Effects of Heat Treatment System on Mechanical Strength and Crystallinity of CaO-MgO- Al2O3-SiO2 Glass-Ceramics Containing Coal Gangue and Iron Ore Tailings

Changlong Wang | Zhenzhen Ren | Yongchao Zheng* | Pengfei Ye | Kaifan Zhang | Xiaowei Cui
OPEN ACCESS
For comprehensive utilization of solid wastes, the CaO-MgO-Al2O3-SiO2 glass-ceramics have excellent mechanical properties were prepared the glass-ceramics were prepared with coal gangue and iron ore tailings by a modified melting method. Heat treatment consists of nucleation and crystallization, the best heat treatment in the experiment of coal gangue and iron ore tailings is as followed: nucleation temperature 780 oC and crystallization temperature 980 oC, the bending strength is up to 283.3 MPa. X-ray diffraction (XRD) shows that crystalline phase is augite, and the mechanical strength of coal-gangue/iron-ore-tailings glass-ceramics becomes higher as the crysallinity increased. While anorthite and diop- side become the crystalline phase, the whole strength greatly decreased. Differential scanning calorimetry (DSC) curve and bending strength curves indicate that, the optimum nucleation temperature is 38 oC higher than glass transition temperature, meanwhile the best crystallization tem- perature is 68 oC higher that the exothermic one. Scanning electron microscope (SEM) and transmission electron microscopy (TEM) demonstrate that there are two kinds of crystalline phase: one is disordered and arranged closed and other pearl chain-like. Both of arrangements are per- formed as 200 nm ~ 300 nm grains composed of 40 nm~60 nm submicroscopic particulate, which contributed to the high mechanical strength of coal-gangue/iron-ore-tailings glass-ceramics.
coal gangue, iron ore tailings, glass-ceramics, mechanical strength, crystallinity
In the past few decades, the world's industry has developed rapidly, and the development of industry is inseparable from mineral resources. During the exploiting of mineral resources and the dressing of ore, hazardous industrial solid wastes such as coal gangue and iron ore tailings have been produced in great amount [1]. While people are enjoying the industrial innovation brought by the energy sources, they are also suffering from problems such as arable land occupation, soil pollution, air pollution, and water pollution caused by the stockpiling of solid wastes [2-6].
China's energy structure is dominated by coal, which occupies more than 70% of the primary energy consumption. During the coal mining and ore dressing, coal gangue is produced in large quantity; according to different geological and mining conditions, the emission of coal gangue is about 10-15% of the coal production [7-9]. Most coal gangue is stored on land in the open air for long time. In China, by the end of 2018, the coal gangue stockpiled in coal mines had reached 5 billion tons, and this number is increasing by 150 to 200 million tons per year [10, 11]. The stockpiling of coal gangue occupies a large amount of land resources and seriously impacts the environment, espe- cially the weathering and spontaneous combustion of coal gangue, and the leaching of heavy metal ions would cause pollution to the atmos- phere, the surface water and the underground water [2-4]. The development of the iron and steel industry also produces iron ore tailings which is taking an increasing proportion in the industrial solid wastes. There are over 12,600 tailings reservoirs in China, and the stock of tailings in metal mines has reached more 16 billion tons, wherein the iron ore tailings account for 1/3 [12-14]. At present, the total stock of coal gangue and iron ore tailings in China is close to 10 billion tons, and their stockpiling exhibits a pressing environmental problem, so it is of great necessity to use them as resources. Many domestic and foreign research institutions and manufacturers have researched and reported on the utilization of coal gangue and iron ore tailings. Howev- er, most of these studies focused on the preparation of traditional low value-added building materials such as cement [15,16] and bricks [17,18]. Under normal circumstances, the main minerals in coal gangue and iron ore tailings are quartz and feldspar [19, 20], and their main chemical compositions are SiO2, Al2O3, Fe2O3, CaO, and minor oxides such as K2O and TiO2. These ingredients are necessary for preparing glass-ceramics. Compared with other industrial wastes and minerals such as fly ash, kaolin and andalusite, the SiO2 content in coal gangue and iron ore tailings is close to 70%, so coal gangue and iron ore tailings can be regarded as a kind of potential low-cost silicon source for the glass-ceramic industry. Glass-ceramics is a kind of fine- grained polycrystalline material, which is widely concerned and ap- plied due to its characteristics of high mechanical strength, corrosion resistance and wear resistance [21-23]. The production of traditional glass-ceramics is mainly based on chemical raw materials, which have high production costs and high resource and energy consumption [24]. Since slag glass-ceramics had been named Slagceram in 1965, using solid wastes as the main raw materials to produce glass-ceramics has become an important direction for the development of glass-ceramics [24]. The research of Wang et al. [25-27] showed that, direct casting and molding of molten coal gangue and iron ore tailings can be used to prepare CaO-MgO-Al2O3-SiO2 glass-ceramics after heat treatment.
