Abdelkarim Remli* | Amal Khtira | Bouchra El Asri
© 2022 IIETA. This article is published by IIETA and is licensed under the CC BY 4.0 license (http://creativecommons.org/licenses/by/4.0/).
OPEN ACCESS
The combination of innovative advance and fluctuating client needs are paving the way to continuous changes in the manufacturing environments. As a result, mechanical enterprises aim for the honing of their processes by means of Computer Integrated Manufacturing (CIM). Their holy grail is connecting the shop floor systems to the high business layer systems. Based on our previous literature review on the CIM architectures available in the literature, we have identified six major aspects and detected the limitations of the existing appeals. We attempted to get the better of these fall backs and to be as exhaustive as to cover all 6 aspects through the BLAEM Architecture (Bi-Level Architecture for efficient Manufacturing). Through this paper, we will be presenting an execution of the BLAEM by means of a real case study.
manufacturing systems, smart manufacturing, computer integrated manufacturing, systems architecture
Manufacturing- oriented firms have seen their processes along with their environments change directly as a result of heavy competition driven by exponentially rising customer demands. It is for this reason that industrial companies were forced to manipulate the rivaling advancement of products efficiently, alongside processes and production systems [1]. Consequently, companies started consolidating technologies and knowledge relating to other areas with the process of manufacturing. This alteration is known under a panoply of names, among which we discover: Smart Manufacturing [2] and Computer integrated manufacturing [3].
The major constituents of this propensity are the Cybernation of industrial processes and the facilitation of data exchange. This is generally attainable by integrating every system taking part in the manufacturing process into the same architecture. The purpose behind this is the creation of a thoroughly connected plant. Within the latter, each recovered information is reusable information. This allows optimizing the various business processes and therefore creating a smart factory [4].
To achieve this, the link between the different levels of the factory must be ensured. It must extend from the shop floor, where the production machines are located, to the most sophisticated level of the factory, where the modus operandi and strategies of the company are proposed.
This association is challenged by the natural effort to agglomerate and give context to all the information collected from various systems throughout the production cycle [5].
In this way, researchers have overseen to put forward various arrangements. These solutions are able to envelop the totality of the company’s IT systems into one secured architecture.
This paper proposes a reference architecture able to encompass the information systems of the company. It is based on six aspects distinguished as fundamental ones: Systems integration, Security, Monitoring Data analysis, Mobility, and finally Cloud computing.
Thus, this article is organized within the taking after way: Section 2 clarifies the establishment that prompted us to propose this architecture. In section 3, we present the BLAEM architecture, and we endeavor to extend it on the six predefined aspects. An implementation of our architecture on a real case is displayed section 4. And finally, section 5 concludes the article.
In this day and age, the digitalization and optimization of processes has become a must for industrial companies. The objective is to keep pace with rivals. This need to digitize is satisfied by means of connecting the real world to its virtual counterpart. It is also achieved by the utilization of cyber-physical systems, sensors, and IT Systems. Howbeit, the engagement of multiple systems and technologies inside the same environment is exceptionally taxing. This is usually owing to the dissimilitude between them and singularities inherent to each one of them. Thus, architectures capable of enveloping every system in the CIM context have been proposed by researchers.
2.1 CIM architectures
A systematic literature review (SLR) has been conducted on this subject. The idea was to browse the literature and examine the different approaches proposed to handle CIM architectures, in order identify the diverse aspects covered by them [6]. In the starting, 4073 papers were recovered from four well known libraries and based on a detailed process and a set of quality assessment and exclusion criteria, 29 significant papers were chosen [7-10].
2.2 CIM-related aspects
The SLR’s chosen papers made us identify six major aspects that we considered mandatory to handle in an architecture: Data integration, Systems integration, Security, Monitoring and Data analysis, Mobility, and Cloud computing.
Systems integration: Is covered when the connection between the IT systems is ensured [11].
Data integration: It consists of applying context to data coming from different IT systems across the company’s production life-cycle [12].
Security: It is the ability of the solution to provide secured connection for systems’ integration and to secure the access to production data from the outside of the company [13].
Monitoring and data analysis: This aspect is covered when every collected manufacturing data is being reused to improve productivity through monitoring screens and applications. The Real-time data used to monitor the production life-cycle, and the stacked data is being used as history data for it to be analyzed afterwards [14].
Mobility: Consists of mobilizing the data monitoring aspect, it is ensured trough integrating IT systems on mobile devices [15].
