Shi Yan | Qianhua Liang* | Lingyuan Wen
© 2022 IIETA. This article is published by IIETA and is licensed under the CC BY 4.0 license (http://creativecommons.org/licenses/by/4.0/).
OPEN ACCESS
In accordance with the requirements of hot-rolled aluminum-zinc plating and cold-rolled aluminum-zinc plating mixed line for producing construction steel and the production process characteristics of hot-dip aluminum-zinc products, the critical process control points are put forward by combining theoretical analysis with experimental verification. We should select proper raw materials, ensure the cleanliness of strip steel surface, strictly control the annealing temperature, the temperature of the strip steel entering the zinc pan, the temperature and composition of the plating bath, and explore reasonable and feasible process parameters such as air knife and cooling after plating, so as to produce qualified products. This study is of great significance for the improvement and process control of hot-rolled aluminum-zinc plating plates in steel plate production enterprises.
hot-rolled aluminum-zinc plating, unit process, annealing temperature, hot dip
Considering from the market and production line division of labor, a steel production enterprise plans to produce hot-rolled and cold-rolled aluminum-zinc plating products in a mixed line. The principle of production line transformation is to maintain the same capacity and scope of specifications and put into production quickly. Due to the long production line and complicated process of hot-dip aluminum-zinc plating unit, it is difficult to control the overall quality of strip steel surface. At present, researches on aluminum-zinc plating process mainly focus on cold-rolled steel plates [1-5], while there are few researches on direct hot-dip aluminum-zinc plating on hot-rolled steel plates. Thus, it is necessary to study production process parameter control in each stage of hot-rolled aluminum-zinc plating.
According to the user's demand, the hot-rolled products DD51D+AZ and SD235+AZ of a steel enterprise are used as raw materials to produce products by United States steel corp. The specific requirements are shown in Tables 1, 2 and 3.
Table 1. Requirements for type of steel and chemical composition
|
Type of steel |
Chemical composition (%) |
||||
|
C |
Si |
Mn |
P |
S |
|
|
DD51D+AZ |
≤0.12 |
≤0.50 |
≤0.80 |
≤0.045 |
≤0.045 |
|
SD235+AZ |
≤0.22 |
≤0.35 |
≤1.40 |
≤0.045 |
≤0.045 |
Table 2. Requirements for mechanical property
|
Type of steel |
Yield strength (ReL or Rp0.2, Mpa) |
Tensile strength (Rm, Mpa) |
Elongation at break (A80, %) |
|
DD51D+AZ |
--- |
≥270 |
≥22 |
|
SD235+AZ |
≥235 |
≥320 |
≥18 |
Table 3. Permissible variation in dimension
|
Nominal thickness (mm) |
Permissible deviation in thickness for the following widths (mm) |
Permissible deviation in width (mm) |
|
|
700-1,200 |
>1,200-1,250 |
||
|
1.4-2.0 |
±0.17 |
±0.19 |
0-+20 |
|
>2.0-2.5 |
±0.18 |
±0.21 |
|
The hot-rolled aluminum-zinc plating steel plates required by this project are mainly used for making purlines in the construction industry. Hot-dip aluminum-zinc plating steel plates, with spangles with strong three-dimensional effect on the surface and excellent decorative effect on the appearance, can exempt from the painting process, which can not only improve the service life for users, but also reduce the costs and environmental pressure caused by painting [6-10]. Due to large bending deformation of steel plates, users have put forward specific requirements for the chemical composition, mechanical property and variation in dimension. In the process of bending, no crack defect is allowed in the aluminum-zinc plating, which affects the corrosion resistance of steel plates [11-14]. In view of the above requirements, it is necessary to carry out special researches and formulate corresponding process measures to ensure the surface quality of the plating, improve the adhesion of the plating, eliminate the crack defect of the zinc plating after bending, and ensure the satisfaction of users.