The purpose of the heat treatment is to transform glass into glass- ceramics which can outperform the original glass. Glass-ceramics con- tain tiny crystals and have good mechanical properties [28]. The re- search of Denry et al. [29, 30] on the sodium and fluoride-containing tremolite glass-ceramics and fluoride-containing apatite glass-ceramics showed that, the optimal crystallization heat treatment yields the high- est strength, and the heating rate and heat treatment process directly affect the microstructure and crystallinity. Anusavice et al. [31] studied the effect of volume fraction of Li2O-Al2O3-CaO-SiO2 glass-ceramics on its mechanical properties, and concluded that the glass-ceramics achieved the maximum strength and fracture toughness when the crys- tallinity was 95%. Kim et al. [32] used fly ash to prepare Li2O-Al2O3- CaO-SiO2 glass-ceramics, and then investigated its various mechanical properties under different heat treatment methods, and derived the tem- perature-time-property curve suitable for the fly-ash glass-ceramics.
This study applies the melting method to prepare the coal- gangue/iron-ore-tailings glass-ceramics, and adopted differential scan- ning calorimetry (DSC), X-ray diffraction (XRD), scanning electron microscope (SEM), transmission electron microscopy (TEM) and other test methods to study the impact of different heat treatment methods on the crystallization, microstructure and mechanical properties of the coal-gangue/iron-ore-tailings glass-ceramics prepared by the melting- casting method. The paper aims to provide theoretical and technical basis for the preparation of Li2O-Al2O3-CaO-SiO2 glass-ceramics using coal gangue and iron ore tailings.
2.1 Experimental materials
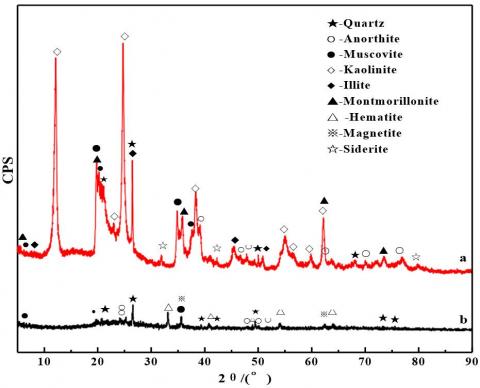
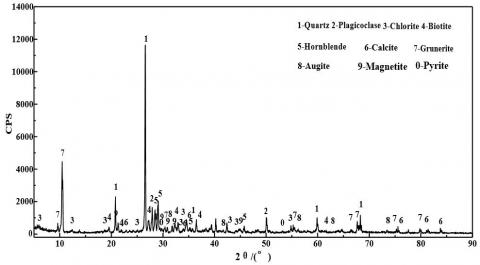
The chemical composition of the coal gangue and iron ore tailings used in the test is shown in Table 1. The coal gangue was crushed to -2 mm and then ground by a ball mill, after that the fineness of the coal gangue was 0.08 mm, and the residue after screened by a square-hole sieve was less than 8%; then it was calcined at 800 oC for 2 h to remove organic impurities. From Table 1 we can know that, the total SiO2 and Al2O3 con- tent in coal gangue and iron ore tailings was 85.05% and 76.64% respectively, both were high silicon aluminum content materials. The raw materials contained a certain amount of TiO2, which had provided conditions for the nucleation of glass- ceramic crystals without the need for adding nucleation agent. Fig. 1 and Fig. 2 are XRD spectras of coal gangue and iron ore tailings. It can be seen from the Fig. 1 that the mineral compo- nents of the calcined coal gangue were mainly quartz and anor- thite, accompanied by a small amount of muscovite, hematite, and magnetite. The mineral composition of iron ore tailings was mainly quartz, accompanied by hornblende and anorthite, etc. In order to improve the usability and processing property of glass- ceramics, based on the raw materials of coal gangue and iron ore tailings, SiO2 and Al2O3 was added as component modifier; sodium nitrate, arsenic oxide, and a small amount of zirconia was added as clarifying agent (all materials were Analytic Rea- gents produced by Sinopharm Chemical Reagent Co., Ltd.). The chemical composition of the base glass after quenching and tem- pering is shown in Table 1.
Figure 1. XRD spectrum of coal gangue a— undisturbed coal gangue, b—coal gangue calcinated at 800 oC for 2 h
Figure 2. XRD spectrum of iron ore tailings
Table 1. Chemical composition of coal gangue, iron ore tailings and glass (wt.%)
|
Materials |
SiO2 |
Al2O3 |
FexOy |
MgO |
CaO |
Na2O |
TiO2 |
Sb2O3 |
ZrO2 |
Others |
|
Coal gangue calcinated at 800 oC |
62.45 |
16.90 |
3.31 |
5.87 |
6.29 |
1.40 |
1.45 |
0 |
0 |
1.19 |
|
Iron ore tailings |
54.41 |
7.99 |
19.59 |
5.75 |
5.06 |
0.98 |
0.19 |
0 |
0 |
2.90 |
|
Parent glass |
48.29 |
12.19 |
4.88 |
14.48 |
15.81 |
1.05 |
0.98 |
0.40 |
0.76 |
1.16 |
*FexOy FeO and Fe2O3
2.2 Experimental methods
The coal gangue was crushed to <2 mm and dried until the moisture content was below 1%, then it was ground by a SMφ500 mm×500 mm laboratory ball mill, the load of the mill was 5 kg, the fitness of coal gangue was 0.08mm after grinding, and the residue after screened by a square-hole sieve was less than 8%, then it was calcined in a CD- 1400X muffle furnace (the calcination temperature was 800 oC, then the sample was kept at a constant temperature for 3 h).
