Ammar Ahmed Hammadi | Aseel Madallah Mohammed | Majeed Mattar Ramal*
© 2022 IIETA. This article is published by IIETA and is licensed under the CC BY 4.0 license (http://creativecommons.org/licenses/by/4.0/).
OPEN ACCESS
According to the growing of the world's population, the necessitate for using different building materials such as cement, steel, admixtures, wood and aluminium increased. The main problem faces the world with the increasing need for building materials is the construction wastes, which are a type of environmental pollution that must be reduced. This study focused on aluminium and iron wastes resulted from factories and the possibility to reuse these wastes again like partial replacement from sand with proportions (0.25, 0.5, 0.75 and 1$\%$) in concrete mixtures for both types of residues at ages (7, 14, and 28) days. It had studied the effect of the using of aluminium residues (AR) and iron residues (IR) especially on the mechanical characteristics of concrete. These mechanical characteristics were the compression strength (CS) and tensile strength (TS). The achieved results were compared between the residues concrete specimens and those of reference concrete. Also, the effect of age and replacement percentage for samples which they contain AR and IR had been discussed. The results had shown that the (CS) of iron residues concrete samples (IRC) was increasing with increasing of the iron residues percentage till (0.5$\%$) (IR) in opposite of the observed values of aluminium residues concrete (ARC), as well as for the results of the (TS) of concrete samples which containing the mineral residues at all ages. Where it was observed that the using of aluminium residues (AR) showed a decreasing in the values of (TS) and (CS) compare with reference concrete, but with the use of iron residues (IR) both of (TS) and (CS) results were more than their counterparts of reference concrete at all ages for the first two percentages of replacement.
residues, replacements, enhancement, compression, fracture, concrete
Recycling industrial goods and trash is both cost-effective and environmentally beneficial. Normally the aggregate occupies (70 – 80$\%$) percentage of concrete structure and act a significant function in various concrete properties like the workability, durability, strength, and stability. The employing of various waste materials explains future application in the construction process as an alternative to traditional resources that might be utilized as a partially substitute for (FA) [1].
Hundreds of tons of debris are produced each year as a result of the deconstruction of old structures as a result of redevelopment and specific industrialization activities, which is a rising worldwide concern [2]. Engineers quickly started to reuse some of these scrap materials as recycled steel and other metals ingredients in concrete [3]. However, only a small percentage are recycled approximately about 20$\%$ to 30$\%$ and the remaining is disposed in landfills, causing potentially environmental impacts [4].
Prabhu et al. [5] had investigated the use of casting sand from the aluminum foundry factory as a (FA) substitute in a variety of replacement ratios (10$\%$, 20$\%$, 30$\%$, 40$\%$, 50$\%$), and concluded that the strength properties of concrete mixtures which integrated by foundry sand up to (20$\%$) was fairly near to the strength value of control mixture.
Borole et al. [6] explained that enhancing the steel slag (SS) percentage about 25$\%$ of the total weight of fine aggregate (FA) enhanced the (CS). The values of splitting tensile strength (TS) had enhanced with increasing of the (SS) percentage about (25$\%$) of the mass of (FA).
Humam and Siddique [7] had studied the effect of replacing (FA) by a high percentage of iron slag on the mortar properties. This cement mortar had a (1:3) mixture proportion with including a variety of percentage of iron slag (10, 20, 30 and 40$\%$) based on weight of (FA). Test values showed that the insertion of (SS) as a partially substitute with (FA) was enhancing mortar properties.
Alzubaidi [8] studied the effect of inclusion of aluminium by-product ALBP on the concrete characteristics in fresh and hardened case. The research was evaluating the strength of concrete with ALBP added in various proportions (5$\%$, 10$\%$, 15$\%$, 20$\%$ and 25$\%$) by the cement weight. The results were showing a significant reduction in workability, compressive strength, flexural strength and density of plain concrete.
Workability and compressive strength, are important for basic structural light-weight concrete [9]. Concrete is one of the most often used materials in the building sector [10]. Many scientists and researchers throughout the world have produced environmentally-friendly concrete utilizing a variety of valuable waste, reclaimed, and hybrid materials [11].
Elinwa and Mbadike [12] had employed an Aluminium Residuals (AR) for producing concrete samples with replacement percentages of (5, 10, 20, 30 and 40$\%$) by weight of cement. The results were clarifying that the (AR) may be employed as a retarder and, as a consequence, is a useful material for wet weather concreting. The best values of the (CS) and flexural strength were achieved by the optimum replacement percentage which was (10$\%$).