Cloud computing: This aspect ensures the usage of cloud computing technologies in the solution [16].
What the selected articles have in common is that each of them includes the aspect of data integration. Immediately following are data analysis and control and systems integration. We find it consistent that these aspects are covered first. This is because computer-integrated manufacturing often revolves around connected systems, interchangeability and data reuse. The third most important aspect is cloud computing. As for security, this aspect is rarely, if ever, considered in research. In any case, it is an urgent requirement for the sustainability of the enterprise. Mobility is one of the least addressed aspects. This was a surprise, since in the era of Industry 4.0 it has become an imperative feature. This qualifies it, along with safety, as a strong point worth covering in a reference design.
As to overcome the limitations of the approaches we analyzed in the SLD, we are proposing a new architecture based on the ANSI/ISA-95 hierarchy. In this section, we first give an overview of the ANSI/ISA-95 standard and then we will present the Bi-level Architecture for Efficient Manufacturing architecture.
3.1 ANSI/ISA-95
In Modern days, having an ERP (Enterprise resource planning) for handling the company’s resources and an MES (Manufacturing Execution System) to manage production life cycle is a must for industrial companies, and the most important task is to ensure the connectivity between these two systems for they have separate scopes. The connectivity between the systems in a CIM context is carried using different communication protocols, and it remains one of the important tasks. For this the International Society of Automation (ISA), and the American National Standards Institute (ANSI) has jointly developed the ANSI/ISA-95 standard with the objective of providing an abstract model and terminologies to ensure the exchange of information between business layer of the company and the manufacturing operations systems [17].
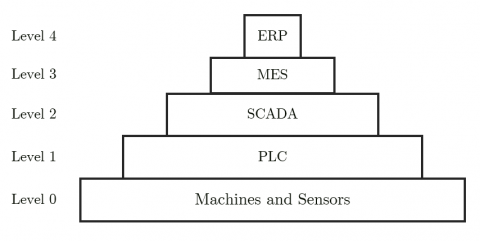
Figure 1. CIM pyramid
The ANSI/ISA-95 standard is a model that proposes 5 levels, into which all the elements of a manufacturing enterprise fit. Figure 1 represents the CIM Pyramid, and we can see that the further down the pyramid we go, the stronger the operations level becomes.
3.2 BLAEM architecture
The BLAEM architecture is mainly grounded in the ANSI/ISA95 standard. Thereafter, the order of the suggested systems is assessed (the ERP on the beat of the systems and the shopfloor components within the foot). Into the bargain, BLAEM is founded on the fact that the MES is the core component of the CIM context. This is consolidated by the fact that it ties the whole production system with the resources of the enterprise [18].
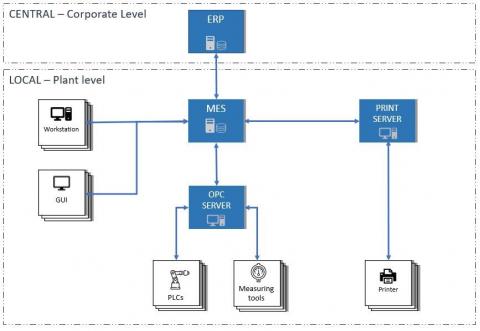
Figure 2. Bi-level architecture for efficient manufacturing
We suggest that the company’s production systems can be classified in two levels, as illustrated in Figure 2:
Plant level: This one comprises the production system’s local part. This one is particular to each establishment. It also accommodates all the physical production systems and the shopfloor components. To cite but a few examples; there are the manufacturing machines and their controllers, the printers, the workstations and at last but not least, the MES. This approaches the 4 levels of the Pyramid (0,1,2 and 3).
Corporate level: It is the pivotal segment of the production systems destined to be shared amongst the firm’s plants. It exclusively contains the ERP system (Level 4).
This classification can have many benefits for the company from which we can cite:
Since all the systems are deployed on premise except of the ERP, the company can have full and exclusive access over the servers. This can reduce the maintenance and support costs and time since it’s done locally.
The idea of having one ERP for all the plants gives the possibility to access and share data between the company’s plants more easily and reduce the costs it will take to configure and establish secured communication protocols between the ERP of each plant
Putting only the ERP in the cloud gives the company the possibility to secure it more easily since its only connection with the Plant level is done through the MES.
In order for us to establish evidence of the architecture’s consistency, we will be projecting it upon the six aspects we recovered from the literature.
