Production of Fiberboards from Shives Collected after Continuous Fiber Mechanical Extraction from Oleaginous Flax
Fabrication de Panneaux Agglomérés de Fibres à partir des Anas Collectés Lors de l’Extraction Mécanique des Fibres Libériennes de la Paille de Lin Oléagineux

Philippe Evon* | Benjamin Barthod-Malat | Marie Grégoire | Guadalupe Vaca-Medina | Laurent Labonne | Stéphane Ballas | Thierry Véronèse | Pierre Ouagne
OPEN ACCESS
In this study, fiberboards were produced from shives collected after continuous fiber mechanical extraction from oleaginous flax straw. Fiberboards were produced through thermo-pressing, and their mechanical and thermo-mechanical properties were studied, as well as their water resistance. The influence of one pretreatment for shives and lignin addition was investigated on the different properties. Boards obtained were all cohesive hardboards. The optimal board was obtained from fibers extruded from shives and without addition of any supplementary lignin amount. Looking at its characteristics and standard NF EN 312, the latter perfectly complied with the requirements for type P1 boards, i.e. boards for general uses in dry conditions.
RÉSUMÉ :
Dans cette étude, des panneaux agglomérés de fibres ont été produits à partir d’anas collectés après extraction mécanique des fibres libériennes de paille de lin oléagineux. Les panneaux ont été mis en œuvre par thermopressage. Leurs propriétés mécaniques et thermo-mécaniques ont été étudiées ainsi que leur comportement vis-à-vis de l’eau. L’influence d’un prétraitement thermo-mécanique des anas bruts à l’aide d’une extrudeuse bi-vis a été étudiée ainsi que l’ajout de lignine exogène. Tous les panneaux mis en œuvre possèdent une tenue suffisante pour être manipulés à la main. Le panneau ayant obtenu les propriétés optimales a été obtenu à partir des anas extrudés et sans ajout supplémentaire de lignine. Au regard de ses caractéristiques et du standard NF EN 312, ce dernier remplit complètement les critères d’un panneau aggloméré de type P1 (panneau d’usage général utilisé en milieu sec).
fiberboard, oleaginous flax shives, thermo-mechanical fiber defibration, twin-screw extruder, thermo-pressing, lignin
Mots-clés :
panneau aggloméré de fibres, anas de lin oléagineux, défibrillation thermo-mécanique de fibre, extrudeuse bi-vis, thermopressage, lignine
Aujourd'hui, le lin oléagineux est principalement cultivé pour ses graines. Celles-ci peuvent contenir jusqu'à 45 % d'huile végétale contenant parmi les acides gras majoritaires l’acide α-linolénique (C18 : 3 ω-3) (56 %), l’acide linoléique (C18 : 2 n-6) (16 %) et l’acide oléique (C18 : 1 n-9) (18 %). Ainsi l'huile provenant des graines de lin est une source importante d'oméga-3 et d’oméga-6. Par conséquent, elle est très largement recommandée pour la consommation humaine. Elle peut être aussi utilisée pour la formulation de nombreux produits cosmétiques en raison de ses propriétés nutritives. Enfin, parce que l'huile de lin sèche spontanément à l'air libre en formant un film hydrophobe, celle-ci est fréquemment utilisée comme siccatif dans différents secteurs industriels comme ceux des encres végétales, des peintures à l’huile, des nettoyants pour le sol ou encore des produits de protection du bois.
Près de 11 000 ha de lin oléagineux sont cultivés chaque année en France [1]. En parallèle, la production mondiale avoisinait les 1,7 Mha en 2009, le Canada étant le principal producteur (650 000 ha). La quantité de paille de lin oléagineux produite est d’environ 2 t/ha. Quelques variétés bien spécifiques peuvent atteindre un rendement de 5,5 t/ha sans effet néfaste sur le rendement en graines [2]. La paille de lin oléagineux est aujourd'hui mal valorisée. C'est la raison pour laquelle elle est souvent considérée comme un co-produit dans la culture du lin oléagineux. Cependant, quelques études ont révélé des propriétés mécaniques assez prometteuses pour les fibres unitaires [2-4], ce qui pourrait permettre à terme d'envisager leur utilisation pour la production de renforts textiles pour des applications de composites structurels ou semi-structurels ou encore comme géotextiles. Le développement d'un procédé continu pour l'extraction des fibres provenant de la paille de lin oléagineux semble apparaître comme un challenge intéressant pour les années à venir.