Mbadike and Osadere [13] had studied the impacts of inclusion of (AR) in the concrete matrix, the addition of 5$\%$ (AR) to a standard 1:2:4 mixture enhanced the (CS) of concrete about (6.6$\%$).
Solid wastes such as (SS) and (AR) are valuable waste and generate in big quantities from different sources, so it must control and manage such solid waste.
The cascade grinding technique was applied to produce cementitious raw materials with steel waste (SW). The finding revealed that, at the same age the compressive strength of railway sleeper concrete unblended with SW (UIRSC) is higher than that of railway sleeper concrete blended with SW (SIRSC), The shrinkage of (UIRSC) is much higher than that of (SIRSC), The shrinkage value of (UIRSC) at 28 d was 593×10-6, while it was 230×10-6 to (SIRSC) [14].
Ji et al. produced light-weight sound-isolator concrete from solid wastes such as (SS) waste, and examined the influence of the content of each aluminum residual as a powder and fibers on the compressive strength and sound isolation of concrete. The findings show that adding a sufficient amount of fibers may significantly improve the compressive strength and high sound isolation of the material. When adding a sufficient amount of aluminum residuals powder of about 1$\%$, the physical-chemical combined foaming may develop a high sound isolator material at medium-high frequencies [15].
Lu et al. added the rust inhibitor to prevents the earlier start hydration of concrete mixture materials in concrete [16]. Wang et al. found that the resistance of concrete to chloride ion penetration can be increased by adding more silica fume (SF), but the benefit gradually wears off [17].
As seen above, it is noticed more researches about changing the classic materials which concrete consisted. So, the aluminium and iron dross are type of the material wastes which exploited as a partially replacement of (FA). In addition to that, the studies showed an improvement about using these mineral wastes as a partial replacement to fine aggregate. This study focused on discovering the differences in use aluminum and iron residues as a partial replacement of fine aggregate and its effects on mechanical properties of concrete comparing with normal concrete.
2.1 Materials
The used cement of this research was ordinary Portland cement. Both physical and chemical characteristics of the applied cement were recorded in Tables 1 and 2. It was conforming to the Iraqi specification No.5/1984 [18].
The sulphate content, specific gravity and absorption were (0.15$\%$, 0.67$\%$, and 2.65). The results of sieve analysis test for (FA) are in Table 3 which are conforming to a limit of Iraqi specification No.4/1984 [19]. A washed coarse aggregate with (10mm maximum size) was used. The sieve analysis results for this aggregate are in Table 4. They conformed to Iraqi specification No. 45/1984. The values of sulphate content and specific gravity are (1.7$\%$, 2.68) respectively. A drinking water for purposes of mixing and curing was used. (AR) produced from factory residues was used with specific gravity equal to 2.381. Iron waste produced from the factory was used with a specific gravity equal to (7.4). The part of sand of size (1.18 mm) in sieve analysis test was replaced with these mineral residues according to their sizes as shown in Tables 5 and 6.
