Shi Yan | Qianhua Liang* | Lingyuan Wen
© 2022 IIETA. This article is published by IIETA and is licensed under the CC BY 4.0 license (http://creativecommons.org/licenses/by/4.0/).
OPEN ACCESS
Objective of this study is to find a way to control the generation of bright pitting defects on the surface of hot-rolled galvalume steel sheets produced using the United States Corp method. In our study, Scanning Electron Microscope (SEM) and Energy Disperse Spectroscopy (EDS) were used to analyze the microscopic characteristics and components of the said defects, and it’s found that the cause of Type-I pitting defects is the dross residuals in the zinc kettle that are adhered to the surface of the strip steel caused by improper setting of the air-knife blowing process; and the cause of Type-Ⅱ pitting defects is the suspended particles or intermediate alloy particles entering the coating layer from the zinc kettle. Methods such as strictly controlling the compositions of aluminum-zinc ingots, adjusting the parameters of the air knife during the production process, regularly picking up bottom dross and irregularly picking up surface dross remaining in the equipment, and regularly cleaning the equipment could be taken to tighten the monitoring and management of dross in the kettle, ensure the purity of the plating solution, and effectively solve the bright pitting defects. This study provides a guidance for steel sheet manufactures to improve their manufacturing techniques and control the production process.
hot-rolled galvalume, pitting defect, air knife, steel sheet, plating, zinc kettle, dross
The alloy coating layer of hot-rolled galvalume steel sheets (sometimes referred to as GL for short) has both galvanized zinc and aluminum layers, which has perfectly combined aluminum’s merits of good insulation, protection, and durability performance with the electrochemical protection function of zinc. In an atmospheric corrosion environment, its corrosion resistance is twice higher than that of hot-dip galvanized steel sheets of the same thickness. Besides, the GL coating also exhibits good mechanical properties, high temperature resistance, heat reflection, and pleasing appearance, and it has been widely used in industries such as construction, automobile manufacturing, home appliance manufacturing, and transportation, etc. [1-5]. In recent years, the market has posed clear demands on the individuation of products, and so is the case for hot-dip galvanized steel sheets. Moreover, under the influence of both the production capacity and the market, industrial users of steel sheets such as construction, shipbuilding, and container manufacturing industries have formulated stricter inspection standards for the surface quality of steel sheets. Surface dross defects can seriously affect the quality of steel sheets, making the galvanized sheets unable to meet client requirements and causing adverse effects on subsequent coating processing, thereby bringing great economic loss to steel sheet manufactures and hurting the image of their products in the market, thus special attention must be paid to them. In this context, studying the causes and prevention measures of surface dross defects is of great significance for improving the product quality [6-10].
Technicians in some manufacturers have conducted in-depth research on the defects of hot-dip galvalume steel sheets, hot-dip galvanized steel sheets, and cold-rolled galvalume steel sheets, etc. For instance, Li et al. from the Maanshan Iron and Steel Co., Ltd. found that after the surface coating of the hot-dip galvanized steel sheets is removed, there’re bulges on the substrate at the corresponding positions of bright pitting defects, and they believe that these bulges on the substrate have caused uneven distribution of the zinc layer, then bright pitting defects would form on the surface of the galvanized layer after finishing [11]. Zeng et al. [12] hold that impurities in the zinc kettle such as carbon, silicon, and magnesium would attach to the surface of the strip steel, forming dross defects on the surface. Li et al. [13] analyzed the pock flaws on the surface of hot-dip galvanized steel sheets, and argued that the pocks are mainly the iron oxide particles adhered on the sheet surface. These studies have basically solved the problem of bright spots or pitting when producing hot-dip galvalume sheets, hot-dip galvanized sheets, and cold-rolled galvalume sheets using independent production lines, however, they haven’t given any comprehensive solution to the bright pitting defects.
Subject of this study is the hot-rolled galvalume steel sheets which are mainly used to fabricate purlins in the construction industry. Since steel sheets are often subject to bending deformations, so users have specific requirements on their chemical compositions, mechanical properties, allowable deviation in size, and surface quality. Specifically, requirements on surface quality include no skip plating, peeled coating, or bright pitting.