In accordance with the unit characteristic of a steel company, the main process flow of hot-rolled aluminum-zinc plating products is as follows: hot-rolled steel coil → acid pickling → degrease cleaning → continuous annealing → hot-dip aluminum-zinc plating → post-plating treatment → coiling, as shown in Figure 1 [15]. The factors that affect the surface quality of hot-dip aluminum-zinc strip steel include the cleanliness of basal plate surface after electrochemical cleaning, surface oxide (black spot, pitting defect) in annealing process, hot-dip process directly affecting the thickness and uniformity of the zinc plating. In the hot-dip process, as the hot-rolled aluminum-zinc plating products of this project must be produced in a mixed line with the original cold-rolled aluminum-zinc plating product, new problems may occur in furnace environment, bath composition, cleaning process. Therefore, it is necessary to monitor the production process more strictly and analyze the problems more carefully to ensure the product quality.
Figure 1. Production process flow chart of hot-dip galvanizing unit
Figure 2. Metallographic structure of base steel
4.1 Influence of raw materials
Table 4. Statistical result of mechanical property of original plates
|
Type of steel |
Mechanical property |
||
|
ReL (MPa) |
Rm (MPa) |
A80mm (%) |
|
|
DD51D+AZ |
235-395 303 |
290-480 379 |
23-40 32.7 |
|
S235D+AZ |
245-395 327 |
340-500 432 |
23-39 30.3 |
4.1.1 Metallographic structure of base steel
The project team has conducted sampling inspection and tested metallographic structure of base steel. The result of JSM-7001F scanning electron microscope (SEM) shows that the metallographic structure of the sample is ferrite with a small amount of pearlite, and the grain size of ferrite is about grade 10, as shown in Figure 2. The strength and toughness of base steel materials match well, which is beneficial to the enhancement of product strength during rapid annealing.
4.1.2 Mechanical property
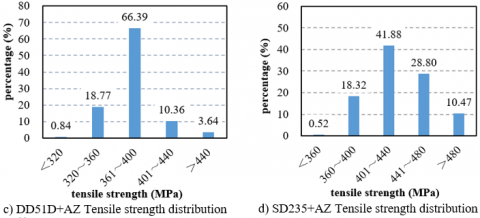
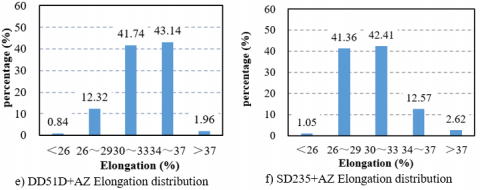
For hot-rolled aluminum-zinc plating, the shape, dimensional accuracy and mechanical property of the finished products are mainly ensured by hot rolling without cold rolling. Table 4 and Figure 3 show the statistical results of mechanical property of original plates. It can be seen that the mechanical property of DD51D + AZ and SD235 + AZ meets the technical requirements of users.