In this experiment, calcined coal gangue, iron ore tailings, composi- tion modifier, clarifying agent, and other raw materials of a certain ratio was placed in a corundum crucible and put into the CD-1700X muffle furnace, the temperature was raised to 1500 oC with a heating rate of 1 oC·min-1, and then hold for 4 h to make the molten slurry fully clarified and homogenized. First, a small amount of molten slurry was quenched with cold water to obtain water-quenched glass parti- cles, which were dried and ground to obtain the basic glass powder (particle size was less than 0.074 mm) as the DSC sample. Then the remaining homogeneous slurry was cast into large cubes with the size of 12 cm × 12 cm × 4 cm, and all were put into the 650 °C crystalliza- tion furnace for 5 h, then the temperature was cooled with a rate of 1 oC·min-1 to the room temperature so as to eliminate the internal stress in the glass.
The glass blocks were cut and ground into 6 mm×10 mm×40 mm long oblong test pieces. Under the conditions of different nucleation temperature (680 °C, 730 °C, 780 °C, 830 °C), nucleation time (10 h, 20 h, 30 h), different crystallization temperature (930 °C, 980 °C, 1030°C, 1080 °C), and different crystallization time (1 h, 2 h, 3 h), all test pieces were subject to the flexural strength tests. For each group of strength test, 4 test blocks were tested to obtain the accurate strength range.
In the experiment, the strength test was conducted according to the GB/T6569-2006 Fine Ceramics (Advanced Ceramics, Advanced Tech- nical Ceramics) - Test Method for Flexural Strength of Monolithic Ceramics at Room Temperature, the flexural strength was tested by an electronic universal testing machine (type: GWKZ/17), and the DSC curve of the basic glass powder was tested using a German-made inte- grated thermal analyzer (type: STA 409C/CD Netzsch Gerätebau GmbH, selb). During the test, under an argon protective atmosphere, the temperature was set from the room temperature to 1000 °C, and the heating rate was 10 oC·min-1. For the XRD analysis, this experiment adopted the M21X ultra-high-power X-ray diffractometer produced by Japan MAC Science Co., Ltd., the rated tube voltage was 20~60 kV, the maximum rated current was 500mA, the scanning speed was 4o·min-1, the scanning range was 10o-90o, step size was 0.02o, and the target was Cu target. For the micro morphology analysis of the glass- ceramics, ZEISS SUPRATM55 field emission scanning electron micro- scope (SEM) was adopted, the magnification was 6~1,000,000X, and the acceleration voltage was 0.02~30 KV. For the analysis of the or- ganization structure and crystal structure of glass-ceramics, Tecnai- G2-F30 FEI transmission electron microscope was adopted, the mag- nification was 60~1,000,000X, the acceleration voltage was 50~300 KV.
The heat treatment systems of glass-ceramics include the nucleation heat treatment system and the crystallization heat treatment system. Through nucleation heat treatment, glass substrate can generate a large quantity of tiny crystal nuclei, which is a prerequisite for the growth of glass-ceramics. Fig. 3 shows the impact of heat treatment systems on the flexural strength of glass-ceramics prepared from coal gangue and iron ore tailings. After the test blocks had been heat-treated at a nuclea- tion temperature of 980 °C for 1 hour, the influence of nucleation tem- perature and nucleation time on the flexural strength of glass-ceramics was tested and shown in Fig. 3(a) and Fig. 3(b), we can see from the figures that the optimal nucleation temperature was 780 °C, and the optimal nucleation time was 20 h. The role of crystallization heat treat- ment is to provide impetus for the growth of crystal nuclei of glass- ceramics and form huge amount of glass-ceramics crystals, thereby producing glass ceramics with excellent properties. After the test blocks had been heat-treated at a crystallization temperature of 780 °C for 20 hours, the influence of crystallization temperature and crystalli-zation time on the flexural strength of the glass-ceramics was tested and shown in Fig. 3 (c) and 3 (d), we can see from the figures that the optimal crystallization temperature was 980 °C and the optimal crystal- lization time was 1 h. The flexural strength of the glass-ceramics pre- pared from coal gangue and iron ore tailings can reach 283.3 MPa under the optimal heat treatment system.
Flexural strength is one of the most important indicators of mechani- cal strength. Since this method is easy to prepare and the test results are accurate, reliable, and not too discrete, the method has been widely used [28]. Of course, in engineering, other parameters need to be con- sidered as well, such as the compressive strength, the impact strength and the acid (alkali) resistance. Under the optimal heat treatment sys- tem, all mechanical properties of glass-ceramics are shown as Table 2.
Similar to cast stone, sintered glass-ceramic plates and natural gran- ite, the coal-gangue/iron-ore-tailings glass-ceramics prepared by the casting method is also a kind of brittle material. Due to its characteris- tics of high elastic modulus, dense, and bubble-free, the glass-ceramics prepared from coal gangue and iron ore tailings has better mechanical properties. The corrosion resistance of the glass-ceramics prepared from coal gangue and iron ore tailings was tested using the sulfuric acid solution and sodium hydroxide solution, and the results reached more than 99%.