Table 1. Physical properties of cement
|
Cement type |
Normal |
Moderate resistance |
Fast glitter |
|
Smoothness (m2/kg) |
230 |
250 |
320 |
|
Hang time Primary (minute) |
45 |
45 |
45 |
|
Final (hour) |
10 |
10 |
10 |
|
Safety Stability ($\%$) |
0.8 |
0.8 |
0.8 |
|
Bearing the pressure One day (MN/m2) |
- |
- |
11 |
|
Three days (MN/m2) |
15 |
15 |
21 |
|
Seven days |
23 |
23 |
28 |
|
28 days |
- |
- |
- |
|
Bearing the tensile one day (MN/m2) |
- |
- |
2.1 |
|
The grade of the white ($\%$) |
- |
- |
- |
Table 2. The chemical properties of cement
|
Test |
Cement type |
|||||
|
N |
M |
FG |
LH |
R |
W |
|
|
SIO2 $\geq$ ($\%$) |
- |
21 |
- |
- |
- |
- |
|
Al2O3 $\geq$ ($\%$) |
- |
6 |
- |
- |
- |
- |
|
Fe2O3 $\geq$ ($\%$) |
- |
6 |
- |
6.5 |
- |
- |
|
Factor saturation limestone |
1.02-0.66 |
0.88-0.66 |
1.02-0.66 |
|||
|
MgO $\leq$ ($\%$) |
5 |
5 |
5 |
5 |
5 |
5 |
|
SO3 ≤ when the proportion of C3A $<$(5$\%$) |
2.5 |
2.5 |
3 |
2.5 |
2.5 |
2.5 |
|
$>$ (5$\%$) |
2.8 |
2.8 |
3.5 |
3 |
2.5 |
3 |
|
Loss of burn $\leq$ ($\%$) |
4 |
4 |
4 |
4 |
4 |
4 |
|
Materials and non-insoluble ($\%$) |
1.5 |
1.5 |
1.5 |
1.5 |
1.5 |
1.5 |
|
C3S $\leq$ ($\%$) |
- |
- |
- |
35 |
- |
- |
|
C2S $\leq$ ($\%$) |
- |
- |
- |
40 |
- |
- |
|
C3A $\leq$ ($\%$) |
- |
8 |
15 |
7 |
3.5 |
- |
|
Fe2O3 /Al2O3 $\leq$ ($\%$) |
- |
- |
- |
- |
- |
8 |
N: Normal, M: Moderate, FG: Fast glitter, LH: Low and the heat, R: Resistant, W: White
Table 3. Sieve analysis of fine aggregate (FA)
|
Sieve size (mm) |
$\%$ Passing |
ISL: No.5/1984 for zone (3) |
|
4.75 |
96 |
90-100 |
|
2.36 |
86 |
85-100 |
|
1.18 |
79 |
75-100 |
|
0.6 |
62 |
60-100 |
|
0.3 |
21 |
12-40 |
|
0.15 |
3 |
0-10 |
ISL: Iraqi Specification Limits
Table 4. Sieve analysis of coarse aggregate
|
Sieve size |
Cumulative passing $\%$ |
ISL. NO /1984 |
|
12.5 |
100 |
100 |
|
9.5 |
99 |
65-100 |
|
4.75 |
15 |
10-30 |
|
2.36 |
3 |
0-10 |
|
1.18 |
0 |
0-5 |
ISL: Iraqi Specification Limits
Table 5. Sieve analysis for aluminium dross
|
Sieve No. |
Retaining $\%$ |
Passing $\%$ |
|
4.75 |
0.0 |
100.0 |
|
2.36 |
0.3 |
99.7 |
|
1.18 |
86.5 |
13.5 |
|
600 microns |
10.8 |
3.0 |
|
300 microns |
3 |
0 |
Table 6. Sieve analysis for iron dross
|
Sieve No. |
Retaining $\%$ |
Passing $\%$ |
|
4.75 |
0.0 |
100.0 |
|
2.36 |
0.15 |
99.8 |
|
1.18 |
88.4 |
11.45 |
|
600 |
9.8 |
1.65 |
|
300 |
1.2 |
1.2 |
2.2 Specimen detail
Steel moulds were used in this work as follow:
• For (CS), cubes of (100*100*100) mm were used.
• For (TS), cylinders of (100*200) mm were used.
2.3 Mixing process
A cylindrical mixer (30) litres were for mixing where the interior surfaces were cleaned and moistened to be ready for mixing. Firstly, the aluminium and iron dross were added to (FA) according with the specified replacement percentages (0.25$\%$, 0.5$\%$, 0.75$\%$ and 1$\%$). Then, the coarse and (FA) were mixed with cement. Finally tap water was added on dry parts of mix. The proportion of mixing was (1:2:3) for dry components with (0.45) for water/cement ratio. The plain concrete was casted to be reference for comparison.
2.4 Casting and curing
Firstly, the moulds were coated with oil before using, according with (ASTM C 192-88). Casting of concrete mixture was applied as layers which was (50 mm) for each layer. Compacting of every layer by a vibration tool for (0.5) minute till air holes did not emerge from the concrete surface. Then, the concrete is flattened and covered by plastic sheets. Later, the samples were marked and submerged in water till the date of the testing. The test of samples was at age of (7, 14 and 28 day).