Figure 3. Mechanical property of original pates
4.2 Cleaning process parameter control before plating
The cleaning process used in the hot-dip aluminum-zinc plating unit is generally a combination of alkali spray cleaning, alkali brushing, electrolytic cleaning, water brushing, and water rinsing. Due to the limitation of process conditions, the steel coils need to be coiled after acid pickling and then lifted to the continuous hot-dip aluminum-zinc plating unit for uncoiling production. Influenced by the production program, sometimes the steel coils need to be stored in the intermediate stock for a period of time. In order to prevent rusting during storage, the steel coils need to be coated with anti-rust oil after acid pickling. Cao and Zhao [16] think that the rolling oil, lubricating oil, iron powder and dust on the surface of strip steel that are still not completely volatile through the annealing furnace, will affect the adhesiveness of the plating when entering the zinc pan, casing missed plating/exposed steel defects and even wrinkles in the furnace. Therefore, the steel coils must be degreased and cleaned before hot dip aluminum-zinc plating. However, the original plates are not pickled or not rinsed clean after acid pickling, and the reacted acid on the strip steel will continue to corrode and rust. If the original plates are stored for a long time, they will be attacked by air humidity or other harmful substances, which will accelerate oxidation and rust. The dust, alkali stain and rust on the surface of strip steel will become the core of crystallization and form small and many spangles when the plating bath solidifies. This not only affects the uniformity of spangles, but also affects the adhesion between the plating and the basal plate, resulting in the plating falling off when used. The concentration, temperature and current density of lye in the cleaning section are important process parameters. In production, it is necessary to adjust and track the data continuously to determine reasonable feasible parameters, and the number of brush rollers can be increased appropriately to enhance the cleaning ability. In this project, degreasing tank is used to remove the grease on the basal plate surface. The temperature of the degreasing tank liquor is controlled at 50-80℃ and the free alkalinity of the degreasing tank lye is controlled at 40-80Pt, then the effect of removing stains will be good. Then cleaning will be conducted in the cleaning tank whose free alkalinity should be ensured to be lower than 8Pt. After the cleaning of oil stains, dust and other impurities is completed, drying will be carried out in a temperature of ≥100℃ to ensure complete removal of moisture.
According to the industrial test result, the degreasing and cleaning process must be controlled according to Table 5 in order to ensure the adhesiveness of the plating and suppress the occurrence of exposed steel defects.
4.3 Process parameter control of continuous annealing temperature
Limited by the production program, hot-rolled aluminum-zinc plating products must be in mixed production with cold-rolled aluminum-zinc plating products. To ensure the mechanical property of cold-rolled aluminum-zinc plating products, the annealing process of some hot-rolled aluminum-zinc plating products can only be carried out according to the process requirements of the cold-rolled aluminum-zinc plating products connected to them. Therefore, it is necessary to investigate the effect of high temperature annealing on the structure properties of hot-rolled aluminum-zinc plating plates. At the same time, in order to ensure the mechanical property of finished products, it is necessary to verify the effect of low temperature annealing on the property of hot-rolled aluminum-zinc plating products. Therefore, simulated annealing experiment is carried out in the laboratory to study and determine the appropriate annealing temperature of hot-rolled aluminum-zinc plating plates.
Table 5. Requirements of degreasing and cleaning process
|
Cleaning tank section |
Temperature (℃) |
Free alkalinity (FA/Pt.) |
Conductivity (μs/cm) |
|
Pre-washing |
70±5 |
70±10 |
--- |
|
Electrolysis |
70±5 |
70±10 |
--- |
|
Rinsing |
70±5 |
--- |
<10 |
4.3.1 Test material
The type of steel as test material is DD51D+AZ and chemical composition is shown in Table 6. The thickness is 2.0mm and hot rolling process is shown in Table 7. Metallographic structure is ferrite with a small amount of cementite, and the grain size of ferrite is grade 9.5.
Table 6. Chemical composition of test material (%)
|
Type of steel |
Furnace number |
C |
Si |
Mn |
P |
S |
Als |
B |
|
DD51D+AZ |
P12308297 |
0.014 |
0.01 |
0.22 |
0.011 |
0.015 |
0.056 |
0.0035 |
Table 7. Hot rolling process of test material
|
Hot-rolled coil number |
Hot rolling specification (mm) |
Hot rolling finishing temperature (℃) |
Hot-rolling coiling temperature (℃) |
|
21204805100 |
2.0×1000×C |
859 |
745 |
4.3.2 Test method
Cut the hot-rolled plate to a suitable size, and then conduct simulated annealing test in a salt bath furnace and a resistance furnace. The annealing temperature and soaking time are shown in Table 8. Air cooling is conducted after annealing. The annealed sample is processed into a standard sample for metallographic structure examination and mechanical property testing.
