}{\left(100-W_{1}\right)}$, (8)
$m_{0}=m_{1} \frac{\left(100-W_{1}\right)}{\left(100-W_{0}\right)}$, (9)
Substituting the values $m_{0}$ and $m_{1}$ from Eq. (8) and (9) in Eq. (1), it turns out that:
$m_{\text {mois.1 }}=m_{0}-m_{1}$, (10)
$m_{\text {mois. } 1}=m_{1} \frac{\left(100-W_{1}\right)}{\left(100-W_{0}\right)}-m_{1}$, (11)
$m_{\text {mois. } 1}=m_{0}-m_{0} \frac{\left(100-W_{0}\right)}{\left(100-W_{1}\right)}$. (12)
With manipulation, the following equation is obtained:
$m_{\text {mois. } 1}=m_{0} \frac{W_{0}-W_{1}}{100-W_{1}}=m_{1} \frac{W_{0}-W_{1}}{100-W_{0}}$. (13)
The moisture balance equation shows the equality between moisture arrival and consumption during the microwave heating process.
Moisture arrival. 1. The moisture that came into the drying chamber with raw seeds is expressed in $m_{0} \cdot \frac{W_{0}}{100}$ kg.
Moisture consumption. 1. The moisture remaining in the seeds by the end of the first stage is expressed as $m_{1} \cdot \frac{W_{1}}{100} \mathrm{~kg}$, and the amount of separated moisture as $m_{\text {mois.1 }}$ kg.
The moisture balance equation for the first stage is:
$m_{0} \cdot \frac{W_{0}}{100}=m_{1} \cdot \frac{W_{1}}{100}+m_{\text {mois.1 }}$. (14)
Next, the heat balance equation for the first stage is composed.
Heat arrival. 1. The amount of heat entering the drying chamber with seeds is equal to $m_{0} c_{0} t_{0 g}$ kJ,
where, $m_{0}, c_{0}, t_{0 g}$ are respectively the mass, specific heat capacity, and temperature of the seed entering the drying chamber.
m0 - raw seeds weight; kg
c0 - seed solids specific heat capacity; kJ/(kg *℃)
t0g - raw seeds temperature; ℃
The specific heat capacity of seeds is determined using the expression,
$c_{\mathrm{c}}=0.01\left[c_{0}\left(100-W_{0}\right)+c_{\text {mois. }} W_{0}\right]$, (15)
where,
$C_{0}$ is the specific heat capacity of dry matter of seeds;
$c_{\text {mois }}$.– specific heat capacity of water absorbed by seeds.
1. The power of electromagnetic microwave radiation is expressed by $P_{\text {micr. }}$ kW.
Heat consumption. 1. Amount of heat going with grain to the second stage $Q_{\text {пр }}=m_{1} c_{1} t_{13}$ kJ,
where, $m_{1}, c_{1}, t_{1 g}$ are the mass, specific heat capacity, and temperature of the seeds by the end of the first stage.
2. The amount of heat absorbed by water vapour – $I_{v} m_{\text {mois.1 }}$.
where $I_{v}$ is vapor enthalpy, kJ/kg;
3. Heat release to the environment $Q_{\text {rel. }}$ occurs through the walls of the drying chamber.
Since the drying chamber's size depends on the required capacity, the heat release through the drying chamber walls is calculated according to the well-known formula of heat transfer. This formula is the sum of the heat release through particular chamber sections or walls.
$Q_{\text {rel. }}=\sum \alpha S_{\text {surf. }} \Delta t_{\text {av }}$, (16)
where, $\alpha$ is the total heat transfer coefficient of the drying chamber wall; $k W /\left(\mathrm{m}^{2} \cdot{ }^{\circ} \mathrm{C}\right)$;
$S_{\text {surf. }}$ is the surface area of the drying chamber wall $\mathrm{m}^{2}$;
$\Delta t_{a v}-$ is the average temperature difference for the site $\Delta t_{a v}=t_{a v}-t_{w}$;
$t_{a v}-$ is the average temperature of rapeseed in the drying chamber.