Une étude récente suggérait l'utilisation d'un équipement d'extraction « toutes fibres », utilisé à une échelle semi-industrielle (débit de matière entrante d’environ 175 kg/h.), pour l'extraction des fibres provenant de la paille de lin oléagineux [5]. Dans cette étude, deux degrés de rouissage et deux degrés de ré-humidification de la paille de lin oléagineux en entrée de la machine d'extraction « toutes fibres » ont été étudiés afin de voir l'impact sur les caractéristiques des fibres extraites. Dans tous les cas, le taux de fibres extraites (38-40 % de la masse sèche entrante) était plus élevé que ceux mentionnés dans de précédentes études utilisant également de la paille de lin oléagineux [2-4]. Néanmoins, ce résultat est parfaitement comparable à celui obtenu avec du lin textile [1]. De plus, en fonction des conditions opératoires utilisées, le diamètre des fibres unitaires extraites variait de 20 à 24 μm, et la valeur moyenne de leur résistance à la traction était comprise entre 324 et 377 MPa. Les propriétés mécaniques obtenues ont été réduites de moitié en comparaison de fibres unitaires extraites manuellement dans une tige de lin oléagineux [3]. Cependant, elles étaient situées dans la partie inférieure de la gamme du lin textile. Enfin, la longueur moyenne des fibres techniques (faisceaux de fibres) était de l’ordre de 5,1-5,3 cm lorsque la paille de lin avait été ré-humidifiée avant passage dans la machine d'extraction « toutes fibres ». En conclusion, au regard des caractéristiques mécaniques et dimensionnelles obtenues, les fibres extraites mécaniquement des tiges de lin oléagineux seront appropriées pour la production de fils qui pourront servir à la réalisation de renforts textiles pour matériaux composites structurels ou semi-structurels, ou bien de géotextiles.
Les résultats d'Ouagne et ses collègues ont montré l'intérêt économique et la valeur ajoutée potentielle de moissonner les tiges de lin oléagineux pour utiliser leurs fibres pour des applications techniques [5]. Suite à l’extraction des fibres, deux co-produits sont également générés : des poussières et des anas. D’un côté, les poussières pourraient être revalorisées comme charge pour renforcer des thermoplastiques [6]. De l’autre, les anas, représentant plus de 50 % des trois fractions de matière végétale produites après extraction, pourraient être utilisés comme litière pour animaux en raison de leur forte capacité à l’absorption d’eau. Cependant, avec leur teneur en lignine élevée et leurs propriétés prometteuses d’isolation thermique, ces derniers pourraient aussi être utilisés (i) comme charge de renfort dans des composites bois-polymère, (ii) pour la fabrication de matériaux d’isolation par thermopressage [7] ou par moulage par compression [8], ou (iii) comme agrogranulats pour la réalisation de bétons isolants biosourcés [9].
Une autre possibilité d'utilisation des anas issus de la paille de lin oléagineux pourrait être la fabrication de panneaux agglomérés de haute densité, auto-liés par thermopressage, en sollicitant les fibres de cellulose et la lignine contenues dans les anas, respectivement comme renfort mécanique et comme liant naturel. Les co-produits provenant de la culture du tournesol et de la coriandre ont déjà été exploités pour réaliser des panneaux de haute densité par thermopressage sans ajout de résine supplémentaire [10-11]. De plus, parce que les anas révèlent naturellement une haute teneur en lignine, celle-ci pourrait être utilisée comme liant naturel, donnant l'opportunité d'obtenir un matériau cohésif sans ajout de résine pétrosourcée. Des panneaux agglomérés et auto-liés ont déjà été réalisés avec succès à partir de tourteaux de tournesol [10], de coriandre [11-12] ou encore de jatropha [13], grâce à leurs fractions protéiques agissant comme des liants naturels. Pour les anas issus du lin oléagineux, il est raisonnable de supposer que les lignines contenues dans les anas pourraient agir comme liant naturel lors du thermopressage. La mobilisation de ces lignines est possible en utilisant des hautes températures et des hautes pressions lors du pressage à chaud [14]. Il en résulte la production de panneaux agglomérés auto-liés, évitant l'utilisation d'additif chimique supplémentaire. De plus, davantage de lignine peut être ajouté aux matériaux d'origine avant moulage quand cela est nécessaire, c'est-à-dire quand le taux de lignine est insuffisant [15].