Table 8. Annealing process of sample
|
Sample number |
Annealing temperature (℃) |
Annealing time (s) |
Test equipment |
|
|
Set |
Actual |
|||
|
A1 |
850 |
842-853 |
90 |
Salt bath furnace |
|
A2 |
800 |
803-808 |
90 |
|
|
A3 |
750 |
752-762 |
90 |
|
|
A4 |
700 |
705-715 |
90 |
|
|
A5 |
650 |
647-655 |
90 |
|
|
B1 |
600 |
598-605 |
90 |
Resistance furnace |
|
B2 |
550 |
545-555 |
90 |
|
|
B3 |
500 |
484-497 |
90 |
|
4.3.3 Test result and analysis
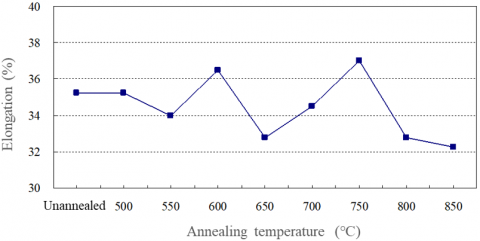
The test result of metallographic structure of annealed sample is shown in Figure 4. The influence of annealing temperature on strength and elongation is shown in Figure 5 and Figure 6.
It can be seen that when the annealing temperature is below 800℃, it is equivalent to tempering and aging treatment, and a small amount of cementite in the sample matrix disappears and the grain size of ferrite, yield strength, tensile strength and elongation are equivalent to those of hot-rolled sample. When the annealing temperature is above 800℃, phase transformation occurs, a small amount of cementite in the sample matrix disappears, the grain size of ferrite increases, while yield strength, tensile strength and elongation decrease [17]. For DD51D+AZ, the anneal temperature is 690-730℃, so DD51D+AZ and SD235+AZ anneal at this temperature, with no obvious effect on the mechanical property of finished products. DD51D+AZ process may be performed, i.e., SD235+AZ can be produced mixed with DD51D+AZ.
4.4 Process parameter control of hot-dip plating
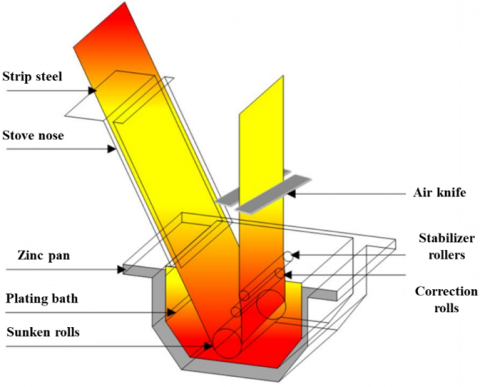
As shown in Figure 7, the equipment of hot-dip process section of hot-dip aluminum-zinc plating unit mainly consists of a stove nose, a zinc pan (main pan and pre-melting pan), sunken roll system (sunken rolls, correction rolls, stabilizer rollers) and an air knife.
4.4.1 Process of zinc pan
The main zinc pan and pre-melting pan with small volume and large power are usually used in the production of aluminum-zinc plating. Due to the difference in the type of zinc pans, there are many kinds of combination of zinc pans to be selected. Different combination of zinc pans determines the subsequent zinc pan process of the unit. If the zinc pan is a square pan, it is necessary to select a jet flow inductor, the influence of the zinc pan power on the zinc pan flow field should be fully considered in the selection of hot plating process, and the selection of the square pan size also needs to be studied and decided carefully. Another key factor affecting type selection of a square pan is the service life of the inductor. The service life of a square pan for aluminum-zinc plating is mostly less than 3 years, and the requirements for technology, production and maintenance are very high. If the zinc pan is round pan, attention should be paid to the failure of the electrical system and water cooling system to prevent power trip and water leakage. Generally speaking, the service life of a round pan is obviously longer than that a square pan. Its requirements for process and equipment maintenance are also very high. Under the condition that no additional equipment is added, this project uses the original cold-rolled aluminum-zinc plating production line zinc pan AJAXMAGNETHERMIC type movable induction double zinc pan system, and is equipped with advanced vertical roller coater and induction curing furnace, capable of producing high quality fingerprint resistant plates and self-lubricating plates.