Figure 3. Effect of heat treatment on the bending strength of coal-gangue/iron-ore-tailings glass-ceramics. (a)-Effect of nucleation temperature on bending strength of glass-ceramics, (b)-Effect of nucleation time on bending strength of glass-ceramics, (c)-Effect of crystallization temperature on bending strength of glass-ceramics, (d)-Effect of crystallization time on bending strength of glass-ceramics.
Table 2. Mechanical properties and corrosion resistance of coal-gangue/iron-ore-tailings glass-ceramics
|
|
Compressive strength / MPa |
Bending strength / MPa |
|
|
Acid (base) resistance |
||
|
Index |
Impact tough- ness /KJ·m-2 |
Abrasion loss / g·cm-2 |
Sulfuric acid solution (density 1.84g·cm -3) |
Sulfuric acid solution (mass fraction 0.20) |
Sodium hydroxide solution (mass fraction 0.20) |
||
|
glass ceramic (casting method) |
990±210 |
283.3±25 |
3.00±1.00 |
0.019±0.01 |
99.5% |
99.2% |
99.2% |
|
Cast stone |
588 |
63.7 |
1.57 |
0.09 |
|
96% |
98% |
|
Sintered glass ceramic plate |
118~549 |
40~50 |
— |
0.245 |
|
|
|
|
Natural granite |
59~294 |
9~15 |
-— |
1.0~1.3 |
|
|
|
3.1 Thermal analysis and composition of coalgangue/iron-ore-tailings glass-ceramics
Heat treatment is the key process for the formation of crystal phase of glass-ceramics. To some extent, the two stages of nucleation and crystallization can proceed simultaneously. In the nucleation stage, the crystal nucleus formation temperature was relatively low, the crystalli- zation stage was mainly crystal precipitation, and the crystals grew at the same time. At this time, the temperature was relatively high, so the thermodynamic state of the glass during the heat treatment was not stable, it transformed from the glass state to the crystalline state, and accompanied by energy release [24]. Through the endother- mic/exothermic temperature and the size of the effect in the DSC, the physical and chemical reactions of substances and heat could be measured accurately, which provides an important basis for the determina- tion of the nucleation and crystallization temperature of glass-ceramics [24]. The water-quenched glass powder prepared from the molten slur- ry of coal-gangue/iron-tailings glass-ceramics was ground and subject- ed to DSC analysis, and the obtained thermal analysis curve is shown in Fig. 4. There are two obvious heat-related reactions on the DSC curve: the endothermic reaction at 742 ℃ and the exothermic reaction at 912 ℃. The endothermic phenomenon at 742 ℃ was not caused by the nucleation endotherm, but by the transition temperature, which is the softening deformation of the basic glass powder as its microstruc- ture undergoes rearrangement during the heat treatment. In fact, the glass transition temperature is a temperature range from about 700 °C to 800 °C. 912 °C is the exothermic reaction of crystal precipitation, by calculating the exothermic peak area, the heat release of crystal precip- itation was obtained to be 91.26 J·g-1.
Figure 4. DSC curve of water quenched slag
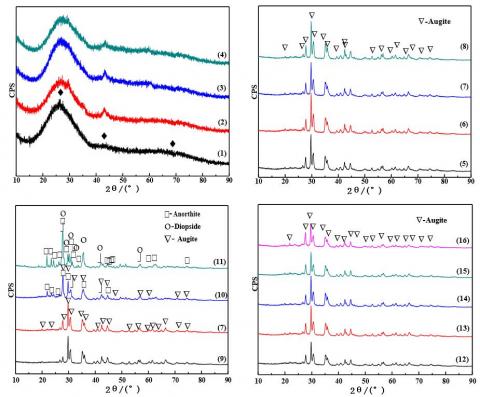
In Fig. 5, (1) is the XRD curve of water-quenched slag, it has three different diffraction bulge-shaped peaks. Curves (2)~(4) are glass sub- strates obtained by different heat preservation treatment methods, and the XRD curves at 29° and 43° each contain small crystal peaks. Curves (5)~(16) are the coal-gangue/iron-ore-tailings glass-ceramics prepared by the glass substrate of curve (4) through different heat treat- ment systems, which are consistent with Table 3. The XRD analysis of Curve (10) shows that its crystalline phase is anorthite and diopside of similar contents. The XRD analysis of Curve (11) shows that its main crystalline phase is anorthite (Ca,Na)(Si,Al)4O8, with a small amount of diopside. The XRD analysis of Curves (5)~(9) and (12)~(16) shows that the crystalline phase is ordinary pyroxene.
Figure 5. XRD pattern of coal and iron ore tailings glass-ceramics under different heat treatment systems
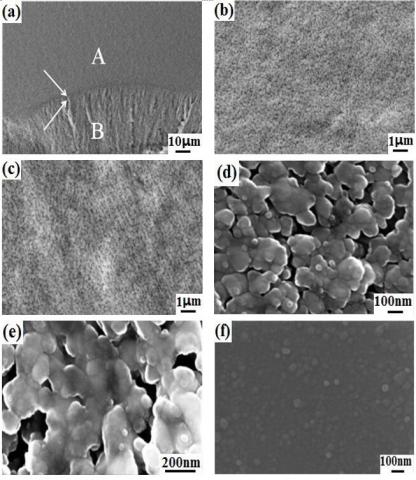
Figure 6. SEM photographs of coal-gangue/iron-ore-tailings glass-ceramics and water-quenched slag, (a)~(e) -glass-ceramics, (f)- water-quenched slag.