According to the technical requirements of users and the practical production experience of hot-rolled galvanized products, the chemical compositions, mechanical properties and size accuracy of the products are mainly determined by the raw steel coils, and the technical difficulties of such projects lie in how to keep the adhesion of the coating and avoid defects such as skip plating and exposed steel substrate, so as to ensure surface quality. These defects with hot-rolled galvalume products can lead to quality degradation, Artiukh et al. [14] and Cole [15] found the main causes of these defects via analysis and verification and proposed good solutions. In terms of another type of surface defects, bright pitting, for users in the construction industry, although it might not cause serious problems such as quality decline, it can affect the appearance of the products since the color of the defect area is different from the surroundings. Moreover, in the subsequent coating process, defects such as pits, exposed substrate, and pinholes formed after coating can hardly make the surface quality of the products meet the requirements of users, therefore, studying the causes and preventions measures of bright pitting defects is very important for improving the quality of hot-dip galvanized products [16-20].
This study conducted experiments to observe the microscopic structure of pitting defects on the surface of hot-dip galvalume steel sheets and analyzed the composition of chemical elements. Combining with the actual production process, this paper analyzed the process flow and production equipment in detail, discovered the formation mechanism of the said defects, and proposed targeted improvement measures, in the hopes of effectively solving the bright pitting defects on the surface of steel sheets during the production process.
According to user requirements, the hot-rolled steel product SD235+AZ (enterprise standard) of a steel enterprise was taken as the raw material to prepare products using the United States Corp method in the experiment. Due to the limitation of the production project, in the steel enterprise undertaking this project, the hot-rolled galvalume products and the cold-rolled galvalume products were produced on mixed production lines, the manufacturing techniques and parameters were coordinated between the two products to find out the optimal production scheme.
Based on the characteristics of the equipment in this steel enterprise, the main production flow of the hot-rolled galvalume products was arranged as: hot rolling of steel coils → acid pickling → degreasing and cleaning → continuous annealing → hot dipping of aluminized zinc → post-plating treatment → coiling [21]. In this flow, strip steel was subjected to multi-stage cleaning, including alkaline cleaning, brushing, electrolytic cleaning, and hot water rinsing; the annealing furnace adopted in the experiment is a large vertical-style zinc kettle with advanced international technologies (Model AJAX MAGNETHERMIC), the zinc kettle is a movable inductive dual-kettle system equipped with advanced vertical-style roll coater and inductive curing oven, which can be used to produce high quality fingerprint-resistant sheets and self-lubricating sheets.
At the outlet of the galvanizing equipment unit, surface of the steel sheets was observed and sample sheets with pitting defects were retained. After subjected to galvanizing, finishing, and other front-end procedures, the sample sheets were observed for the macroscopic appearance of the surface. Then, smaller pieces containing areas with pitting defects were cut from the sample sheets and their 3D morphology was observed in a SEM, also, their components were analyzed by a INCA EDS.
3.1 Macroscopic characteristics of the defects
Sample sheets with defects were observed with the naked eye, and it’s found that the bright pitting defects had equivalent probabilities of occurrence on the upper and lower surfaces of the strip, and they distributed randomly along the length and width directions. The defects could be divided into two types according to the macroscopic appearance, which were named as Type-I bright pitting defects and Type-Ⅱ bright pitting defects in this paper.
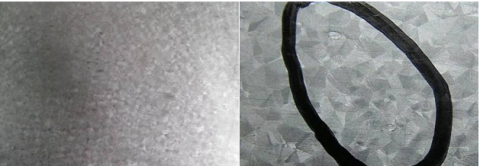
Type-I bright pitting defects are shown in Figure 1. The concave defect areas have clear boundaries with surrounding areas, they are mostly fingernail-shaped bright-colored pits or spots with different sizes. Bulges and dents could be felt when touching with hands, namely the defects “have a hand feeling” [22].