Figure 4. Photos of metallographic structure of annealed sample
Figure 5. Influence of annealing temperature on strength
Figure 6. Influence of annealing temperature on elongation
Figure 7. Equipment composition of hot-dip process section
4.4.2 Effect of zinc slag
Zinc slag is easy to adhere to the strip steel to cause such defects salient points and zinc scar, and increase power consumption. A large amount of zinc slag will also affect the service life of the sunken roll system. The temperature fluctuation of zinc pan is one of the main reasons for producing zinc slag. At any temperature, the saturated melt has an equilibrium state. The scrap iron or scale on the surface of the strip steel cannot be dissolved in the saturated melt, but can strongly react with 55% Al-Zn alloy melt, forming a stable intermediate alloy layer [18, 19]. The solubility of Fe is 0.5% when the temperature of zinc pan is 608℃, 0.463% at 600℃ and 0.426% at 591℃. If the content of Fe in the plating bath is 0.5%, according to the principle of equilibrium, 0.037% Fe will precipitate out of the bath, and alloy particles will be suspended in the bath to form zinc slag when the temperature of zinc pan decreases from 608℃ to 600℃. When the temperature of the melt reduces to 591℃, 0.074% Fe alloy zinc slag will be produced. If the temperature of the 80t zinc pan is 600℃ and the temperature reduces by 5℃ every 6h, 17.2 kg of iron or 54 kg of intermediate alloy will precipitate. It is common to see a fluctuation in the temperature of the melt in the zinc pan in the range of 5℃. When the temperature increases, iron cannot be re-dissolved into the melt, and a large amount of zinc slag will be generated with repeated fluctuations in temperature within this range. Hence, it is necessary to ensure that the temperature of the plating bath is stable. We should keep the temperature of the plating bath in the zinc pan stable, and also need to ensure that the temperature of the basal plate after annealing is controlled at about 600℃ before it is put into the zinc pan. The temperature is equal to the temperature of the zinc pan, avoiding the effect of a big temperature change on hot dip plating.
The composition and temperature control of the plating bath for this project are shown in Table 9.
4.5 Process parameter control of air knife
The size of spangle is positively related to the cooling speed of the plating bath. To improve the surface quality of the plating, the cooling speed of the plating bath must be controlled by adjusting the height of the air knife, the gap between the gas knife lip, the distance between the knife lip and the strip steel, and the speed of the production line.
When the strip steel passes through the air knife, the air flow on both sides of the strip steel forms mutual blow, which will result in air flow disturbance, reducing the zinc scraping ability and making the zinc layer on both sides thicken, namely, over-galvanizing. In the production of highly plated products, over-galvanizing at the edges will cause wave edge due to the cumulative effect of thickness difference when the strip steel is rolled. The generation of wave edge can be reduced by adding edge baffles and misalignment crimping of the winder. A small part of zinc slag adhered on the strip steel is not completely adhered and is scraped off by the air knife, which will rub against the solidified thin zinc layer on the surface of the steel plate. The newly formed dendrites in the zinc layer are crushed and split into new nucleation cores, thus spangle here are small and numerous. In case of poor plate shape, the air knife distance needs to be increased to prevent scratching. Zinc sticking to the knife lip will block local air flow of the air knife and produce air knife striation mark. The knife lip should be cleaned immediately.
Table 9. Composition and temperature requirement of plating bath
|
Temperature of plating bath (℃) |
Composition of plating bath (%) |
||
|
Al |
Si |
Fe |
|
|
600±5 |
53-56 |
1.5-1.7 |
≤0.60 |
During the production of aluminum-zinc plating, the scraping ability of the air knife need not be too strong because of good fluidity of aluminum and zinc, so the power of the air knife fan does not need to be too large. Table 10 shows the physical property of the plating bath and parameters of air knife for this project.