The coal-gangue/iron-ore-tailings glass-ceramics has a nano-sized microstructure. The cross-section of the glass-ceramics was corroded with 1% HF solution, then washed, dried, and sprayed with carbon. As shown in Fig. 6, (a)~(e) are SEM graphs of the coal-gangue/iron-ore- tailings glass-ceramics with granular crystal structures, wherein Fig. 6(a) shows the crystalline grains of ordinary pyroxene and anorthite with two different arrangement methods, they are located in the inside region A and the region B which is adjacent to the outside. There is a clear boundary between region A and region B. The grains in region A are disorderly arranged and closely packed, while the grains in region B are like pearls and arranged orderly in chains. Fig. 6 (b) and Fig. 6(d) are 10x and 100x enlarged photos of region A, and Fig. 6 (c) and Fig. 6 (e) are 10x and 100x enlarged photos of region B, respectively. It can be seen that the crystal structures of augite (region A) and anor- thite (region B) are quite similar, the sizes are not much different, which is about 200 nm~300 nm. From the highly-magnified images we can know that, whether it is ordinary pyroxene or anorthite, the crystals were composed of a large number of crystal grains. From the Rietveld's full spectrum fitting we can know that [25, 33], the grain size of ordinary pyroxene is 24 nm~32 nm, while the grain size of anorthite is about 24 nm~42 nm. Under the same conditions, the grain size of anorthite is larger than that of augite.
Figure 6(f) is a SEM photo of the glass substrate of the prepared glass-ceramics. The water-quenched slag contained a large number of tiny particles with the size of about 30nm to 40 nm. From the XRD analysis in Figure 5, it can be determined that the tiny particles are crystalline phase that that had not agglomerated. The crystalline phase was large in quantity and distributed inside the water-quenched slag, indicating that the coal-gangue/iron-ore-tailings glass-ceramics has a good ability in crystal precipitation, a large number of tiny crystals had already precipitated during the cooling process of casting, and a few grown crystals could be found under SEM.
Figure 7. TEM photographs of coal-gangue/iron-ore-tailings glass-ceramics
Using TEM, we can analyze the organization structure, crystal struc- ture, chemical composition, and other information of the coal- gangue/iron-ore-tailings glass-ceramics. Fig. 7 are TEM photos of the coal-gangue/iron-ore-tailings glass-ceramics. The grain size in Fig. 7(a) and Fig. 7(c) is approximately 30 nm~50 nm, which is basically the same with the results obtained in the Rietveld full spectrum fitting [25, 33]. TEM photos show that the crystal grains of the coal- gangue/iron-ore-tailings glass-ceramics had two forms: one scattered separately in the glass (as shown in Fig 7(a)); the other clustered to- gether and constituted ordinary crystals (as shown in Fig. 7(c)). Fig. 7(b) is the diffraction spots of the selected region shown in Fig. 7(b), the diffraction spots indicate that the material is augite, which is con- sistent with the analysis results of Fig. 5 and Fig. 6.
3.2 Heat treatment system, mechanical strength and crystallinity
Crystallinity describes the completeness of the crystallization of a substance. The process of a substance transforming from complete non-crystals to crystals is continuous. Ideal crystals produce diffraction and ideal non-crystals produce incoherent scattering. When crystals take the majority in the sample, the diffraction is enhanced and the incoherent scattering is weakened, so the crystallinity is higher; other- wise, the crystallinity is lower [34].