Having determined the arrival and consumption of heat in the drying chamber during the first stage, an expanded heat balance equation can be composed:
$m_{0} c_{0} t_{0 g}+P_{\text {micr. }} \cdot \tau_{1}=m_{1} c_{1} t_{1 g}+Q_{\text {rel. }} \cdot \tau_{1}+I_{\text {rel. }} m_{\text {mois.1 }}$ (17)
where, $\tau_{1}$ is the time of the first stage, sec.
Eq. (17) allows predicting the necessary duration of the first stage depending on the power of the microwave radiating elements, the initial humidity of the material, and the required final humidity.
The power range of microwave electromagnetic radiation for rapeseed drying was determined experimentally. It was found that rapeseed drying using microwaves with unit power of more than 2 kW can lead to irreversible changes in the seed structure. Besides, long drying at a heating temperature of more than T = 60℃ can cause a decrease in the quality of the seeds.
Analysis of the quality indicators of rapeseed dried under various conditions showed that microwave drying does not significantly affect the seeds' total protein content. Based on the research results, power ranges were determined for various modes of seed drying. Thus, for rapeseed used for technical purposes, the microwave power P = 0.55...0.85 kW, seed heating temperature T = 60...70℃, exposure time of microwave heating te = 30...40 min. For seed material, the microwave power P = 0.6...0.85 kW, seed heating temperature T = 38...42℃, exposure time of microwave heating te = 20...30 min, and a rational drying mode at the initial seed humidity of 13...25%, recommended for production tests: the microwave power P = 600 W, seed heating temperature 50℃, exposure time of microwave heating te = 20 min [19, 23].
2.2 Balance of moisture, air, and heat in the drying chamber when removing moisture during the blow-off (stage II)
The parameters of seed cooling in the drying unit are calculated using the analytical method. Since the process of seeds blowing off in the drying chamber is accompanied by evaporation of residual moisture, the calculation of the second stage parameters is very similar to the calculation of the parameters in the drying chamber during the first stage also made using balance equations.
If $W_{2}$ is the humidity of seeds released from the drying chamber after blow-off expressed in per cent, and $m_{2}$ is the weight of seeds at the outlet expressed in kg, then the equation of the moisture balance of seeds during the cooling process can be conceived of as:
$m_{s}=m_{1} \cdot \frac{100-W_{1}}{100}=m_{2} \cdot \frac{100-W_{2}}{100}=$ const. (18)
The weight of the seeds at the outlet can be determined using this equation,
$m_{2}=m_{0} \cdot \frac{100-W_{0}}{100-W_{2}}=m_{1} \cdot \frac{100-W_{1}}{100-W_{2}}$. (19)
The amount of moisture evaporated during cooling is found using the formula:
$\begin{aligned} m_{\text {mois.2 }}=m_{1}-m_{2} &=m_{1}-m_{1} \cdot \frac{100-W_{1}}{100-W_{2}} =m_{1} \frac{100-W_{2}}{100-W_{2}}-m_{1} \frac{100-W_{1}}{100-W_{2}} =m_{1} \frac{W_{1}-W_{2}}{100-W_{2}} \end{aligned}$ (20)
Let $L_{x}$ be the dry flow rate necessary for cooling and expressed in kg/hour, and $d_{1}$-the moisture content of the removed exhaust air. Then the moisture balance equation for the second stage can be made.
$\frac{m_{1}}{\tau_{2}} \cdot \frac{W_{1}}{100}+L_{x} \cdot \frac{d_{0}}{1000}=\frac{m_{2}}{\tau_{2}} \cdot \frac{W_{2}}{100}+L_{x} \cdot \frac{d_{1}}{1000}$, (21)
where, $\tau_{2}$ is the time of seeds blowing off with atmospheric air, hour.
This implies:
$\frac{m_{1}}{\tau_{2}} \cdot \frac{W_{1}}{100}-\frac{m_{2}}{\tau_{2}} \cdot \frac{W_{2}}{100}=L_{x} \cdot \frac{d_{1}-d_{0}}{1000}$. (22)
But,
$\frac{m_{1}}{\tau_{2}} \cdot \frac{W_{1}}{100}-\frac{m_{2}}{\tau_{2}} \cdot \frac{W_{2}}{100}=\frac{m_{\text {mois.2 }}}{\tau_{2}}$, (23)
Therefore,
$\frac{m_{\text {mois.2 }}}{\tau_{2}}=L_{x} \cdot \frac{d_{1}-d_{0}}{1000}$. (24)
The dry air consumption per hour during blow-off is:
$L_{x}=\frac{m_{\text {mois. }} 2}{\tau_{2}} \cdot \frac{1000}{d_{1}-d_{0}}$. (25)
Specific dry air consumption during the blow-off, g/kg moisture:
$l_{x}=\frac{L_{x} \tau_{2}}{m_{\text {mois. } 2}}=\frac{1000}{d_{1}-d_{0}}$. (26)
The heat balance equation for the second stage is being worked out.