Table 10. Physical property of plating bath and parameters of air knife
|
Density (kg∙m-3) |
Dynamic viscosity (Pa∙s) |
Specific heat (J∙kg-1∙K-1) |
Air knife pressure (Pa) |
Air knife distance (mm) |
Strip steel speed (m/min) |
Plating weight (g/m2) |
|
3,327 |
0.001648 |
860 |
140X102 |
27 |
95 |
70 |
Table 11. Cooling process parameters after plating
|
Starting cooling temperature after plating (℃) |
Cool to below the liquidus (℃) |
Moving cooling |
Fixed cooling (before top roller) |
Fixed cooling (after top roller) |
|
590 |
566 |
Slow cooling at 566-520℃ Rapid cooling at 520-450℃ |
Cool to below 381℃ |
Cool to below 45℃ |
4.6 Cooling process parameter control after plating
The phase transformation of the aluminum-zinc plating strip steel during cooling after plating is relatively complex, as shown in Figure 8. The liquidus temperature is 566℃, solidification reaction occurs between 566℃ and 520℃, and the primary α-aluminum phase is formed. The eutectic line temperature of binary aluminum-silicon is 520℃ and the eutectic reaction of aluminum-silicon occurs between 520℃ and 381℃. The eutectic line temperature of ternary aluminum-zinc-silicon is 381℃. The control of the size of aluminized zinc spangles can be achieved by changing the cooling speed after plating. In the production of aluminized zinc, it is necessary to cool rapidly before the freezing point, and to design special moving cooling and fixed cooling. The added rapid cooling equipment after plating is divided into two stages of control, and a pyrometer is set at the outlet to realize automatic control of strip steel temperature. Table 11 shows cooling process parameters after plating.
As product users pay more attention to the adhesiveness and corrosion resistance of plating [20-23], the flat plates should be corrosion resistant and the corrosion resistance after bending is required. Therefore, during the trial production of hot-rolled aluminum-zinc plating products, the project team samples the hot-dip aluminum-zinc plating products and tests the plating structure, bending forming performance and corrosion resistance.
Figure 8. Cooling phase diagram of aluminized zinc
JSM-7001F SEM + INCA energy disperse spectroscopy and glow emission spectrometer (GDS) are adopted to analyze the structure of the plating. The result shows that the plating is dendrite, the inner layer is Al-Zn-Si-Fe intermediate alloy layer and the outer layer is Al-rich dendritic phase and interdendritic Zn -rich phase. There is no obvious difference between the structure of the plating and cold-rolled aluminum-zinc plating products. Cold bending test (d=0, α=180º), cupping test (depth of 6mm) and T bending test are conducted on the product sample. The cracking degree of the plating on the deformed part is observed with naked eyes or under JSM-5600LV SEM. The test result shows that the cracking degree of the deformed part of the hot-rolled aluminized-zinc plating is the same as that of cold-rolled aluminum-zinc plating sample. Neutral salt spray test is carried out on flat sample, T-bend sample (d=0, α=180º) and cupping sample. The result shows that the corrosion resistance of hot-rolled aluminized-zinc plating sample is equivalent to that of cold-rolled aluminized-zinc plating sample under the same plating weight. On the production site, the hot-rolled aluminum-zinc plating products are sampled regularly and at any time (when the process fluctuates) to check the adhesiveness of the plating, and there is no quality descending product (or inferior-quality product) caused by poor adhesiveness of the plating. Therefore, the adhesiveness of the plating of hot-rolled aluminum-zinc plating products is good.