Table 3. Relationship between bending strength and crystallinity of water-quenched slag, glass-matrix and glass-ceramics under different heat treat- ment systems
|
Number |
Heat treatment system |
Main crystal phase |
Secondary crystal phase |
Glass phase peak /2θ |
bending strength /MPa |
Crystallinity / % |
Fitting error R/% |
|
(1) |
water quenching slag |
—— |
--—— |
26.050°/42.675°/70.025° |
—— |
—— |
4.06 |
|
(2) |
glass substrate, 500 ℃/5 h |
—— |
—— |
26.752°/43.061°/71.752° |
57.1 |
3.06 |
5.16 |
|
(3) |
glass substrate, 600 ℃/5 h |
—— |
—— |
26.270°/58.083° |
68.9 |
3.16 |
5.44 |
|
(4) |
glass substrate, 650 ℃/5 h |
—— |
—— |
26.614°/63.409° |
70.3 |
3.55 |
6.30 |
|
(5) |
nucleation 680 ℃/1 h, crystallization 980 ℃/1 h |
augite |
—— |
23.978° |
254.7 |
86.88 |
5.57 |
|
(6) |
nucleation 730 ℃/1 h, crystallization 980 ℃/1 h |
augite |
—— |
22.480° |
261.1 |
84.76 |
4.51 |
|
(7) |
nucleation 780 ℃/1 h, crystallization 980 ℃/1 h |
augite |
—— |
23.834° |
269.2 |
91.17 |
5.43 |
|
(8) |
nucleation 830 ℃/1 h, crystallization 980 ℃/1 h |
augite |
—— |
24.383° |
260.6 |
90.33 |
5.98 |
|
(9) |
nucleation 780 ℃/1 h, crystallization 930 ℃/1 h |
augite |
—— |
24.833° |
198.1 |
76.95 |
5.01 |
|
(10) |
nucleation 780 ℃/1 h, crystallization 1030 ℃/1 h |
anorthite |
diopside |
20.554°/59.385° |
134.3 |
82.37 |
5.82 |
|
(11) |
nucleation 780 ℃/1 h, crystallization 1080 ℃/1 h |
anorthite |
diopside |
59.385° |
88.6 |
93.33 |
5.03 |
|
(12) |
nucleation 780 ℃/10 h, crystallization 980 ℃/1 h |
augite |
—— |
23.800° |
217.8 |
89.10 |
4.48 |
|
(13) |
nucleation 780 ℃/20 h, crystallization 980 ℃/1 h |
augite |
—— |
23.768° |
282.3 |
89.19 |
6.54 |
|
(14) |
nucleation 780 ℃/30 h, crystallization 980 ℃/1 h |
augite |
—— |
23.935°/59.270° |
269.1 |
81.99 |
5.30 |
|
(15) |
nucleation 780 ℃/1 h, crystallization 980 ℃/2 h |
augite |
—— |
22.627° |
226.8 |
79.92 |
4.99 |
|
(16) |
nucleation 780 ℃/1 h, crystallization 980 ℃/3 h |
augite |
—— |
24.007°/59.632° |
213.9 |
79.75 |
6.16 |
Note:The ratio of anorthite to Diopside in No. 10 is about 1:1.
After the glass substrate had been subject to nucleation and crystalli- zation treatment, the quantity, volume, and crystallinity of the crystals all increased continuously. As shown in Table 3, the crystallinity of glass substrate (4) was only 3.55%, after it was subject to heat treat- ment system, the crystallinity of glass No. (13) had increased to 89.19%. In addition, the increment of crystallinity is consistent with the improvement of the mechanical strength of glass-ceramics.
As shown in Table 3, (1) is the water-quenched slag obtained through the quenching of molten coal-gangue/iron-ore-tailings glass- ceramics; (2)~(4) are the glass substrates of the molten slurry after it was casted at room temperature, placed in a muffle furnace at 500 °C, 600 °C, 650 °C and hold for 5 h, and then cooled to room temperature at a rate of 1 °C·min-1. Glass-ceramics No. (5)~(16) were prepared from glass substrate No. 4 through different heat treatment systems.
For glass-substrates (2)~(4), as the holding temperature increased, the flexural strength increased with the crystallinity. Due to the low crystallinity, the flexural strength was about 70MPa. For the glass- ceramics No. (5)~(16) prepared by changing the nucleation and crys- tallization systems, the flexural strength is shown as Fig. 1. For No. (5)~(8), (12)~(14), (13) and (15)~(16), the trends of flexural strength and crystallinity were basically the same (except the crystallinity of glass-ceramics No. 5 was slightly higher than that of No. 6). From this, it can be seen that the greater the crystallinity, the higher the mechani- cal strength of the glass-ceramics. However, for No. (7) and No. (9)~(11), the relationship between flexural strength and crystallinity did not conform to this law. Although the crystallinity of No. (11) glass-ceramics was 93.33%, its flexural strength was only 88.6 MPa. This is because the crystallization temperature at this time reached 1080°C, and the main internal crystal phase had transformed from ordinary pyroxene to anorthite, thereby causing a reduction in the me- chanical properties. In summary, the mechanical properties of glass- ceramics are determined by the crystallinity and the type of the main crystal phase.
3.3 Heat treatment system curve
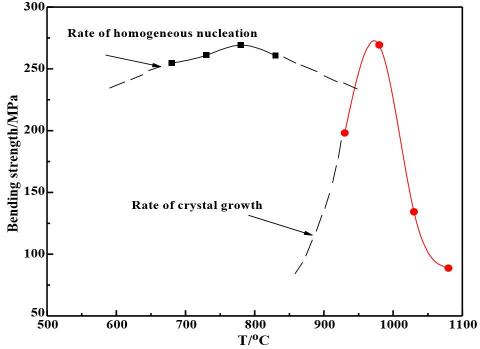
Tamman et al. [35] believe that below the metastable region, the crystallization process is controlled by two factors: the crystal nuclea- tion rate and the crystal growth rate. The curve of mechanical proper- ties of glass-ceramics is consistent with the curves of the crystal nucleation rate and the crystal growth rate, so the two rates can be derived as shown in Figure 8. The dotted line in the figure was extended from the curve. Since a large number of crystal nuclei were formed during the cooling process, the nucleation rate shown in Fig. 8 is different from the theoretical nucleation rate. However, the rate curve in Fig. 8 has an important guiding significance for the test projects.