3.1 Compressive strength
3.1.1 For ARC samples
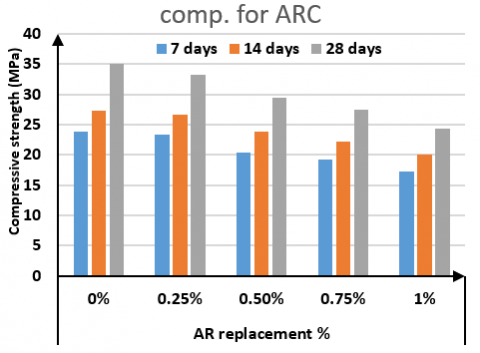
The test of (CS) was at age (7, 14 and 28 days). The findings are illustrated in Table 7 and shown in Figure 1.
Table 7. Compressive strength for ARC samples
|
Age (day) |
AR replacement $\%$ |
||||
|
0$\%$ |
0.25$\%$ |
0.50$\%$ |
0.75$\%$ |
1$\%$ |
|
|
7 days |
23.8 |
23.31 |
20.355 |
19.18 |
17.324 |
|
14 days |
27.3 |
26.64 |
23.895 |
22.194 |
20.008 |
|
28 days |
35 |
33.3 |
29.5 |
27.4 |
24.4 |
The results explained that the (ARC) samples appeared a clear reduction according to the test age and AR percentage. Where for the same age, the samples of larger content of AR have less compressive strength (CS) than those of lower AR content. Even so, there is an increase with progressing the age for the same AR content. For example, at age of (28 days), the reduction percentages were (4.9$\%$, 15.7$\%$, 21.7$\%$, and 30.3$\%$) for (0.25, 0.5, 0.75and 1$\%$) respectively. Also, for (1$\%$ AR) as example, the (CS) were (17.324, 20 and 24.4 Mpa) at (7, 14 and 28 days) respectively. Generally, the reduction of the compressive strength of (ARC) samples was justified to the largest number of voids and the lowest Calcium Silicate Hydrate (CSH). All results were comparing with the reference mixture, where the highest strength was for control (23.8, 27.3, 35 MPa) in (7, 14, and 28 days) respectively.
Figure 1. Compressive strength for ARC $\%$ with age
3.1.2 For IRC samples
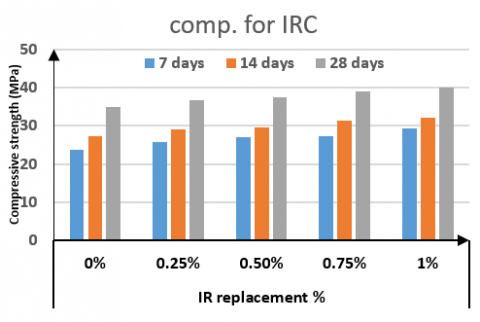
The results of (CS) are displayed in Table 8 and Figure 2. The results explained that all concrete samples showed a clear continuous increase in (CS) with ages for all types of concrete. The iron dross addition was leading for increasing in the (CS) of concrete. The average percentage of increasing for (0.25, 0.5, 0.75 and 1$\%$) replacement were (5.1, 7.1, 11.7, and 14.3$\%$) with (7, 14, and 28 days) respectively. Generally, this increasing in the (CS) of IR concrete was justified to the smallest number of voids and the highest Calcium Silicate Hydrate (CSH).
Figure 2. Compressive strength for IRC $\%$ with age
Table 8. Compressive strength for ARC samples
|
Age (day) |
IR replacement $\%$ |
||||
|
0$\%$ |
0.25$\%$ |
0.50$\%$ |
0.75$\%$ |
1$\%$ |
|
|
7 days |
23.8 |
25.76 |
27.00 |
27.37 |
29.2 |
|
14 days |
27.3 |
29.072 |
29.625 |
31.28 |
32.0 |
|
28 days |
35 |
36.8 |
37.5 |
39.1 |
40.0 |
Table 9. Splitting tensile (TS) for ARC samples
|
AR $\%$ |
7 days |
14 days |
28 days |
|
0 |
2.147 |
2.156 |
3 |
|
0.25 |
2.102 |
2.11 |
2.5 |
|
0.5 |
2.016 |
2.1 |
2.23 |
|
0.75 |
2 |
2.08 |
2.15 |
|
1 |
1.8 |
1.95 |
2.1 |
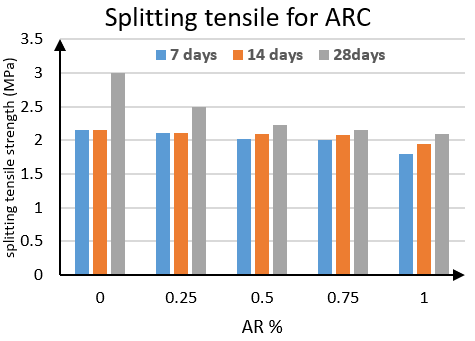
Figure 3. Splitting tensile strength with AR $\%$
Table 10. Splitting tensile for IRC samples