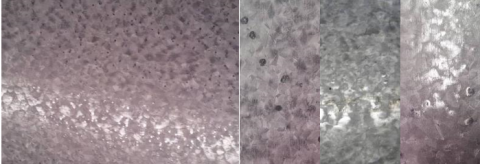
Type-Ⅱ bright pitting defects are shown in Figure 2. The defects present as bright (or dark) blobs at certain light angles. Boundary lines between the defect areas and the normal areas are irregular, and the defects are of varied shapes and sizes. The defects seem to be convex when observed with naked eye, but bulges or dents couldn’t be felt when touching with hands, namely the defects “have no hand feeling” [22]. The defects are more likely to appear on the surface of strip steel sheets with blur zinc texture (the three-dimensional effect of the zinc texture is not obvious), and there’re small black dots in the center of some defects.
3.2 Microscopic characteristics of the defects
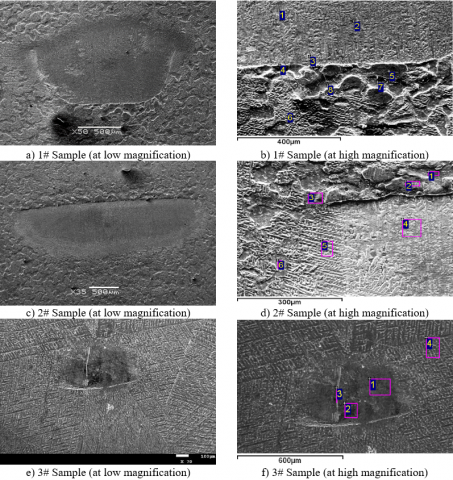
The model JSM1600-LV SEM and INCA EDS were used in the experiment to analyze the microscopic characteristics of the Type-I bright pitting defects, as shown in Figure 3. The EDS was used to analyze the elements of the Type-I bright pitting defects, and the component analysis results of the defect areas and normal areas are given in Table 1. SEM photos show that some defects are concave and form pits, some defects are concave at one end, but the depth of the pit gradually decreases until the other end levels off with the normal area, showing a fingernail shape. The Fe content in the deep pits of the defect areas was significantly higher than that in the normal areas, Si had been detected in the defect areas of some samples.
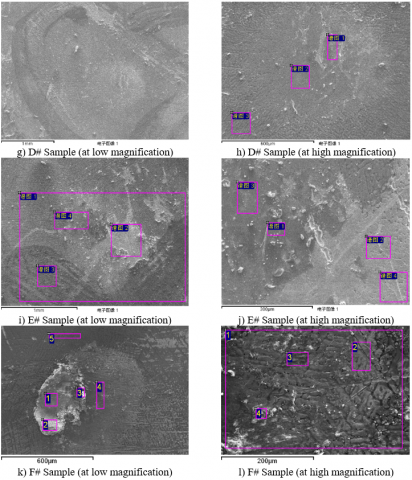
The model JSM1600-LV SEM and INCA EDS were also used to analyze the microscopic characteristics of Type-II bright pitting defects.
Figure 1. Macroscopic appearance of Type-I bright pitting defects
Figure 2. Macroscopic appearance of Type-Ⅱ bright pitting defects
Figure 3. Microscopic characteristics of Type-I bright pitting defects
Figure 4. Microscopic characteristics of Type-Ⅱ bright pitting defects
As can be seen from the SEM photos, the defect areas are smooth and level off with the normal areas (no dents or bumps). Friction marks were observed in the defect areas of most samples, the normal crystalline appearance (dendritic crystal) of the Al-Zn coating was absent. For Type-II bright pitting defects without small black dots in the center, besides common elements such as Al and Zn were detected in the defect areas, high contents of Ca, Fe, and Si participles had been also detected in some defect areas, and the Al and Zn contents of the defect areas were higher than those of the normal areas. As for the Type-II bright pitting defects with small black dots in the center, besides common elements such as Al and Zn were detected in the defect areas, high contents of Fe, Si, and Ca particles had been detected in some defect areas, and the Fe and Si contents of the defect areas with small dots in the center were higher.