Parmi les premiers panneaux agglomérés auto-liés (via la sollicitation des lignines) et commercialisés, il est possible de citer les panneaux Masonite (USA) et Isorel (France). Disponibles depuis le début du 20ème siècle, ces produits se présentent sous la forme de panneaux durs, fabriqués à partir de fibres de bois. Leurs productions sont menées grâce à un procédé par voie humide et sous haute pression, ne nécessitant l'ajout d'aucun liant synthétique contenant du formaldéhyde. Les lignines et les hémicelluloses issues des fibres sont libérées durant l'étape de défibrage mécanique du bois en présence de vapeur d'eau. Ensuite, elles polymérisent sous l'effet de la température et de la pression. S'en suit une réaction d'estérification permettant le raccordement aux fibrilles de cellulose et assurant ainsi la cohésion du panneau.
Lors de la production de panneaux agglomérés auto-liés, différents prétraitements sont souvent proposés afin d’augmenter l'auto-adhésion des fibres naturelles. Une amélioration possible est de prétraiter les fibres en utilisant des enzymes telles que les phénol oxydases (laccases) [16-18]. Cela a été démontré avec succès par Felby et ses collègues à partir de fibres de bois de hêtre (Fagus sylvatica). Quand le panneau est fabriqué par thermopressage à partir de fibres traitées aux laccases, cela entraîne une augmentation de la compatibilité interfaciale, améliorant ainsi les liaisons internes [18]. Felby et ses collègues ont affirmé que l'utilisation de ces enzymes contribuait à la génération de radicaux phénoxy dans la lignine provenant des parois cellulaires de la plante par oxydation. Ces radicaux stables sont à l'origine de la réticulation ou du ramollissement de la structure de la lignine. Cependant, il n’a pas été possible de conclure sur le fait que la réticulation des lignines formait des liaisons covalentes entre les fibrilles de cellulose ou bien que la lignine ainsi polymérisée et ramollie agissait comme un adhésif. Les panneaux de fibres préalablement traitées par oxydation catalytique aux laccases révélaient des caractéristiques de résistance mécanique comparables à celles de panneaux de fibres liées par une résine conventionnelle (UF), offrant par la même occasion un processus plus respectueux de l'environnement et réduisant les risques pour la santé [17-18]. De plus, leur obtention a été réalisée avec succès dans le cas d’un processus de mise en forme mené à l’échelle pilote, simulant ainsi une production industrielle à taille réelle et en continu [17]. Un tel processus demande tout de même des températures de moulage élevées et de longs temps de pressage, ce qui pourrait être un inconvénient d'un point de vue économique.
L’explosion à la vapeur (steam explosion) [19-23] et la défibrillation thermo-mécanique en milieu aqueux via un traitement d’extrusion bi-vis [11, 15, 24] sont deux autres prétraitements prometteurs pour augmenter les performances d'un panneau aggloméré auto-lié (c’est-à-dire sans ajout de liant), en particulier sa tenue mécanique et sa stabilité dimensionnelle. Pour les deux processus, la structure des fibres est ainsi hautement modifiée, permettant la libération des lignines contenues à l'intérieur des parois cellulaires à la surface des fibres [14, 25]. En parallèle, les hémicelluloses peuvent également s'hydrolyser, de même que les lignines mais dans des proportions moindres. Cela conduit à une meilleure accessibilité des lignines, contribuant à une meilleure auto-adhésion lors du thermopressage. De plus, une amélioration de la résistance à l'eau des panneaux peut être observée à l’aide d'un tel prétraitement [11, 20, 22]. Enfin, la défibrillation sépare les fibrilles de cellulose les unes des autres. Cela entraîne une augmentation de leur surface de contact. Et, d'un point de vue morphologique, le facteur de forme, défini comme le rapport de la longueur du faisceau de fibres sur son diamètre, est également augmenté, ce qui contribue à l'amélioration de son aptitude au renforcement mécanique [12, 19, 23].
Le but de cette étude est d’examiner les différentes opportunités pour produire des panneaux agglomérés de fibres à partir d’anas de lin oléagineux par thermopressage. L’étude porte sur l'influence du prétraitement par extrusion bi-vis et de l’ajout de lignine sur les caractéristiques des panneaux obtenus.