Figure 8. Nucleation and crystal growth curve of coal-gangue/iron- ore-tailings glass-ceramics
Table 4. Chemical compositions of raw materials
|
Number |
Heat treatment system |
Bending strength /MPa |
|
7 |
650 ℃ glass-substrate, 780 ℃ nucleation for 1 h, 980 ℃ crystallization for 1 h |
270±26 |
|
5 |
650 ℃ glass-substrate, 680 ℃ nucleation for 1 h, 980 ℃ crystallization for 1 h |
255±17 |
|
13 |
650 ℃ glass-substrate, 780 ℃ nucleation for 20 h, 980 ℃ crystallization for 1 h |
280±25 |
|
17 |
temperature rise from 650 ℃ to 980 ℃ at 5 ℃·min-1, crystallization at 980 ℃ for 1 h |
240±28 |
|
18 |
No.7 glass-ceramics, remove the black skin |
75.14 |
|
19 |
No.7 glass-ceramics, remove the black skin and keep at 650 ℃ for 5 min |
147.48 |
|
20 |
No.7 glass-ceramics, remove the black skin and keep at 650 ℃ for 5 h |
247.08 |
The peak of the nucleation rate curve was broader than that of the crystal growth curve, this indicates that the mechanical strength of the coal-gangue/iron-ore-tailings glass-ceramics was not sensitive to the nucleation temperature. The nucleation temperature was changed with- in a wide temperature range; however, its mechanical strength was high still. As shown in Table 4, for glass substrates processed by same crystallization treatment, the flexural strength reached the maximum when the nucleation process was taken place at 780 °C for 20 h. Both the flexural strength of 780 °C/1 h nucleation process and the flexural strength of 680 °C/1 h nucleation process was slightly lower than the maximum flexural strength. The glass substrate was heated from 650 °C to 980 °C with a constant heating rate of 5 °C·min-1 and crystallized for 1h, the flexural strength still reached 240 MPa. From this, it can be known that in the test projects, the nucleation temperature can be ad- justed widely, and high-strength glass-ceramics could still be pro- duced.
The crystal phase of the coal-gangue/iron-ore-tailings glass-ceramics was surrounded by the "black skin" crystal phase that was like pearls arranged in chains. To investigate the influence of this “black skin” crystal phase on the mechanical strength of glass-ceramics, as the No. 18 shown in Table 4, the "black skin" on the surface was removed by a polishing machine, and the flexural strength was measured to be only 75.14 MPa. However, if the peeled coal-gangue/iron-ore-tailings glass- ceramics was placed in a muffle furnace and heated to 650 °C and hold for 5 min and 5 h, the flexural strengths measured were 147.48 MPa and 247.08 MPa, respectively.
Although the flexural strength of the peeled coal-gangue/iron-ore- tailings glass-ceramics had reduced greatly, this did not mean that the crystal phase of the pearl-chain arrangement can improve the overall mechanical strength of the coal-gangue/iron-ore-tailings glass- ceramics. This is because during the removal of the "black skin", a large number of microcracks were introduced on the surface of the glass-ceramic test blocks, resulting in a serious reduction in strength. The mechanical strength of glass-ceramics is controlled by the distri- bution and severity of the microcracks on the surface [28, 36]. Placing the glass-ceramics in a 650 °C environment and extending the holding time at the same time can greatly reduce the effect of the microcracks on reducing the mechanical strength of the coal-gangue/iron-ore- tailings glass-ceramics. In Table 4, the flexural strength of No. 20 test (under the condition of 650 °C environment and 5 h holding time) could reach 247.08 MPa, which was close to 269.2 MPa, the flexural strength of No. 7 glass-ceramics which had not been subject to any treatment.
(1) Under different heat treatment systems, the nucleation rate curve and crystal formation rate curve of the coal-gangue/iron-ore-tailings glass-ceramics can be obtained through the flexural strength test. Since the molten slurry is easily crystallized to form a large number of tiny crystal nuclei when it is cooled to form glass substrates, the nucleation speed curve can be changed within a wide temperature range, and glass-ceramics with high mechanical strength can still be produced.
(2) Both the crystallinity and the type of crystal phase are important factors affecting the mechanical strength of the coal-gangue/iron-ore- tailings glass-ceramics. When the crystal phase of glass-ceramics is ordinary pyroxene, the mechanical strength of the coal-gangue/iron- ore-tailings glass-ceramics has the same trend with the crystallinity. When the main crystal phase of glass-ceramics is anorthite, the coal- gangue/iron-ore-tailings glass-ceramics has the highest crystallinity and a lower mechanical strength.
(3) The heat treatment system can affect the severity of microcracks on the surface of the coal-gangue/iron-ore-tailings glass-ceramics. By keeping it at a higher temperature for a certain period of time, the dam- age of the microcracks could be weakened, and the mechanical strength of the coal-gangue/iron-ore-tailings glass-ceramics could be improved.
The authors gratefully acknowledge financial support from China Postdoctoral Science Foundation (2016M602082), supported by Natu- ral Science Foundation of Hebei Province (E2018402119), supported by Natural Science Foundation of Shaanxi Province (2019JLM-49), supported by Shaanxi Science and Technology Benefit People Project (2018ZY-HM-01), supported by Science and Technology Research Project of Higher Education Universities in Hebei Province (ZD2016014, QN2016115), supported by Comprehensive Utilization of Tailing Resources Key Laboratory of Shaanxi Province (2017SKY- WK008), supported by Jiangxi Postdoctoral Daily Fund Project (2016RC30), supported by Jiangxi Postdoctoral Research Project (2017KY19), supported by State Key Laboratory of Solid Waste Reuse for Building Materials (SWR-2019-008).