Table 1. INCA component analysis results of Type-I bright pitting defects
|
Microscopic area |
Component of elements (Wt.%) |
||||||
|
O |
Al |
Si |
S |
Fe |
Zn |
||
|
Photo 3b |
1 |
--- |
39.82 |
--- |
--- |
8.71 |
51.47 |
|
2 |
5.69 |
37.76 |
2.28 |
0.66 |
37.70 |
15.91 |
|
|
3 |
--- |
46.54 |
--- |
--- |
4.67 |
48.79 |
|
|
4 |
4.34 |
51.07 |
--- |
--- |
2.19 |
42.40 |
|
|
5 |
10.64 |
40.16 |
--- |
--- |
1.40 |
47.80 |
|
|
6 |
--- |
47.08 |
--- |
--- |
1.51 |
51.41 |
|
|
7 |
2.29 |
46.35 |
--- |
--- |
--- |
51.36 |
|
|
8 |
6.76 |
51.26 |
--- |
--- |
1.65 |
40.33 |
|
|
Photo 3d |
1 |
2.13 |
44.83 |
--- |
--- |
--- |
53.04 |
|
2 |
5.58 |
49.35 |
--- |
--- |
1.84 |
43.23 |
|
|
3 |
2.12 |
50.61 |
--- |
--- |
--- |
47.27 |
|
|
4 |
--- |
39.92 |
1.57 |
--- |
34.26 |
24.26 |
|
|
5 |
--- |
48.99 |
--- |
--- |
3.68 |
47.33 |
|
|
6 |
--- |
50.22 |
--- |
--- |
1.31 |
48.47 |
|
|
Photo 3f |
1 |
11.57 |
42.23 |
--- |
--- |
--- |
46.20 |
|
2 |
26.75 |
29.53 |
1.71 |
--- |
--- |
42.00 |
|
|
3 |
2.32 |
52.89 |
--- |
--- |
--- |
44.79 |
|
|
4 |
1.91 |
45.07 |
--- |
--- |
--- |
53.02 |
|
3.3 Cause analysis of the defects
For Type-I bright pitting defects, according to the aforementioned characteristics of the defects and the existing research results about bright spots/pitting defects of hot-dip galvalume, it can be judged that this type of defects is actually still the bright spots and pitting defects [11-13]. Main causes of this type of defects are: first, after the strip steel has left the zinc kettle, due to improper setting of the air knife during blowing process (unmatched air knife height, distance, blowing pressure, or strip speed), a large turbulent flow would form in the blowing gas, making the plating solution splash and bring the dross particles from the plating kettle to the surface of the strip underneath the air knife; after the dross particles contact the strip, they are directly bounced back to the plating kettle, or blown off by the blowing gas when passing through the air knife, however, the decreased temperature at this time makes the viscosity of the zinc fluid increase, the fluidity decreases and cannot level off completely, so dent-shaped defects are formed. Second, since there’re many dross particles in the zinc kettle, some directly adhere to the surface of the strip, when passing through the air knife, they will be blown off by the blowing gas, thus forming the dent-shaped defects. Since the coating layer in the defect areas is thinner, when using INCA EDS for component analysis, the alloy layer in the middle and the steel substrate could be detected, so certain amounts of Fe and Si could be detected in the defect areas [23-25].
For Type-Ⅱ bright pitting defects, according to the aforementioned characteristics of the defects, it’s preliminarily inferred that the defects are caused by the suspended dross particles or intermediate alloy particles in the plating solution brought into the coating layer; some particles form tiny bumps directly, and some form large protruding aluminum-rich dendritic crystals since they have interfered with the normal nucleation and growth of the crystallization of the coating, so bright or dark spots would form due to the friction between the particles and the contact roller after plating, which exhibit as bright pitting defects macroscopically (Table 2 and Figure 4).
To further verify the above inference, samples were taken from the Al-Zn ingot, plating solution, and the coating and subjected to component analysis, and the results are shown in Table 3 and Figure 5.