2.1 Matières premières
Les anas utilisés lors de cette étude (Figure 1a) ont été extraits d'une botte de paille de lin oléagineux (Linum usitatissimum L.) issu de la variété Everest. Le lin oléagineux avait été cultivé dans le Sud-Ouest de la France. La paille était non rouie, c'est-à-dire directement mise en botte de 200 kg après récolte de la graine (début juillet).
La Biolignin™ a été fournie par la société CIMV (France). Elle se présentait sous la forme d'une poudre de couleur marron. Elle avait été extraite de la paille de blé grâce à un procédé Organosolv utilisant un mélange d'acide acétique et d'acide formique comme solvant d’extraction. La pureté de la lignine dans le produit final (Biolignin™) était de 89 % de sa masse sèche.
2.2 Méthodes analytiques
La teneur en humidité a été déterminée selon la norme française NF V 03-903. La teneur en matières minérales a été déterminée selon la norme française NF V 03-322. Les constituants pariétaux (cellulose, hémicelluloses et lignines) ont été estimés par le biais de la méthode ADF-NDF (ADF pour Acid Detergent Fiber, NDF pour Neutral Detergent Fiber) de Van Soest et Wine [26-27]. Enfin, les composés hydrosolubles ont été déterminés en mesurant la perte de masse de la prise d'essai analysée après une heure dans l’eau bouillante. Toutes les déterminations analytiques ont été dupliquées.
2.3 Analyse de sorption dynamique de vapeur (DVS)
Les anas des tiges de lin oléagineux et les fibres techniques ont été analysés par analyse de sorption dynamique de vapeur (DVS). Celle-ci a été réalisée à l'aide de l’analyseur gravimétrique DVS Advantage (Surface Measurement Systems Ldt., UK). La vapeur d’eau adsorbée par le solide a été mesurée par gravité grâce à une microbalance Cahn D200 ayant une résolution en masse de ± 0,1 μg. Un flux de gaz porteur généré par le mélange d'un flux de gaz sec avec un flux saturé en vapeur d’eau a permis un contrôle effectif de l'humidité relative autour de l'échantillon. Les expériences se sont déroulées à une température de 25 °C grâce à un incubateur à température contrôlée maintenant cette température constante à ±0.1 °C. Pour chaque expérience, l’échantillon a été placé dans l’analyseur DVS sous un flux continu d’air sec (<0.1 % HR). La masse de la prise d’essai était d’environ 10 mg. Avant toute analyse, l’échantillon a d’abord été séché à 103 °C et 0 % d’humidité relative pour retirer l’eau absorbée par l’échantillon. Ainsi, une masse sèche de base a pu être établie. Les échantillons ont alors été soumis à une procédure d’adsorption d’eau suivant le profil d’humidité relative suivant : 0 %, 15 %, 30 %, 45%, 60 %, 75 %, et 90 % HR. Pour chaque valeur d’humidité relative, un niveau d’équilibre de la masse de l’échantillon a d’abord été atteint avant de passer à la valeur d’humidité relative suivante. Après que le niveau d’équilibre à 90 % HR ait été atteint, les échantillons ont été soumis à une procédure de désorption d’eau en utilisant un profil d’humidité relative décroissant : 90 %, 75 %, 60 %, 45 %, 30 %, 15 % et 0 % HR. A partir du profil complet de sorption/désorption de l’humidité, un isotherme d’adsorption a alors été tracé en utilisant le logiciel DVS Advanced Analysis Suite v3.6.