Let $t_{2}$ be the seeds' temperature at the outlet, and $I_{1}$ - the enthalpy of the exhaust air.
The amount of heat entering the cooling chamber with outer air is equal to $L_{x} I_{0} \mathrm{~kJ} /$ hour. The amount of heat that the air carries away coming out of the cooling chamber is $L_{x} I_{1}$ $\mathrm{kJ} /$ hour.
The amount of heat given up by the grain:
$Q_{p r_{\mathrm{x}}}=\frac{m_{2}}{\tau_{2}} \cdot c_{f}\left(t_{1 g}-t_{2 g}\right)$. (27)
The amount of heat entering the drying chamber with the seeds moisture is equal to $C_{\text {mois. }} \frac{m_{\text {mois. }}}{\tau_{2}} t_{1 g}$ kJ/h,
where, $C_{\text {mois. }}$ is the moisture heat capacity, 4.19 kJ/kg°C.
Heat loss to the environment through the walls of the cooling chamber:
$Q_{0 . a v_{x}}=F_{x} \cdot k_{x}\left(t_{a v}-t_{a i r}\right)$ (28)
where,
$F_{x}$ is the drying chamber surface in m2;
$k_{x}$– total heat transfer through the cooler walls, $\mathrm{KBT} /\left(\mathrm{M}^{2} \cdot{ }^{\circ} \mathrm{C}\right)$;
$t_{a v}-$ the average temperature of the grain in the cooler taken as $\frac{t_{13}+t_{23}}{2}$;
$t_{\text {air }}$ - indoor air temperature in ${ }^{\circ} \mathrm{C}$.
The equations above allow writing the heat balance equation for the second stage in the following form:
$L_{x} I_{0}+c_{\text {mois. }} \frac{m_{\text {mois. } 2}}{\tau_{2}} t_{1 g}+\frac{m_{2}}{\tau_{2}} \cdot c_{f}\left(t_{1 g}-t_{2 g}\right)=L_{x} I_{1}+Q_{\text {o.av }_{\mathrm{x}}} \cdot 3600$, (29)
This implies,
$L_{x} I_{0}-L_{x} I_{1}=\frac{Q_{0 . a v_{\mathrm{x}}}}{3600}-c_{m o i s .} \frac{m_{2}}{\tau_{2}} t_{23}-\frac{m_{2}}{\tau_{2}}\cdot c_{f}\left(t_{1 g}-t_{2 g}\right)$ (30)
$L_{x}=\frac{\frac{Q_{\text {o. av }_{\mathrm{X}}}}{3600}-c_{\text {mois. }} \frac{m_{\text {mois. }}}{\tau_{2}} t_{1 g}-\frac{m_{2}}{\tau_{2}} \cdot c_{f}\left(t_{1 g}-t_{2 g}\right)}{I_{0}-I_{1}}$, (31)
It should be noted that Eq. (31) should match with Eq. (25), i.e., the amount of air during blow-off should be sufficient to absorb moisture evaporated during cooling $m_{\text {mois. } 2}$ and grain temperature decrease from $t_{1 g}$ to $t_{2 g}$.
When calculating the fan power $N_{f}$, a higher value of the dry air consumption per hour $L_{x}$ is chosen.