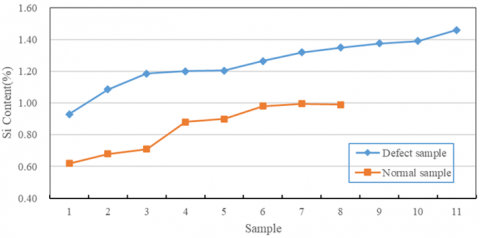
According to above data, the plating solution has a large content of impurity Ca, the content of impurity Si fluctuates greatly, and the Si content of the coating of the defect samples is higher than that of normal samples, indicating that the plating solution is rich in Si and Ca particles. Ca should come from the refractory materials (of the annealing furnace and plating kettle) and dust, etc., its entrance into the zinc kettle might break the balance among metal compounds in the plating solution, forming more suspended particles [19].
Table 2. INCA component analysis results of Type-Ⅱ bright pitting defects
|
Microscopic area |
Component of elements (Wt.%) |
||||||||||
|
C |
O |
Al |
Si |
S |
Cl |
K |
Ca |
Fe |
Zn |
||
|
Photo 4b |
1 |
--- |
4.80 |
49.29 |
--- |
--- |
--- |
--- |
--- |
--- |
45.91 |
|
2 |
39.78 |
3.54 |
24.25 |
--- |
--- |
--- |
--- |
--- |
--- |
32.43 |
|
|
3 |
44.10 |
3.19 |
21.94 |
--- |
--- |
--- |
--- |
--- |
--- |
30.77 |
|
|
4 |
--- |
26.52 |
7.80 |
--- |
--- |
7.45 |
1.06 |
0.84 |
--- |
56.33 |
|
|
5 |
14.81 |
19.75 |
14.21 |
--- |
--- |
3.93 |
--- |
--- |
--- |
47.31 |
|
|
6 |
--- |
26.55 |
3.56 |
--- |
--- |
11.00 |
1.76 |
1.15 |
--- |
55.99 |
|
|
7 |
--- |
26.73 |
7.08 |
--- |
1.53 |
13.78 |
4.51 |
2.02 |
1.40 |
42.96 |
|
|
Photo 4c |
1 |
--- |
13.51 |
51.02 |
--- |
--- |
--- |
--- |
--- |
--- |
35.47 |
|
2 |
--- |
4.96 |
52.90 |
--- |
--- |
--- |
--- |
--- |
--- |
42.14 |
|
|
3 |
--- |
6.49 |
55.01 |
--- |
--- |
--- |
--- |
--- |
--- |
38.50 |
|
|
Photo 4d |
1 |
--- |
6.92 |
52.45 |
--- |
--- |
--- |
--- |
--- |
--- |
40.63 |
|
4 |
--- |
7.37 |
50.07 |
--- |
--- |
--- |
--- |
--- |
--- |
42.56 |
|
|
5 |
--- |
11.85 |
49.96 |
--- |
--- |
--- |
--- |
--- |
--- |
38.18 |
|
|
Photo 4e |
1 |
--- |
5.09 |
50.03 |
--- |
--- |
--- |
--- |
--- |
--- |
44.88 |
|
2 |
--- |
10.78 |
51.00 |
--- |
--- |
--- |
--- |
--- |
--- |
38.21 |
|
|
3 |
--- |
2.55 |
54.05 |
--- |
--- |
--- |
--- |
--- |
--- |
43.40 |
|
|
Photo 4f |
2 |
--- |
2.34 |
56.62 |
--- |
--- |
--- |
--- |
--- |
--- |
41.03 |
|
3 |
--- |
10.96 |
43.91 |
1.23 |
--- |
--- |
--- |
--- |
9.93 |
33.97 |
|
|
4 |
--- |
7.17 |
53.89 |
--- |
--- |
--- |
--- |
--- |
--- |
38.94 |
|
|
Photo 4h |
1 |
68.77 |
--- |
11.69 |
--- |
--- |
--- |
--- |
--- |
--- |
19.54 |
|
2 |
--- |
--- |
48.03 |
--- |
--- |
--- |
--- |
--- |
--- |
51.97 |
|
|
3 |
73.34 |
--- |
8.16 |
--- |
--- |
--- |
--- |
--- |
--- |
18.50 |
|
|
Photo 4i |
1 |
67.57 |
--- |
16.59 |
--- |
--- |
--- |
--- |
--- |
--- |
15.85 |
|
2 |
--- |
--- |
48.94 |
--- |
--- |
--- |
--- |
--- |
--- |
51.06 |
|
|
3 |
73.18 |
--- |
9.67 |
--- |
--- |
--- |
--- |
--- |
--- |
17.16 |
|
|
Photo 4j |
1 |
75.23 |
--- |
8.47 |
--- |
--- |
--- |
--- |
--- |
--- |
16.30 |
|
2 |
--- |
--- |
52.15 |
--- |
--- |
--- |
--- |
--- |
--- |
47.85 |
|
|
3 |
70.94 |
--- |
13.99 |
--- |
--- |
--- |
--- |
--- |
--- |
15.07 |
|
|
Photo 4k |
1 |
--- |
43.53 |
--- |