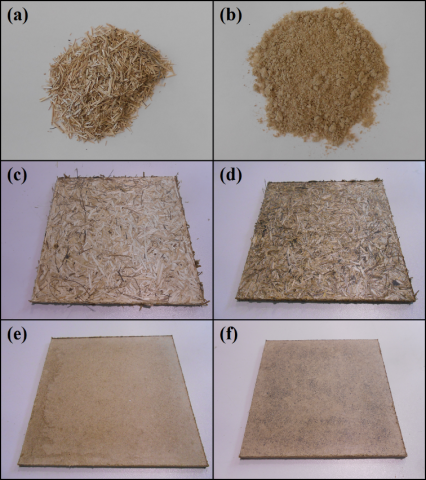
Figure 1. Différentes photographies avec (a) des anas bruts, (b) des anas extrudés, (c) du panneau RS, (d) du panneau RSL, (e) du panneau ES et (f) du panneau ESL
2.4 Prétraitement thermo-mécanique des anas en extrudeuse bi-vis
Les anas ont été soumis à un prétraitement de défibrillation thermo-mécanique à l’aide d’une extrudeuse bi-vis de type Clextral (France) Evolum HT 53 munie de huit modules. Avant extrusion, la teneur en humidité des anas était de 10,4 %. Le profil de vis utilisé était le même que celui mis en œuvre pour le défibrage de pailles de riz [24] et de coriandre [11]. Le débit entrant était de 15,0 kg/h. En parallèle, de l’eau a été injectée en fin de module trois en utilisant une pompe à piston, pour un débit entrant de 15,0 kg/h correspondant à un ratio liquide/solide de 1,0 lors du raffinage. La vitesse de rotation des vis était de 150 rpm et la température le long du fourreau variait de 110 °C à 100 °C à la sortie de l’extrudeuse. Pour éviter toute prolifération de champignons et de moisissures lors du stockage, les anas extrudés (Figure 1b) ont été séchés à 60 °C dans une étuve ventilée jusqu’à atteindre une teneur en humidité d’environ 10 %.
2.5 Analyse morphologique
L’analyse morphologique des anas bruts a été réalisée par analyse d’images à l’aide du logiciel Image J (NIH, Bestheda, Maryland, USA). L’analyse a été réalisée sur un échantillon de 3000 particules. Dans un premier temps, les particules d’anas ont été déposées sur un film plastique puis placées sur un scanner Toshiba e-Studio 257 (Japon). Ensuite, un scan a été réalisé en niveaux de gris en utilisant une résolution de 600 dpi. Le logiciel Image J a été utilisé avec un seuil compris entre 60 et 85 afin d’obtenir une image avec des particules visibles et nettes sur le cliché. Leurs longueurs, largeurs et facteurs de forme (définis comme le rapport de la longueur de la particule sur sa largeur) ont été ensuite mesurés. Les résultats ont été exprimés sous la forme d’une valeur moyenne, associée à l’écart-type correspondant.
L’analyse morphologique des anas extrudés a été réalisée à l’aide d’un analyseur MorFi Compact de l’entreprise TechPap (France). Pour chaque expérience, environ 15000 particules ont été analysées. Cela a permis de déterminer la longueur moyenne, le diamètre moyen et le facteur de forme moyen des fibres, ainsi que le pourcentage de fines. Les analyses ont été réalisées sur trois échantillons.
2.6 Densité apparente et densité tapée
Les densités apparente et tapée des anas ont été mesurées avant et après défibrage en extrudeuse bi-vis. La densité tapée a été mesurée à l’aide du voluménomètre Granuloshop Densitap ETD-20 (France). La densité apparente a été déterminée avant tassement. Les mesures ont été réalisées sur trois échantillons.
2.7 Analyse thermogravimétrique (ATG)
Les anas bruts et les anas extrudés ont été analysés par analyse thermogravimétrique (ATG). Les mesures ont été effectuées via l’analyseur Shimadzu TGA-50 (Japon). L’analyse dynamique a été menée sous air avec une rampe de montée en température de 5 °C/min, en partant de 20 °C et en allant jusqu’à 750 °C en fin d’analyse. Avant de les analyser, les échantillons ont été placés dans une enceinte climatique (60% HR, 25 °C) pendant trois semaines pour atteindre un état d’équilibre. Les masses de prise d’essai étaient d’environ 5 mg. L’évolution de la masse de l’échantillon a été mesurée en fonction de l’élévation de la température. Puis, les données ont été utilisées pour tracer une courbe représentant le pourcentage d’échantillon non dégradé en fonction de la température. L’analyse a été répétée deux fois.