Having the value of the dry air consumption per hour, the required fan power $N_{f}$ kW is determined [7]:
$N_{f}=\frac{\frac{L_{x}}{\text { pair }} p_{\text {fan }}}{3600 \cdot 1000 \eta_{f} \eta_{p} \eta_{k}}\quad,$ (32)
where,
$\rho_{\text {air }}$ is the density of dry air, $\mathrm{kg} \cdot \mathrm{m}^{3}$;
$p_{\text {fan }}$ - the total fan pressure during operation of the drying unit, PA;
$\eta_{f}$ - fan efficiency factor, $\left(\eta_{f}=0.6 \ldots 0.8\right)$;
$\eta_{p}$ - connection efficiency factor (when only one shaft works with the electric motor $\eta_{p}=1$ );
$\eta_{k}$ - bearings efficiency factor, $\left(\eta_{k}=0.8 \ldots 0.99\right)$.
A numerical implementation of the developed mathematical model was performed. Eq. (17) allowed determining the duration of the first stage (microwave heating) according to the selected drying parameters. The time required to heat the seeds to the maximum permissible temperature tg = 40...50℃, was τ1 = 5...10 minutes.
The graphs of seeds moisture changes were constructed, taking into account seeds' initial moisture and the duration of microwave heating (Figure 3).
Figure 3. Graphs of changes in seed moisture at the first stage at a microwave power of 0.85 kW. Initial seed moisture: 1- 21%; 2- 19%; 3- 17%
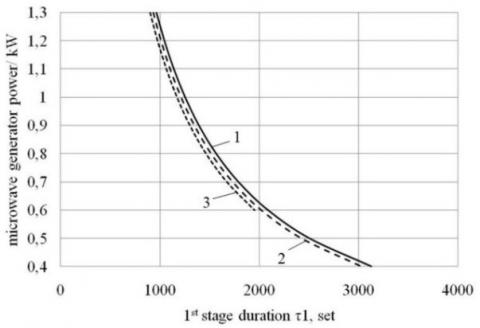
Eq. (17) also allowed predicting the power of microwave generators depending on the unit's performance. A graph of the microwave generators power dependence on the duration of the first stage was constructed for the selected unit performance (Figure 4).
Figure 4. Dependence of the microwave generators power on the first stage's duration at the initial humidity 1- 21%; 2- 19%; 3- 17% (2 % of moisture removal)
According to the graph in Figure 4, the power of microwave generators significantly affects the duration of the first drying stage. By increasing the power of microwave generators, the first stage is reduced due to faster seed heating. Other researchers also confirm that the correct selection of microwave generators' power can significantly increase drying efficiency [15, 21]. But the increase in the power of microwave generators is limited by the need to preserve the seeds' physiological and quality indicators.
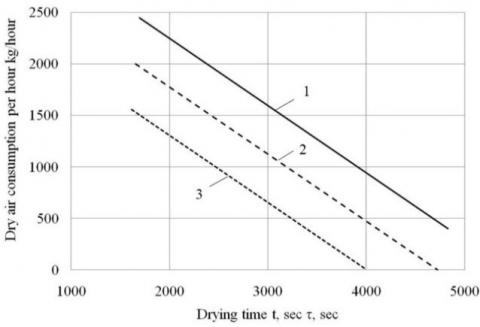
Numerical implementation of formulas (25) and (31) allowed determining the air consumption necessary for the second drying stage, $L_{x}$, which is in the range of 500...2500 kg/hour (Figure 5).
Figure 5. Dependence of the hourly dry air consumption on the duration of drying. Initial moisture: 1- 21%; 2- 19%; 3- 17%
The required fan power was determined using Eqns. (31) and (32).
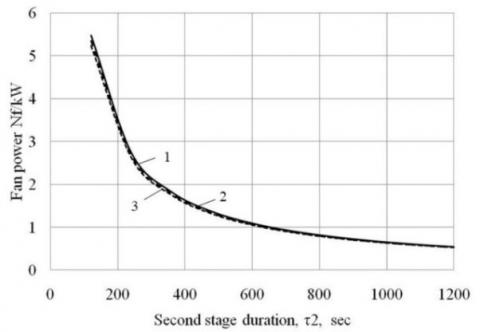
Figure 6. Dependence of the blow-off stage duration on the fan power (5% of moisture removal). Initial seed moisture 1- 21%; 2- 19%; 3- 17%
The graph in Figure 6 shows that the duration of the second stage of blow-off depends on the fan power and does not depend much on the initial moisture content of the seeds.
Using the results of numerical implementation of the formula (32) and taking into account a 10% margin, the range of required fan power equal to 1.2...1.8 kW was determined.