3.2.1 Systems integration
BLAEM enables the company’s systems to communicate by means of common communication protocols:
OPC Server / PLCs & Measuring tools: An OPC Server is capable of communicating through utilizing several protocols depending on the machine. It can either employ OPC UA protocol for machines that are already utilizing it or make use of the particular PLC Driver of the machine.
MES / OPC Server: The MES system shall be treated as an OPC Client. Consequently, this communication is executed through applying OPC UA protocol or on a few occasions, HTTPS. Software editors nowadays are adapting their MES systems to the needs by integrating OPC-UA interpreters in their systems.
Workstations / MES: The data generated by the MES can be approached using HTTP by means of workstations or any other sort of Graphical User Interface.
Print Server / MES: The printing server and the MES are linked through the TCP/IP protocol, and with the Printers through The IPP protocol.
ERP / MES: This connection is generally accomplished through HTTPS. However, for certain solutions, Request For Comments (RFC) protocol or even some niche canals of communication are mandatory.
3.2.2 Data integration
This aspect can be reduced to 2 main points:
The Shopfloor data is formatted and normalized in the OPC Server, in order for it to be integrated within the MES.
The OPC Server is the link between these machines and the MES. In ideal cases, where the company is using up-to-date machines, the OPC UA protocol is generally integrated in their PLCs. This means that connecting the machine’s PLC to the OPC server is sufficient to retrieve real-time data and its metadata, and all we must do then is choose from the OPC Server HMI which data tags we are willing to expose through it.
In the other cases, where machines do not have the OPC-UA protocol integrated, the consultant must retrieve the metadata for each of the machines manually. This can be done by accessing the PLC’s data through a workstation and trying to identify its scheme (the Tags names, the data types the data frequency …). Once done, the consultant must integrate this metadata into the OPC-server and connect it to the PLC so that the mapping can be concluded.
The interaction between MES and ERP establishes a data transfer between the two systems.
3.2.3 Monitoring & data analysis / mobility
The MES solutions endows us the ability to publish production data that will be utilized by Client-type applications by means of web-services and Web-sockets. Furthermore, contemporary MES Solutions provide modules of development. The latter enable us to develop cross-platform Web Applications. Not only are these applications for Production monitoring, they also play out in traceability and Dashboarding applications like ANDONS and Cockpits. These applications are capable of consuming the published data. This allows for real-time palpability on the production’s life-cycle, gives decision-makers guidance, and represents to Mobile-Friendly applications for a simple access to information.
3.2.4 Cloud computing
As we have clarified thus far, there exist two levels within BLAEM: Corporate level, containing the ERP that is shared with all of the company’s plants. Subsequently, it has to be deployed on a Cloud server. There is also the second level that contains the remaining systems, theses ones are destined for the plant level and have to be deployed on-premise.
3.2.5 Security
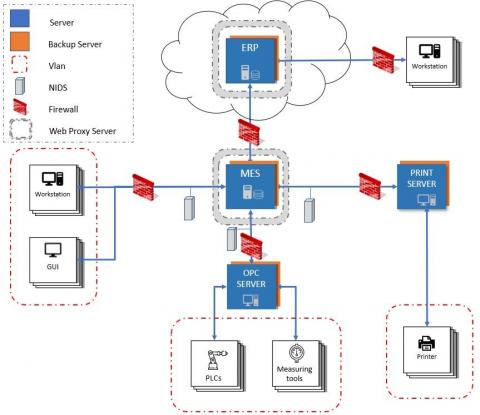
Deriving from the Escal Institute of Advanced Technologies; SANS Institute’s best practices, we suggest the architecture featured in Figure 3 to instance the applications securing the whole architecture [19].
Figure 3. Security implementation
For workstations, a secluded network ought to be created with an address assigned to each machine. An ACL (Access-Control List) is to be carried through in order to manage authorizations.
Forbye, the operating systems of the work stations should be continuously up-to-date.
PLC and Measuring devices: The PLCs are linked to the OPC server, as it were through Ethernet in a VLAN. Therefore, an ACL is mandatory to fortify them. In order to secure data access in PLC for more security, we can install SSL certificates.
MES server: Being the architecture’s core component, it has to be thoroughly secured. For this, we propose a firewall to secure all factory’s connections and an ACL to control access to data. For additional security, a web proxy server is required to protect the MES as a web application against DDOS attacks and, finally, a NIDS (Network Intrusion Detection Systems) is needed to analyze network traffic.