2.8 Thermopressage
Les anas bruts, les anas extrudés et la Biolignin™ ont été séchés dans une étuve ventilée (60 °C, 12 h) pour minimiser la génération de vapeur en fin de thermopressage. Un tel séchage réduit ainsi le risque de défauts tels que des cloques ou des fissures dans les panneaux obtenus [10-13]. Les taux d’humidité lors du moulage à chaud étaient respectivement de 3,7 %, 3,5 % et 3,2 %. Une thermopresse d’une capacité de 400 tonnes de la société Pinette Emidecau Industries (France) a été ensuite utilisée pour le thermopressage. Le moulage a été conduit dans un moule en aluminium permettant de produire des panneaux carrés de 150 mm de côtés. Pour toutes les expériences, les paramètres du procédé de thermopressage étaient toujours les mêmes, c'est-à-dire un temps de pressage de 150 s, une température du moule de 200 °C et une pression appliquée de 19,7 MPa. De plus, la quantité d'anas était toujours de 100 g (soit 444,4 mg/cm2). Enfin, lorsque de la lignine était ajoutée, une masse de 25 g a été utilisée, correspondant à une teneur massique de 25% par rapport aux anas. Les panneaux agglomérés de fibres ont été obtenus à partir des anas bruts, avec et sans Biolignin™ ajoutée, et à partir des anas extrudés, là encore avec et sans Biolignin™ ajoutée. Cela a conduit à la production de quatre panneaux différents, notés respectivement RS (Figure 1c), RSL (Figure 1d), ES (Figure 1e) et ESL (Figure 1f).
Pour chaque type de panneau, trois panneaux agglomérés ont été produits. D'abord, ils ont été placés en enceinte climatique (60 % HR, 25 °C) pendant trois semaines. Pour chaque caractéristique mesurée, les éprouvettes ont été découpées à partir du même panneau aggloméré, ce qui signifie que les données obtenues (comprenant la valeur moyenne et l’écart-type associé) illustrent une variation à l’intérieur d’un même panneau. Après avoir atteint un état d’équilibre, un premier panneau a été utilisé pour déterminer l'épaisseur, la densité et les propriétés de flexion. Quatre éprouvettes de 30 mm de large et de 130 mm de long ont été découpées. Leurs épaisseurs ont ensuite été mesurées en trois points et leurs longueurs en deux points. Les valeurs moyennes de l'épaisseur (t) et de la longueur (l) ont été enregistrées pour calculer le volume de l’échantillon, et les éprouvettes ont toutes été pesées pour calculer leur densité (d). L’épaisseur moyenne et la densité apparente moyenne du panneau aggloméré étaient les moyennes arithmétiques des mesures effectuées sur les quatre éprouvettes analysées. Un deuxième panneau a été utilisé pour mesurer la résistance au choc, la dureté de surface et également les propriétés thermo-mécaniques. Le troisième panneau a été utilisé pour mesurer la force de cohésion interne, le gonflement en épaisseur et le taux d’absorption d'eau après immersion dans l’eau pendant 24 h.
2.9 Propriétés mécaniques en flexion
Les propriétés mécaniques en flexion des panneaux agglomérés de fibres ont été mesurées selon la norme française NF EN 310. Les mesures ont été menées selon la technique de la flexion trois points en utilisant une machine d’essai universelle de type Instron 33R4204 (USA). Durant l’essai de flexion, une cellule de force de 500 N, une vitesse d’essai de 2 mm/min et une distance entre les appuis de 80 mm ont été utilisées. Les propriétés mesurées ont été la force de rupture (F), la résistance à la flexion (σf) et le module élastique en flexion (Ef). Toutes les mesures ont été répétées quatre fois.
2.10 Tenue au choc Charpy
La résistance au choc des panneaux agglomérés de fibres a été mesurée selon la norme française NF EN ISO 179 sur huit échantillons, en utilisant la technique de la flexion trois points et une distance entre les appuis de 25 mm. Les tests ont été menés à 23 °C en utilisant un instrument de mesure de type Charpy Testwell Wolpert 0-40 daN cm (France). Il en a résulté la détermination de l’énergie absorbée (W) et de la résilience (K). Après mise en enceinte des panneaux agglomérés, des éprouvettes de 15 mm de large et de 60 mm de long ont été découpées. Leurs épaisseurs ont été calculées après avoir mesuré l’épaisseur en trois points de l’éprouvette, donnant une valeur moyenne (t). Toutes les mesures ont été répétées huit fois.
2.11 Cohésion interne
La cohésion interne (IB) au sein des panneaux agglomérés de fibres a été déterminée selon la norme ISO 16984 : 2003 sur quatre éprouvettes carrées de 50 mm de côtés. Les essais ont été réalisés à l’aide d’une machine d’essai universelle de type Instron 33R4204 (USA) équipée d’une cellule de force de 5 kN. Une vitesse d’essai de 5 mm/min a été appliquée. Toutes les mesures ont été répétées quatre fois.