For continuous hot-dip aluminum-zinc plating products, each link of the production process is very important. We should select proper raw materials, ensure clean surface of the strip steel during cleaning, strictly control the annealing temperature, well control the temperature of the strip steel entering the zinc pan and the temperature of the plating bath, and well master the composition of the plating bath. Besides, we should explore reasonable and feasible process parameters such as air knife and cooling after plating. The production practice shows that as long as the process parameters are reasonably controlled, qualified products can be produced when hot-rolled aluminum-zinc plating products are produced on the mixed production line of the original cold-rolled hot-dip aluminum-zinc plating unit. Hot-rolled basal plates are used as raw materials, which can save cold-rolled process equipment and process time, reduce production costs and provide reference for the development of other hot-rolled aluminum-zinc plating products.
The authors would like to thank Panzhihua Steel Corporation Academy for the tests and base data; This research was sponsored by Science and Technology Plan Project of Sichuan Province-Research on new neutron absorbing materials for key components of spent fuel storage and transportation equipment (Grant No.: 2021YJ0058).
[1] Kukhar, V.V., Klimov, E.S., Chernenko, S.M. (2021). Analysis of galvanized steel sheets fabrication in cold rolling shop and identification of local impacts contributing to corrosion of metal-products. In Solid State Phenomena, 316: 873-879. https://doi.org/10.4028/www.scientific.net/SSP.316.873
[2] Rahardja, A.Z., Chumaidiyah, E., Tripiawan, W. (2019). Feasibility Analysis on the Development of Steel Sheet Zinc Plated and Galvalum Production Factory PT. S Steel. In IOP Conference Series: Materials Science and Engineering, 528(1): 012031. https://doi.org/10.1088/1757-899X/528/1/012031
[3] Hao, X, Zhao, J.Q., Liu, Y.K., Zhang, C.X., Luo, J.T. (2020). δ-phase precipitation regularity of cold-rolled fine-grained GH4169 alloy plate and its effect on mechanical properties. Transactions of Nonferrous Metals Society of China, 30(12): 3287-3295. https://doi.org/10.1016/S1003-6326(20)65461-9
[4] Lainé, S.J., Knowles, K.M., Rugg, D. (2022). Microstructural characterisation of deep cold rolled and metal shot peened Ti–6Al–4V plate. Materialia, 26: 101575. https://doi.org/10.1016/j.mtla.2022.101575
[5] Govindan, S.K., Madhavan, M. (2019). Experimental and analytical study of lightweight floor system built-up with cold-formed profile steel sheet and hot-rolled steel plate (CFPSS-HRSP). In Structures, 22: 291-309. https://doi.org/10.1016/j.istruc.2019.08.007
[6] Zhang, X., Odnevall Wallinder, I., Leygraf, C. (2018). Atmospheric corrosion of Zn–Al coatings in a simulated automotive environment. Surface Engineering, 34(9): 641-648. https://doi.org/10.1080/02670844.2017.1305658
[7] Fuentes, M., de la Fuente, D., Chico, B., Llorente, I., Jiménez, J.A., Morcillo, M. (2019). Atmospheric corrosion of zinc in coastal atmospheres. Materials and Corrosion, 70(6): 1005-1015. https://doi.org/10.1002/maco.201810620
[8] Karthick, S., Muralidharan, S., Saraswathy, V. (2020). Corrosion performance of mild steel and galvanized iron in clay soil environment. Arabian Journal of Chemistry, 13(1): 3301-3318. https://doi.org/10.1016/j.arabjc.2018.11.005