For the printers, an isolated network must be created, and each printer shall have a specified address, an ACL is to be implemented too the establish the appropriate rules on files and folders [20].
The servers must be physically separated.
To guarantee the availability of the production life-Cycle and the accessibility of all the systems, the servers for the MES, the ERP, the OPC and the printers ought to have at slightest one backup server each.
To prove the consistency and the efficiency of the proposed solution we will conduct an experiment that will consist of applying the BLAEM architecture in a real context. for this experimentation we will be using real Open-Source solutions for the architecture, the following is the list of systems that we used:
ERP: we use the open-source version of Odoo, which is an open Source ERP that includes CRM, e-commerce, invoicing and manufacturing [21].
MES: IMES is an open-source MES designed for Small Midsize JobShop Manufacturer.
OPC Server: We used the solution OPConnect by Matrikon OPC, which provides various free OPC servers, capable of accessing the exposed Shop-floor data.
PLCs & Measuring Tools: For the Shop-floor data, we developed a data server using the GO language, which is a statically typed, compiled programming language designed at Google used capable of developing servers [22]. The Data Server we developed will be untitled Shop Floor Simulator (SFS) and is capable of simulating customizable Plant lookalike data and will expose it using HTTP protocol.
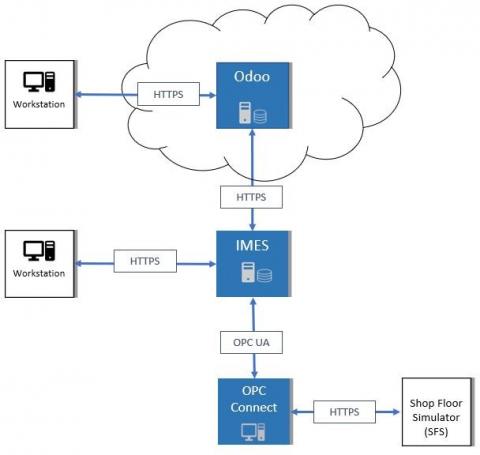
Figure 4. BLAEM projection on a real-life example
Figure 4 presents the projection of BLAEM on a real-life example. The point of the implementation, is that the example we are implementing should cover the six major aspects predefined by the BLAEM:
Systems Integration: In this implementation we can observe clearly how systems are connected to each other’s using common communication protocols as described by BLAEM:
- ERP / MES: This communication has been done using the HTTPS Protocol. - MES / OPC Server: This communication is carried out using OPC UA Protocol.
- OPC Server / SFS Server: Both OPC and SFS servers were installed on the same machine due to some constraints, so the communication between them has been established using the HTTP protocol.
- Workstation / MES: The MES we used to be capable of exposing its data through HTTPS, thus it was accessible by the workstations.
Data Integration: The systems integration allowed data to navigate through the systems, the OPC server is the one capable of formatting the data coming from the SFS Server, before sending it to the MES.
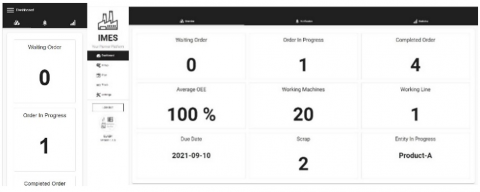
Monitoring & Data analysis / Mobility: The MES solution can retrieve real-time data coming from the OPC Server, this data will be exposed in the form of a Dashboard that will be used to monitor the production life-cycle live. Moreover, this dashboard is a cross-platform application that can be also used on mobile devices as shown in Figure 5.
Cloud computing: The Cloud aspect is embodied by the fact that our ERP solution is deployed on a cloud server, while the rest of the systems are installed on-premise.
Security: We tried to apply the best practices described by the BLAEM:
- For the machines and Workstations, a separated network has been put in place, besides an ACL (Access-Control List) to control the authorizations.
- The connection between the MES solution and the ERP was held through HTTPS protocol. Security Onion: which is an Ubuntu-based solution for Intrusion Detection System (IDS); was installed and configured to monitor and analyze all the network traffic.
- In the same Cloud Server as the ERP, we configured the Iptables utility to configure the IP packet filter rules for the Firewall, besides a web Proxy Server that was put in place.
- All the servers besides the VLANS are physically separated.
The implementation went as follow:
·We installed the Odoo solution on a cloud server. For which the security configuration has been done also on the same server.
·The IMES system was installed on a local machine for which the Proxy server and Firewall were configured the same way as for the ERP.