2.12 Dureté de surface
La dureté de surface de type Shore D des panneaux agglomérés de fibres a été mesurée selon la norme française NF EN ISO 868 à l’aide d’un duromètre de marque Bareiss (Germany). Toutes les mesures ont été répétées quarante-huit fois pour chaque panneau (vingt-quatre fois de chaque côté).
2.13 Sensibilité à l’eau par immersion (24 h)
Quatre échantillons carrés de 50 mm de côtés ont été utilisés pour mesurer le gonflement en épaisseur (TS) et le taux d’absorption d’eau (WA) des panneaux agglomérés de fibres. Les échantillons ont été immergés dans l’eau à 25 °C pendant 24 h. TS a été déterminé selon la norme française NF EN 317. Pour cela, l’épaisseur de chaque échantillon a été mesurée en quatre points avant et après immersion dans l’eau. Chaque échantillon a également été pesé avant et après immersion pour déterminer WA. Toutes les mesures ont été répétées quatre fois.
2.14 Analyse thermo-mécanique dynamique
Le comportement thermo-mécanique des panneaux agglomérés de fibres a été évalué à partir d’une analyse thermo-mécanique dynamique (DMTA). Les expériences de DMTA ont été menées en utilisant un instrument de mesure de type Triton Technology Tritec 2000 (UK). Pour chaque panneau testé, deux échantillons différents ont été utilisés, de 10 mm de large et de 30 mm de long. Les mesures ont été effectuées en utilisant le mode “single cantilever” et les conditions opératoires suivantes : une fréquence de 1 Hz, un déplacement de 50 µm et une vitesse de montée en température de 3 °C/min, de -50 °C à 165 °C. La distance entre les deux appuis était de 10 mm. Le module de conservation (E’) et le facteur de perte (tan d) ont été tracés. Deux échantillons ont été testés pour chaque panneau.
2.15 Analyse statistique
Les propriétés mécaniques ainsi que les grandeurs TS et WA des quatre panneaux agglomérés de fibres fabriqués par thermopressage sont exprimées comme la moyenne ± l'écart-type. Pour chaque propriété du tableau, les moyennes ont été comparées par utilisation d'une analyse de variance (ANOVA). Les moyennes individuelles ont été comparées en utilisant le test de Duncan avec un niveau de probabilité de 5 %.
3.1 Caractérisation physico-chimique des anas bruts et des anas prétraités en extrudeuse bi-vis (anas extrudés)
Une étude récente a consisté à extraire mécaniquement des fibres de la paille de lin oléagineux à l’aide d’un équipement « toutes fibres » [5]. Il en résulte la production de trois fractions: (i) une nappe de fibres (c'est-à-dire des fibres techniques), (ii) des anas (Figure 1a) et (iii) des poussières végétales. À partir d’une paille non rouie mais ré-humidifiée par aspersion d'eau liquide avant extraction des fibres, les masses sèches de ces trois fractions étaient de 56,0 kg, 38,3 kg et 5,7 kg, respectivement, pour 100 kg de matière sèche entrante. De plus, la pureté de la nappe de fibres techniques était de 72,1 % en masse. Les compositions chimiques des deux fractions principales, c'est-à-dire les anas et les fibres techniques, sont présentées dans le Tableau 1. La teneur en cellulose est nettement plus élevée à l'intérieur des fibres techniques qu'à l'intérieur des anas (78,7 % au lieu de 45,6 %). Au contraire, les teneurs en hémicelluloses et tout particulièrement en lignines sont bien plus élevées dans les anas, la partie ligneuse de la paille de lin oléagineux : 22,4 % au lieu de 7,0 % et 25,1 % au lieu de 2,5 %, respectivement.