--- |
--- |
--- |
--- |
--- |
49.44 |
7.02 |
|
2 |
|
42.13 |
--- |
--- |
--- |
--- |
--- |
--- |
51.57 |
6.30 |
|
|
3 |
--- |
40.63 |
6.39 |
--- |
--- |
--- |
--- |
1.87 |
26.84 |
24.27 |
|
|
4 |
|
25.28 |
29.03 |
1.26 |
--- |
--- |
--- |
--- |
6.17 |
38.27 |
|
|
5 |
--- |
13.36 |
41.53 |
1.97 |
--- |
--- |
--- |
--- |
--- |
43.15 |
|
|
Photo 4l |
1 |
--- |
23.15 |
36.20 |
|
--- |
--- |
--- |
--- |
2.62 |
38.03 |
|
2 |
--- |
18.74 |
42.69 |
|
--- |
--- |
--- |
--- |
--- |
38.57 |
|
|
3 |
--- |
28.57 |
39.17 |
|
--- |
--- |
--- |
--- |
--- |
32.26 |
|
|
4 |
--- |
29.63 |
19.17 |
8.00 |
--- |
--- |
--- |
--- |
6.62 |
36.57 |
|
Table 3. Component analysis results of plating solution
|
Category |
Component of plating solution (%) |
|||||||||
|
Al |
Zn |
Si |
Fe |
Ca |
Sn |
Pb |
Sb |
As |
Cd |
|
|
Al-Zn ingot |
57.49 |
40.64 |
1.60 |
0.10 |
<0.010 |
<0.010 |
<0.010 |
<0.010 |
<0.010 |
<0.010 |
|
Plating solution |
58.92 |
39.35 |
1.19 |
0.51 |
0.031 |
<0.010 |
<0.010 |
<0.010 |
<0.010 |
<0.010 |
|
57.06 |
40.88 |
2.81 |
0.54 |
0.030 |
0.014 |
< 0.005 |
< 0.005 |
< 0.005 |
< 0.005 |
|
Figure 5. Comparison of Si content in the coating of samples
The above analysis results show that the Type-I bright pitting defects are mainly related to the blowing process of the air knife and the dross in the zinc kettle; and the Type-Ⅱ bright pitting defects are mainly related to the suspended particles or intermediate alloy particles in the zinc kettle, therefore, this paper proposes the following measures for preventing these defects:
1) Adjust the speed of the equipment unit, the height of air knife and plating solution surface, the distance between air knife and strip steel, and the blowing pressure of the air knife according to the thickness of the product strip and the thickness of its coating layer, so as to ensure their matching and prevent plating solution from splashing.
2) Enforce strict monitoring and management of dross in the zinc kettle, regularly picking up bottom dross and irregularly picking up surface dross remaining in the kettle to prevent dross particles from sticking to the surface of the strip steel.
3) Strictly control the deviations of the compositions of the Al-Zn ingots and check the technical conditions for the procurement of raw material Al-Zn ingots, so as to control the contents of impurities such as Ca and Si.
4) Tighten the monitoring and management of plating solution to ensure its compositions are within the scope of process regulations; regularly clean the dust in the kettle to ensure the uniformity and purity of the plating solution, thereby lowering the formation probability of suspended particles or intermediate alloy particles.
Production practice has demonstrated that after the above prevention measures were implemented, the Type-I bright pitting defects have been effectively controlled, and the occurrence probability of the Type-Ⅱ bright pitting defects has been significantly reduced.