The section shape and the volume of the drying chamber should be taken into consideration when choosing a fan.
Figure 7. Dependence of specific heat consumption on the power of microwave generators
The graph in Figure 7 shows the dependence of the specific heat consumption on the power of microwave generators. The more powerful is the microwave radiation, the more intensive is the seed drying process. Powerful microwave radiation also contributes to the decrease in the specific heat consumption during the drying process. However, as described above, an excessive increase in microwave radiation power leads to the seeds' quality loss, which is unacceptable. The maximum permissible power of microwave radiation when drying rapeseed should not exceed 0.85 kW.
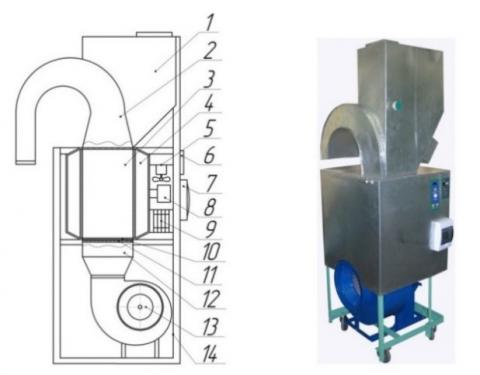
The technological drying scheme is implemented in a microwave drying unit designed at the Bashkir State Agrarian University. The novelty of the technology is confirmed by a patent for an invention of the Russian Federation. The diagram and photo of the drying unit are shown in Figure 8.
Figure 8. Microwave drying unit
Note: 1 – loading hopper; 2 – unloading device; 3 – drying chamber; 4 – resonating chamber; 5 – magnetron cooling system; 6 – control panel; 7 – start-protective unit; 8 – magnetron with waveguide; 9 – inverter; 10 – wireless radio-transparent mesh, 11 – screen grid; 12 – air duct unit; 13 – forcing fan; 14 – a structural frame
The microwave drying unit consists of a structural frame, a loading hopper, an unloading device, a forcing fan, a resonating and drying chamber, a waveguide, a magnetron with a cooling system, and an operating frequency of 2.45 GHz., a control panel, and a start-protective unit.
This microwave drying unit has a capacity of 0.3 t/h and is designed for drying rapeseed and other crops in small farms.
A mathematical model based on the balance of moisture, heat and air in a dryer unit was developed. The model allows predicting the range of necessary microwave generators power P= 0.55...1.4 kW depending on unit performance, initial moisture of the material, duration of heating, and the required final moisture content. The model also helps predict the amount of air necessary for the grain cooling and absorption of the moisture evaporated in the cooling process Lx= 500...1250 kg/h at the power range of the fan equal to Nf = 1.2...1.8 kW.
Based on the proposed mathematical model, a microwave drying unit with a capacity of 0.3 t/h was developed. When drying rapeseed in a microwave drying unit, the specific heat consumption is 4100 kJ/kg moisture, which is 1.1 times lower compared to a contact-convective type drying unit and 1.5 times lower compared to convective type dryers [6, 8, 9].
|
Do |
diffusion constant, m2/s |
|
Ea |
activation energy, kJ/mol |
[1] Matveev, D.O., Nagornov, S.A. (2008). Improvement of equipment for rapeseed drying. Agricultural Machines and Technologies, 4: 31-34.
[2] Rezchikov, V.A. (2001). Instruction for drying grain, oilseeds and operation of grain dryers. Publishing House Vn Iiz, Moscow.
[3] Crisp, J., Woods, J.L. (1994). The drying properties of rapeseed. Journal of Agricultural Engineering Research, 57(2):89-97. https://doi.org/10.1006/jaer.1994.1008
[4] Golubkovich, A.V., Mashkov, A.E., Marenkov, N.L. (1992). Drying of rapeseed and herbs in a fluidized bed dryer. Scientific and Technical Bulletin of All-Russia Scientific Research Institute for Agricultural Engineering, 85: 28-31.
[5] Patil, B.G., Ward, G.T. (1989). Heated air drying of rapeseed. Agricultural Mechanization in Asia, Africa, and Latin America, 20(4): 52-58.
[6] Aniskin, V.I., Rybaruk, V.A. (1972). Theory and technology of drying and temporary preservation of grain by active ventilation. Kolos, Moscow.