·The OPConnect was installed on a separated virtual machine that will ensure its availability and its real-time feature. The OPC server has been connected to the MES using the OPC UA protocol.
·The Shop-floor server was set in the same machine as the OPC server.
·Two independent workstations were used in this implementation, one to control the ERP by launching the production orders and monitoring them, and the second one was used to control the MES by validating the Production orders and tracking the production life-cycle.
For this experimentation we will be simulating the production of a quantity of 10 materials entitled “Product-A”, for its production we are going to need 1 production line which contains 20 work centers, each produced material will be entitled as follow “Product-A-XX” (XX is the quantity created of the material). The production order will be created and validated in the ERP as shown in Figure 6.
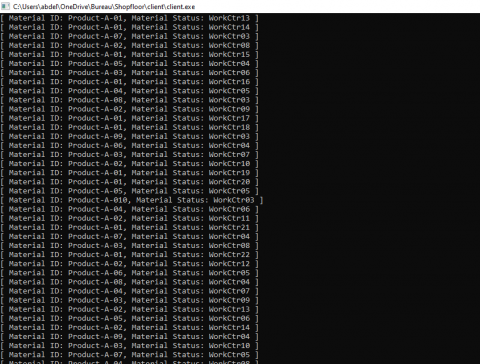
The order data will be then transferred to the MES, and once validated by the user it will be sent to the OPC server, this one will run the Shop-Floor Simulator with the good corresponding parameters and the result is displayed in Figure 7 that shows the data being generated by the SFS Server, in Figure 8 we can see the OPC server retrieving the data in real-time and formatting it so it can be used by the MES.
Figure 5. Manufacturing monitoring through the MES (on the left is the mobile version and the right one is the Desktop)
Figure 6. Production order creation in the ERP
Figure 7. Shop Floor Simulator (SFS) generating data
Figure 8. OPC server retrieving data from the SFS
These days, it has gotten to be a must for industrial firms to optimize their processes trough digitalization, in arranges to keep up with the customers’ requests, optimize their costs, and lead over their competitors. This digitization is done through interfacing the real world to the virtual one, several technologies such us, data sensors, IT Systems, and cyber-physical systems. Be that as it may, the utilization of various solutions within the same architecture is exceptionally challenging, due to their dissimilarities and the individuality of each one of them.
For that, this paper proposed an ANSI/ISA95 based architecture for computer integrated manufacturing that we entitled Reference Architecture for CIM The Bi-Level Architecture for efficient Manufacturing (BLAEM), which can enclose all the systems in the CIM context. This architecture takes into thought six major perspectives: Data integration, Systems integration, Security, Monitoring & Data analysis, Mobility and finally Cloud computing. In this paper, we detail the BLAEM architecture by projecting it onto these six aspects. And to demonstrate the consistency and the effectiveness of the proposed solution we conducted an experimentation that comprised on applying the BLAEM architecture in a real context and proving that all the six aspects have been covered as detailed in the theoretical part.
However, much work remains to be done to spot other aspects that could be interesting in the CIM context and can also be handled by our architecture, also a future work will be dedicated to security aspect, where we will be conceiving a safety index that could be used to evaluate the safety of BLAEM once implemented.