1) There are two main types of bright pitting defects on the surface of hot-rolled galvalume steel sheets, and their main causes are: (1) The turbulent flow of the blowing gas generated by the air knife causes the plating solution to splash, bringing the dross particles in the zinc kettle onto the surface of the strip, which are then bounced back into the zinc kettle; or the dross particles are blown off by the blowing gas when passing through the air knife, thereby forming dent-shaped bright pitting defects. (2) The suspended dross particles or the intermediate alloy particles in the plating solution are brought into the coating layer to form tiny convex defects, which are then turned into bright or dark pitting defects under the action of the friction with the contact roller after plating.
2) Main technical measures for preventing bright pitting defects are: (1) Adjust the speed of the unit, and the height, distance, and blowing pressure of the air knife to prevent plating solution from splashing. (2) Strictly control the deviations of the compositions of the Al-Zn ingots and the contents of impurities such as Ca and Si; tighten the monitoring and management of dross in the zinc kettle and the composition of the plating solution, and reduce the formation probability of surface dross, suspended particles and intermediate alloy particles.
The authors would like to thank Panzhihua Steel Corporation Academy for the tests and base data. This research was sponsored by Science and Technology Plan Project of Sichuan Province-Research on new neutron absorbing materials for key components of spent fuel storage and transportation equipment (Grant No.: 2021YJ0058).
[1] Zhang, X., Odnevall Wallinder, I., Leygraf, C. (2018). Atmospheric corrosion of Zn–Al coatings in a simulated automotive environment. Surface Engineering, 34(9): 641-648. https://doi.org/10.1080/02670844.2017.1305658
[2] Dallin, G., Gagné, M., Goodwin, F.E., Pole, S. (2018). Duplex zinc coatings for corrosion protection of steel structures. In Proocedings of Conference: Transportation Research Board TRB 97th Annual Meeting, pp. 7-11.
[3] Fuentes, M., de la Fuente, D., Chico, B., Llorente, I., Jiménez, J.A., Morcillo, M. (2019). Atmospheric corrosion of zinc in coastal atmospheres. Materials and Corrosion, 70(6): 1005-1015. https://doi.org/10.1002/maco.201810620
[4] Karthick, S., Muralidharan, S., Saraswathy, V. (2020). Corrosion performance of mild steel and galvanized iron in clay soil environment. Arabian Journal of Chemistry, 13(1): 3301-3318. https://doi.org/10.1016/j.arabjc.2018.11.005
[5] Bai, Y., Sun, B., Huangfu, W., Sun, X., Liu, Z., Du, C., Li, X. (2022). Corrosion behavior of typical hot rolled sheets in humid storage environments. Anti-Corrosion Methods and Materials, (ahead-of-print). https://doi.org/10.1108/ACMM-01-2022-2592
[6] Moon, K.M., Lee, S.Y., Jeong, J.H., Lee, M.H. (2017). Corrosion behaviors for galvanizing, galvalume and chromate treated steels in 1% NaOH solution. In Key Engineering Materials, 744: 217-222. https://doi.org/10.4028/www.scientific.net/KEM.744.217
[7] Vishwanatha, A.D., Panda, B., Balaraju, J.N., Sahoo, P.P., Shreyas, P. (2021). Effect of coating thickness on the corrosion behavior of galvanized steel in 3.5% NaCl solution. In Key Engineering Materials, 882: 35-49. https://doi.org/10.4028/www.scientific.net/KEM.882.35
[8] Odnevall Wallinder, I., Leygraf, C. (2017). A critical review on corrosion and runoff from zinc and zinc-based alloys in atmospheric environments. Corrosion, 73(9): 1060-1077. https://doi.org/10.5006/2458
[9] Wijesinghe, S.L., Zixi, T. (2017). Benchmarking of zinc coatings for corrosion protection: A detailed characterization of corrosion and electrochemical properties of zinc coatings. Corrosion Science and Technology, 16(1): 38-47. https://doi.org/10.14773/cst.2017.16.1.38
[10] Persson, D., Thierry, D., Karlsson, O. (2017). Corrosion and corrosion products of hot dipped galvanized steel during long term atmospheric exposure at different sites world-wide. Corrosion Science, 126: 152-165. https://doi.org/10.1016/j.corsci.2017.06.025
[11] Li, W.G., Zhao, Y.L., Wang, T., Zhou, Z.C., Qian, X. (2018). Analysis and control of bright spot defects on the surface of hot-dip galvanized steel sheet. China Metallurgy, 28(10): 46-50. https://doi.org/10.19289/j.1004-227x.2018.19.007
[12] Zeng, S.S., Wu, R., Qi, Q.S., Li, W.M. (2020). Cause analysis of surface texture defects of hot dip galvanized strip steel. Physics Examination and Testing, 38(6): 26-29. https://doi.org/10.13228/j.boyuan.issn1001-0777.20190052
[13] Li, Y.D., Jiang, S.M., Yuan, X.H. (2009). Reasons and preventive measures for pock flaws on coating surface of galvanized steel sheet. Corrosion & Protection, 30(12): 917-920.