[7] Jokiniemi, H.T., Ahokas, J.M. (2014). Drying process optimization in a mixed-flow batch grain dryer. Biosystems Engineering, 121: 209-220. https://doi.org/10.1016/j.biosystemseng.2014.01.002
[8] Lykov, A.V. (1968). Theory of Drying: Textbook. Energiya, Moscow.
[9] Zhuravlev, A.P. (2000). Technology and technique of grain drying. Samara State Academy of Agriculture, Samara.
[10] Kaun, V.D. (2004). Speed of grain moisture flows in microwave processing. Mechanization and Electrification of Agriculture, 4: 6-8.
[11] Wang, G., Wu, W., Qiao, F., Fu, D., Liu, Z., Han, F. (2020). Research on an electric energy‐saving grain drying system with an internal circulation of the drying medium. Journal of Food Process Engineering, 43(9): e13476. https://doi.org/10.1111/jfpe.13476
[12] Franco, C.M., de Lima, A.G., Farias, V.S., da Silva, W.P. (2020). Modelling and experimentation of continuous and intermittent drying of rough rice grains. Heat and Mass Transfer, 56(3): 1003-1014. https://doi.org/10.1007/s00231-019-02773-0
[13] Suherman, S., Susanto, E.E. (2019). Mathematical modelling of paddy drying using fluidized bed dryer. IOP Conference Series: Materials Science and Engineering, 543: 012010.
[14] Béttega, R., Rosa, J.G., Corrêa, R.G., Freire, J.T. (2014). Comparison of carrot (Daucus carota) drying in the microwave and in vacuum microwave. Brazilian Journal of Chemical Engineering, 31(2): 403-412.
[15] Budnikov, D.A. (2020). Results of an experiment to determine energy-efficient grain drying modes using microwave radiation. Electrotechnology and Electrical Equipment in the Agro-Industrial Complex, 67(1): 22-27.
[16] Darvishi, H., Khoshtaghaza, H., Najafi, G., Zarein, M. (2013). Characteristics of sunflower seed drying and microwave energy consumption. International Agrophysics, 27(2): 127-132.
[17] Moreno, Á.H., Hernández, R., Ballesteros, I. (2017). Microwave drying of seeds of agricultural interest for Ecuador. Ampere Newsletter, 92: 28-32.
[18] Zhao, Y., Jiang, Y., Zheng, B., Zhuang, W., Zheng, Y., Tian, Y. (2017). Influence of microwave vacuum drying on glass transition temperature, gelatinization temperature, physical and chemical qualities of lotus seeds. Food Chemistry, 228: 167-176. https://doi.org/10.1016/j.foodchem.2017.01.141
[19] Ganeev, I., Karimov, K., Fayzrakhmanov, S., Masalimov, I., Permyakov, V. (2020). Intensification of the drying process of small seed oilseeds using microwave electromagnetic radiation. Acta Agriculturae Slovenica, 115(2): 261-271.
[20] Mangalla, L.K., Ahmad, L.O., Lolok, A., Delly, J., Kadir, Samhuddin, Kadir, A., Sudia, B., Pagiling, dan L. (2020). Experimental study on the performance characteristics of a microwave-solar heating dryer. IOP Conference Series: Materials Science and Engineering, 797: 012017.
[21] Shen, L., Zhu, Y., Liu, C., Wang, L., Liu, H., Kamruzzaman, M., Liu, C., Zhang, Y., Zheng, X. (2020). Modelling of moving drying process and analysis of drying characteristics for germinated brown rice under continuous microwave drying. Biosystems Engineering, 195: 64-88. https://doi.org/10.1016/j.biosystemseng.2020.05.002
[22] Li, Y., Zhang, T., Wu, C.L., Zhang, C.Q. (2014). Intermittent microwave drying of wheat (Triticum aestivum L.) seeds. Journal of Experimental Biology and Agricultural Sciences, 2(1): 32-36.
[23] Ganeev, I.R., Masalimov, I.K., Ianbaev, I.A., Faizrakhmanov, S.F. (2013). Physiological and biochemical state of rapeseed after drying with the use of electromagnetic radiation. Bulletin of the Russian Academy of Agricultural Sciences, 2: 86-87.