[1] Yang M, Guo Z X, Deng Y S, Xing X L, Qiu K H, Long J P, Li J F., International Journal of Mineral Processing, 102-103(1), 112 (2012).
[2] Querol X, Izquierdo M, Monfort E, Alvarez E, Font O, Moreno T, Alastuey A, Zhuang X, Lu W, Zhang Y., International Journal of Coal Geology, 75(2), 99 (2008).
[3] Stracher G B, Taylor T P., International Journal of Coal Geology, 59(1-2), 7 (2004).
[4] Pone J D N, Hein K A, Stracher G B, Annegarn H J, Finkleman R B, Blake D R, McCormack J K, Schroeder P., International Journal of Coal Geology, 72(2), 124 (2007).
[5] Lee S., Geoderma, 135(10), 26 (2006).
[6] Matschullat J, Borba R P, Deschamps E, Figueiredo C R, Gabriod T, Schwenkd M., Applied Geochemistry, 15(2): 181 (2000).
[7] Zhou C C, Liu G J, Yan Z C, Fang T, Wang R W., Fuel, 97: 644 (2012).
[8] Wang C L, Qiao C Y, Wang S, Ni W, Wu H, Qiu X J., Journal of China Coal Society, 39(4), 764 (2014).
[9] Wang C L, Ni W, Zhang S Q, Wang S, Gai G S, Wang W K., Con- struction and Building Materials, 104, 109 (2016).
[10] Zhou S X, Chen Y M, Zhang W S., Journal of Southeast Universi- ty (English Edition), 22(4), 549 (2006).
[11] Liu H B, Liu Z L., Resources, Conservation and Recycling, 54(12), 1331 (2010).
[12] Wang X L, Ren R C, Liu Y., Procedia Earth and Planetary Sci- ence, 1(1), 750 (2009).
[13] Zhang S, Xue X, Liu X, Duan P, Yang H, Jiang T, Wang D, Liu R., Journal of Mining Science, 42(4), 403 (2006).
[14] Li J, Wang Q, Liu J H, Li P., Journal of Environmental Sciences, 21 (suppl.1), 92 (2009).
[15] Yan D H, Karstensen K H, Huang Q F, Wang Q, Cai M L., Envi- ronmental Engineering Science, 27(1), 37 (2010).
[16] Shi Z L, Luo Z Y, Lin X G, Fu S Y, Yuan X Q, Cen K F., Journal of Zhejiang University (Engineering Science), 42(3), 506 (2008).
[17] Zhou C, Liu G, Wu S, Lam P K M., Chemosphere, 95, 274 (2014).
[18] Chen Y L, Zhang Y M, Chen T J, Zhao Y L, Bao S X., Construction and Building Materials, 25(4), 2107 (2011).
[19] Zhang N, Sun H H, Liu X, Zhang J X., Journal of Hazardous Ma- terials, 167(1-3), 927 (2009).
[20] Yi Z L, Sun H H, Wei X Q, Li C., International Journal of Miner- als, Metallurgy and Materials, 16(3), 355 (2009).
[21] Fischer H, Hemelik M, Telle R, Marx R., Dental Materials, 21(7), 61 (2005).
[22] Wang S H, Zhou H P., Materials Science and Engineering: B, 99(1-3), 597 (2003).
[23] Ma Y G, Li X H, Xie T, Wei F L, Yang Z., Materials Science and Engineering: B, 103(3), 233 (2003).
[24] Song J J, Sun C M, Li Z D, Zhou X Y., Journal of China Coal Society, 32(6), 647 (2007).
[25] Wang C L, Zheng Y C, Liu S C, Yang J., Rare Metal Materials and Engineering, 2015, 44(Suppl.1), 234 (2015).
[26] Wang C L, Wei Hao, Qiu X J, Wang S, Cui X W, Di Y Q., Journal of China Coal Society, 40(5), 1181 (2015).
[27] Wang C L, Liang B R, Zheng Y C, Liu S C, Yang J., Transactions of Materials and Heat Treatment, 36(11), 13 (2015).
[28] Mcmilan P W. Glass-ceramics, Academic press, London, 1964.
[29] Denry I L, Holloway J A., Journal of Biomedical Materials Research Part B: Applied Biomaterials, 80(2), 454 (2007).
[30] Denry I, Holloway J A, Gupta P K., Journal of Biomedical Materi- als Research Part B: Applied Biomaterials, 100(5), 1198 (2012).
[31] Anusavice K J, Zhang N., Journal of the American Ceramic Society, 80(6), 1353 (1997).
[32] Kim J M, Kim H S., Journal of the American Ceramic Society, 88(5), 1227 (2005).
[33] Gao S J, Ni W, Lin H, Zhang S Q, Zhang F L, Wu H., Bulletin of the Chinese Ceramic Society, 33(9), 2365 (2014).
[34] Huang J W, Li Z., Beijing: Metallurgical Industry Press, 2012.
[35] Tammann G, Mehl R F., New York: Van Nostrand Company, 1925.
[36] Kay J F, Doremus R H., Journal of the American Ceramic Society, 57(11), 480 (1974).