[14] Artiukh, V., Mazur, V., Kukhar, V., Vershinin, V., Shulzhenko, N. (2019). Study of polymer adhesion to steel. In E3S Web of Conferences, 110: 01048. https://doi.org/10.1051/e3sconf/201911001048
[15] Cole, I.S. (2017). Recent progress and required developments in atmospheric corrosion of galvanised steel and zinc. Materials, 10(11): 1288. https://doi.org/10.3390/ma10111288
[16] Rahardja, A.Z., Chumaidiyah, E., Tripiawan, W. (2019). Feasibility analysis on the development of steel sheet zinc plated and Galvalum production factory PT. S steel. In IOP Conference Series: Materials Science and Engineering, 528(1): 012031. https://doi.org/10.1088/1757-899X/528/1/012031
[17] Kolnerová, M., Sobotka, J., Solfronk, P. (2016). Adhesive bonding joints of coating with Zn/Mg layer on sheets for car-body panels at temperature loading. In Key Engineering Materials, 669: 167-175. https://doi.org/10.4028/www.scientific.net/KEM.669.16
[18] Song, Y. (2019). Current research and application status of hot-dip zinc–aluminum–magnesium alloy-coated steels. Electroplating & Finishing, 38(9): 442-446. https://doi.org/10.19289/j.1004-227x.2019.09.009
[19] Mizuno, D. (2018). Automotive corrosion and accelerated corrosion tests for zinc coated steels. ISIJ International, 58(9): 1562-1568. https://doi.org/10.2355/isijinternational.ISIJINT-2018-159
[20] Xiao, R.B., Lin, W.G., Lai, R.S., Li, Y. (2021). Research on the data-driven product design for mass personalization. Journal of Machine Design, 38(10): 1-14. https://doi.org/10.13841/j.cnki.jxsj.2021.10.001
[21] Kukhar, V.V., Klimov, E.S., Chernenko, S.M. (2021). Analysis of galvanized steel sheets fabrication in cold rolling shop and identification of local impacts contributing to corrosion of metal-products. In Solid State Phenomena, 316: 873-879. https://doi.org/10.4028/www.scientific.net/SSP.316.873
[22] Saleh, A.F., Wasono, S.B., Tistogondo, J. (2021). Strong analysis of bending materials Galvalum profile C as a building component. ADRI International Journal of Engineering and Natural Science, 6(1): 72-77. https://doi.org/10.29138/aijens.v6i01.37
[23] Ma, Q., Lu, F., Yang. X.E., Ji, Y.H., Yan. G.K., Dai, Y.J. (2019). Analysis and improvement of surface spot defects of hot-dip galvanized strip. Heat Treatment of Metals, 4(2): 21-23.
[24] Maryoto, A., Lie, H.A., Jonkers, H.M. (2021). Flexural strength of concrete-galvalume composite beam under elevated temperatures. Computers and Concrete, An International Journal, 27(1): 13-20. https://doi.org/10.12989/cac.2021.27.1.013
[25] Diogo, C.P., de Morais, W.A. (2017). Performance Analysis of Galvalume Steel Sheets for Metalic Roof Tiles. https://doi.org/10.5151/1516-392X-26924