|
IR % |
7 days |
14 days |
28 days |
|
0 |
2 |
2.08 |
2.15 |
|
0.25 |
2.5 |
3.44 |
3.47 |
|
0.5 |
2.8 |
3.52 |
3.51 |
|
0.75 |
2.85 |
3.6 |
3.62 |
|
1 |
3.1 |
3.75 |
3.9 |
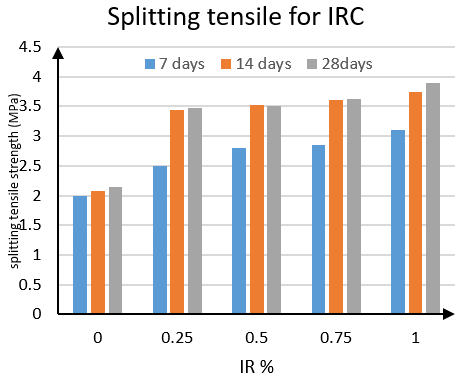
Figure 4. Splitting tensile strength with IR $\%$
3.2 Splitting tension strength
3.2.1 For ARC samples
The values of splitting tension strength were determined at (7, 14 and 28 days). The finding was illustrated in Table 9. As displayed in Figure 3, The addition of aluminium dross to concrete was not good for (TS) of concrete. It was noticed that there is a decrease in (TS) comparing with normal concrete. That was clear in 28 days where increasing the AR content led to decrease the (TS). Also in the progressing the age for the same AR percentage, there was increasing (TS). For example, at 28 days, the (TS) values were (3, 2.5, 2.23, 2.15 and 2.1 Mpa) for (0, 0.25, 0.5, 0.75 and 1$\%$) respectively. And for (1$\%$ AR) at 28 days, the (TS) values were (1.8, 1.95 and 2 Mpa). That was due to incomplete moisturizing process and increased blanks in concrete mixes.
3.2.2 For IRC samples
As in Table 10 and Figure 4, the replacing by iron dross was improving the splitting tension strength values. Generally, the increasing in the values of splitting tension strength for iron dross samples was due to the smallest number of voids and the highest Calcium Silicate Hydrate (C-S-H).
The conclusions of this study are obtained as follows:
1- The replacing of fine aggregate with iron dross partially improves the compression strength and splitting tension strength of concrete.
2- It is noticed from results that for the same age, the increasing content of (IR) was leading to increase the compressive and splitting tension strengths comparing with reference normal concrete.
3- The progressing of age for the same (IR) percentages was leading to increase the (CS) and (TS) values.
4- The replacing of fine aggregate with aluminium dross decreases the compression strength and splitting tension strength of concrete.
5- It is noticed from results that for the same age, the increasing content of (AR) was leading to decrease the compressive and splitting tension strengths comparing with reference normal concrete.
6- The progressing of age for the same (AR) percentages was leading to increase the (CS) and (TS) values.
7- As a result, it is recommending to utilize the (IR) waste in concrete as a cheap available material and decreasing the pollution.
[1] Alizadeh, R., Chini, M., Ghods, P., Hoseini, M., Montazer, S., Shekarchi, M. (2003). Utilization of electric arc furnace slag as aggregates in concrete–environmental issue. In Proceedings of the 6th CANMET/ACI International Conference on Recent Advances in Concrete Technology. Bucharest, Romania, pp. 451-464.