[1] Meziane, F., Vadera, S., Proudlove, N. (2000). Intelligent systems in manufacturing: Current developments and future, article in integrated manufacturing systems. Integrated Manufacturing Systems, 11(4): 218-238. https://doi.org/10.1108/09576060010326221
[2] Li, Q., Pu, Y., Xu, Z., Wei, H., Tang, Q., Chan, I., Jiang, H., Li, J., Zhou, J. (2019). Architecture of integration of industrialization and informatization. In OTM Confederated International Conferences on the Move to Meaningful Internet Systems, pp. 5-14. https://doi.org/10.1007/978-3-030-11683-5_1
[3] Hedberg, T., Feeney, J.A.B., Helun, M. (2016). Toward a lifecycle information framework and technology in manufacturing. In Journal of Computing and Information Science in Engineering, 17(2): 021010. https://doi.org/10.1115/1.4034132
[4] Li, Q., Jiang, H., Tang, Q., Chen, Y., Li, J., Zhou, J. (2016). Smart manufacturing standardization: reference model and standards framework. In OTM Confederated International Conferences "On the Move to Meaningful Internet Systems", pp. 16-25. https://doi.org/10.1007/978-3-319-55961-2_2
[5] Tolio, T., Sacco, M., Terkaj, W., Urgo, M. (2013). Virtual factory: An integrated framework for manufacturing systems design and analysis. Procedia CIRP, 7: 25-30. https://doi.org/10.1016/j.procir.2013.05.005
[6] Remli, A., Khtira, A., El Asri, B. (2020). Computer Integrated Manufacturing Architecture: A Literature Review. KMIS, 249-256. https://doi.org/10.5220/0010148002490256
[7] Sprock, T., McGinnis, L.F. (2015). A conceptual model for operational control in smart manufacturing systems. IFAC-PapersOnLine, 48(3): 1865-1869. https://doi.org/10.1016/j.ifacol.2015.06.358
[8] Tang, H., Li, D., Wang, S., Dong, Z. (2017). CASOA: an architecture for agent-based manufacturing system in the context of industry 4.0. IEEE Access, 6: 12746-12754. https://doi.org/10.1109/ACCESS.2017.2758160
[9] Caggiano, A., Segreto, T., Teti, R. (2016). Cloud manufacturing framework for smart monitoring of machining. Procedia Cirp, 55: 248-253. https://doi.org/10.1016/j.procir.2016.08.049
[10] Tao, F., Qi, Q., Liu, A., Kusiak, A. (2018). Data-driven smart manufacturing. Journal of Manufacturing Systems, 48: 157-169. https://doi.org/10.1016/j.jmsy.2018.01.006
[11] Thames, L., Schaefer, D. (2016). Software-defined cloud manufacturing for industry 4.0. Procedia Cirp, 52: 12-17. https://doi.org/10.1016/j.procir.2016.07.041
[12] Leitão, P., Barbosa, J., Foehr, M., Calà, A., Perlo, P., Iuzzolino, G., Petrali, P., Vallhagen, J., Colombo, A.W. (2016). Instantiating the PERFORM system architecture for industrial case studies. In International Workshop on Service Orientation in Holonic and Multi-Agent Manufacturing, pp. 359-372. https://doi.org/10.1007/978-3-319-51100-9_32
[13] Li, Q., Tang, Q., Chan, I., Wei, H., Pu, Y., Jiang, H., Li, J., Zhou, J. (2018). Smart manufacturing standardization: Architectures, reference models and standards framework. Computers in Industry, 101: 91-106. https://doi.org/10.1016/j.compind.2018.06.005
[14] Bousdekis, A., Papageorgiou, N., Magoutas, B., Apostolou, D., Mentzas, G. (2015). A real-time architecture for proactive decision making in manufacturing enterprises. In OTM Confederated International Conferences "On the Move to Meaningful Internet Systems", pp. 137-146. https://doi.org/10.1007/978-3-319-26138-6_17
[15] Menezes, S., Creado, S., Zhong, R.Y. (2018). Smart manufacturing execution systems for small and medium-sized enterprises. Procedia CIRP, 72: 1009-1014. https://doi.org/10.1016/j.procir.2018.03.272
[16] Weihrauch, D., Schindler, P.A., Sihn, W. (2018). A conceptual model for developing a smart process control system. Procedia CIRP, 67: 386-391. https://doi.org/10.1016/j.procir.2017.12.230
[17] Brandl, D., Consulting, B. (2008). What is isa-95? Industrial best practices of manufacturing information. https://www.apsom.org/docs/T061_isa95-04.pdf.
[18] Remli, A., Khtira, A., El Asri, B. (2021). Reference architecture for efficient computer integrated manufacturing. In ICEIS, (1): 328-334. https://doi.org/10.5220/0010497903280334
[19] Oxenhandler, D. (2003). Designing a secure local area network. SANS Institute.
[20] Ding, X.D., Wang, Q., Yang, P.F., Zhou, H.J., Huang, Y.Y., Weng, H.T., Pan, Z.B. (2012). Security system for internal network printing. CPS. https://doi.org/10.1109/CIS.2012.139
[21] Ganesh, A., Shanil, K.N., Sunitha, C., Midhundas, A.M. (2016). OpenERP/Odoo-an open source concept to ERP solution. In 2016 IEEE 6th International Conference on Advanced Computing (IACC), pp. 112-116. https://doi.org/10.1109/IACC.2016.30
[22] Jason Kincaid. Google's Go: A New Programming Language That's Python Meets C++. https://techcrunch.com/2009/11/10/google-go-language/, accessed on 7 September 2022.