[9] Biswas, S., Samanta, S., Singh, A.K., Bhattacharya, B., Singh, S.B. (2019). An overview on the texture evolution of cold rolled IF steels and Zn coating during galvanizing and galvannealing. Reference Module in Materials Science and Materials Engineering, 20(19): 1-15. https://doi.org/10.1016/B978-0-12-803581-8.11526-7
[10] Ozturk, F., Evis, Z., Kilic, S. (2017). Hot-dip galvanizing process. Comprehensive Materials Finishing, 3: 178-190 https://doi.org/10.1016/B978-0-12-803581-8.09175-X
[11] Sang, Y., Liu, Q., Wang, S., Dong, S., Fan, Y., Zhao, X., Li, S. (2022). Synthetic polyaniline-boron nitride-aqueous epoxy resin composite coating for improving the corrosion resistance of hot-dip galvanized steel plates. Applied Surface Science, 592: 153229. https://doi.org/10.1016/j.apsusc.2022.153229
[12] Grandhi, S., Raja, V.S., Parida, S. (2021). Effect of manganese addition on the appearance, morphology, and corrosion resistance of hot-dip galvanized zinc coating. Surface and Coatings Technology, 421: 127377. https://doi.org/10.1016/j.surfcoat.2021.127377
[13] Suliga, M., Wartacz, R., Hawryluk, M. (2022). Influence of the drawing process on corrosion behaviour of hot-dip galvanised wires. Materials Science and Technology, 39(2): 158-167. https://doi.org/10.1080/02670836.2022.2105498
[14] Sığırcık, G., Ömer, Y., Tüken, T. (2022). Atmospheric corrosion behavior of hot-dip galvanized and continuous galvanized steel. Acta Metallurgica Slovaca, 28(3): 117-126. https://doi.org/10.36547/ams.28.3.1526
[15] Zhang, W.J., Liu, G.F., Wang, X.J., Qian, S., Zhang, J., Bai, Z.H. (2022). Formation mechanism and process optimization of surface defects on hot-dip Al-Zn strip steel. Iron & Steel, 22(11): 1-10. https://doi.org/10.13228/j.boyuan.issn0449-749x.20220595
[16] Cao, B.R., Zhao, N. (2017). Analysis of uncoated defect in al-Zn-Si coating plate. Sichuan Metallurgy, 39(4): 42-45.
[17] Kancharla, H., Mandal, G.K., Singh, S.S., Mondal, K. (2022). Effect of strip entry temperature on the interfacial layer and corrosion behavior of galvanized steel. Surface and Coatings Technology, 433: 128071. https://doi.org/10.1016/j.surfcoat.2021.128071
[18] Bellini, C., Di Cocco, V., Iacoviello, F., Mocanu, L.P. (2022). Bath chemical composition influence on intermetallic phases damage in hot dip galvanizing. Procedia Structural Integrity, 39: 574-581. https://doi.org/10.1016/j.prostr.2022.03.131
[19] Rudnik, E. (2019). Recovery of zinc from zinc ash by leaching in sulphuric acid and electrowinning. Hydrometallurgy, 188: 256-263. https://doi.org/10.1016/j.hydromet.2019.07.006
[20] Moon, K.M., Lee, S.Y., Jeong, J.H., Lee, M.H. (2017). Corrosion behaviors for galvanizing, galvalume and chromate treated steels in 1% NaOH solution. In Key Engineering Materials, 744: 217-222. https://doi.org/10.4028/www.scientific.net/KEM.744.217
[21] Persson, D., Thierry, D., Karlsson, O. (2017). Corrosion and corrosion products of hot dipped galvanized steel during long term atmospheric exposure at different sites world-wide. Corrosion Science, 126: 152-165. https://doi.org/10.1016/j.corsci.2017.06.025
[22] Artiukh, V., Mazur, V., Kukhar, V., Vershinin, V., Shulzhenko, N. (2019). Study of polymer adhesion to steel. In E3S Web of Conferences, 110: 01048. https://doi.org/10.1051/e3sconf/201911001048
[23] Al-Negheimish, A., Hussain, R.R., Alhozaimy, A., Singh, D.D.N. (2021). Corrosion performance of hot-dip galvanized zinc-aluminum coated steel rebars in comparison to the conventional pure zinc coated rebars in concrete environment. Construction and Building Materials, 274: 121921. https://doi.org/10.1016/j.conbuildmat.2020.121921