[2] Ram, V.G., Kishore, K.C., Kalidindi, S.N. (2020). Environmental benefits of construction and demolition debris recycling: Evidence from an Indian case study using life cycle assessment. Journal of Cleaner Production, 255: 120258. https://doi.org/10.1016/j.jclepro.2020.120258
[3] Al Zand, A.W., Hosseinpour, E., Badaruzzaman, W.H.W., Ali, M.M., Yaseen, Z.M., Hanoon, A.N. (2021). Performance of the novel C-purlin tubular beams filled with recycled-lightweight concrete strengthened with CFRP sheet. Journal of Building Engineering, 43: 102532. https://doi.org/10.1016/j.jobe.2021.102532
[4] Mussa, M.H., Abdulhadi, A.M., Abbood, I.S., Mutalib, A.A., Yaseen, Z.M. (2020). Late age dynamic strength of high-volume fly ash concrete with nano-silica and polypropylene fibres. Crystals, 10(4): 243. https://doi.org/10.3390/cryst10040243
[5] Prabhu, G.G., Hyun, J.H., Kim, Y.Y. (2014). Effects of foundry sand as a fine aggregate in concrete production. Construction and Building Materials, 70: 514-521. https://doi.org/10.1016/j.conbuildmat.2014.07.070
[6] Borole, S.T., Shinde, R.V., Mhaske, R.B., Pagare, S.S., Tribhuvan, K.S., Pawar, N.M., Sanehi, A.K. (2016). Replacement of fine aggregate by steel slag. International Journal of Innovative Research in Science and Engineering, 2(3): 628-635.
[7] Humam, T., Siddique, R. (2013). Properties of mortar incorporating iron slag. Leonardo Journal of Sciences, 23: 53-60.
[8] Alzubaidi, R. (2017). Recycling of aluminum byproduct waste in concrete production. Jordan Journal of Civil Engineering, 11(1): 15-29.
[9] Arafa, S., Milad, A., Yusoff, N.I.M., Al-Ansari, N., Yaseen, Z.M. (2021). Investigation into the permeability and strength of pervious geopolymer concrete containing coated biomass aggregate material. Journal of Materials Research and Technology, 15: 2075-2087. https://doi.org/10.1016/j.jmrt.2021.09.045
[10] Ashrafian, A., Shokri, F., Amiri, M.J.T., Yaseen, Z.M., Rezaie-Balf, M. (2020). Compressive strength of Foamed Cellular Lightweight Concrete simulation: New development of hybrid artificial intelligence model. Construction and Building Materials, 230: 117048. https://doi:10.1016/j.conbuildmat.2019.117048
[11] Ramesh, B.M., Vongole, R.M., Nagraj, Y., Naganna, S.R., Sreedhara, B.M., Mailar, G., Yaseen, Z.M. (2021). Valorization of incinerator bottom ash for the production of resource-efficient eco-friendly concrete: Performance and toxicological characterization. Architecture, Structures and Construction, 1(1): 65-78. https://doi.org/10.1007/s44150-021-00006-9
[12] Elinwa, A.U., Mbadike, E. (2011). The use of aluminum waste for concrete production. Journal of Asian Architecture and Building Engineering, 10(1): 217-220. https://doi.org/10.3130/jaabe.10.217
[13] Mbadike, E.M., Osadere, N.N. (2014). Effect of incorporation of aluminium waste in concrete matrix using different mix ratio and water cement ratio. J. Adv. Biotechnol, 2(1): 58-74. https://doi.org/10.24297/jbt.v2i1.5049
[14] Tian, X., Zheng, Y., Wang, C., Asrah, H.B., Cui, X. (2019). Preparation and hydration mechanism of low shrinkage railway sleeper concrete con-taining hot steaming steel slag. Journal of New Materials for Electrochemical Systems, 22(2): 112-118. https://doi.org/10.14447/jnmes.v22i2.a09
[15] Ji, J., Liu, X., Tan, S., Wang, M., Ni, W. (2019). Preparation and performance analysis of foam-concrete sound absorbing material prepared purely from solid wastes. Annales de Chimie: Science des Materiaux, 43(1): 37-42. https://doi.org/10.18280/acsm.430106
[16] Lu, S., Li, J., Luo, Z., Yang, X., Gu, Q., Liu, X. (2020). Effects of compound rust inhibitor on the performance of concrete with a large amount of mineral admixtures. Revue des Composites et des Matériaux Avancés-Journal of Composite and Advanced Materials, 30(2): 109-114. https://doi.org/10.18280/rcma.300208
[17] Wang, C., Wang, Y.X., Meng, Z.L. (2020). Resistance to chloride ion permeability of concrete mixed with fly ash, slag powder, and silica fume. Annales de Chimie - Science des Matériaux, 44(1): 67-72. https://doi.org/10.18280/acsm.440109
[18] Iraqi Standard Specifications. (1999). "Cement pertland", Central organization for standardization and quality control, No.5.
[19] Iraqi Standard Specifications. (1984). Natural resources aggregate used in concrete and buildings. No.45.