Tableau 1. Composition chimique des anas et des fibres techniques générées après extraction mécanique continue des fibres libériennes de la paille de lin oléagineux
|
Matière analysée |
Anas |
Fibres techniques |
|
Humidité* (%) |
8,4 ± 0,2 |
7,8 ± 0,0 |
|
Minéraux (% de la matière sèche) |
2,0 ± 0,1 |
2,0 ± 0,1 |
|
Cellulose (% de matière sèche) |
45,6 ± 0,4 |
79,0 ± 2,0 |
|
Hémicelluloses (% de la matière sèche) |
22,4 ± 0,1 |
7,0 ± 0,1 |
|
Lignines (% de la matière sèche) |
25,1 ± 0,6 |
2,5± 0,1 |
|
Composants hydrosolubles (% de la matière sèche) |
4,1 ± 0,1 |
6,5 ± 0,5 |
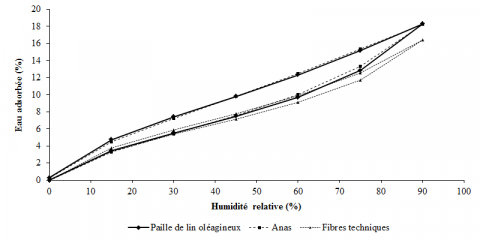
La teneur en humidité des anas à leur point d’équilibre, c'est-à-dire après conditionnement en enceinte climatique (60 % HR, 25 °C) pendant trois semaines, est également apparue un peu plus élevée que celle des fibres techniques : 8,4 % au lieu de 7,8 % (Tableau 1). Cela a été confirmé par des mesures DVS, où l'adsorption de vapeur d'eau à 25 °C était plus élevée pour les anas que pour les fibres techniques pour une gamme de variation de l’humidité relative comprise entre 30 % et 90 % (Figure 2).
Pour l'humidité relative la plus élevée (90 %), la différence entre les valeurs d’adsorption de vapeur d'eau était importante : 18,3 % pour les anas contre seulement 16,4 % pour les fibres techniques. Même si les anas contiennent plus de lignines (dont le caractère hydrophobe est significatif en raison de leur structure constituée de composés phénoliques), ils sont néanmoins plus sensibles à l'adsorption de vapeur d'eau que les fibres techniques. Cela pourrait être ultérieurement un inconvénient pour la résistance à l'eau des panneaux agglomérés provenant des anas. La raison la plus probable à cela pourrait être la teneur élevée en hémicelluloses à l'intérieur des anas, qui sont connues pour être des polysaccharides amorphes ayant un comportement hygroscopique plutôt élevé. Inversement, même si la cellulose est un biopolymère contenant de nombreux groupements hydroxyles, sa semi-cristallinité naturelle ne favorise pas l'adsorption des molécules d'eau, contribuant ainsi à une adsorption de la vapeur d’eau amoindrie pour le cas des fibres techniques. Une plus grande sensibilité des anas à l'eau a également été mise en évidence lors du cycle de désorption DVS (c'est-à-dire de 90 % à 0 % HR), ce dernier ayant là encore été effectué à 25 °C. En effet, l'adsorption de vapeur d'eau est restée systématiquement plus élevée pour les anas en comparaison des valeurs observées pour le cas des fibres techniques (Figure 2). En particulier, pour les valeurs obtenues pour 0% HR, la désorption de l'eau sur les fibres techniques était complète à 25 °C. Dans le même temps, l'eau adsorbée était encore de 0,3% pour les anas, signifiant que la désorption de l'eau était incomplète dans ce cas. Certaines molécules d'eau étaient donc encore adsorbées à la surface des particules d’anas, toujours liées à leurs groupements les plus polaires, en particulier les groupements hydroxyles.
Figure 2. Évaluation de la sensibilité à la vapeur d'eau par analyse DVS de la paille de lin oléagineux, des anas et des fibres techniques générées après extraction mécanique continue
Les particules d’anas bruts se présentaient sous la forme de bâtonnets grossiers (Figure 1a). Elles ont révélé une longueur moyenne de 5,8 mm et une largeur moyenne de 1,1 mm, correspondant à un facteur de forme de 6,2 (Tableau 2). Les densités apparente et tapée étaient respectivement de 117 et 131 kg/m3 (Tableau 3).
Comme premier prétraitement, les anas ont été raffinés en extrudeuse bi-vis via un fractionnement thermo-mécanique. Lors du défibrage des anas à l'aide d’une extrudeuse bi-vis de type Clextral Evolum HT 53, le courant alimentant le moteur était de 120 ± 13 A, ce qui correspondait à une énergie mécanique spécifique transmise à la matière de 687 ± 77 W.h/kg de matière sèche. En parallèle, les énergies spécifiques de refroidissement et de chauffage ont été estimées à 275 ± 3 W.h/kg de matière sèche et à 287 ± 8 W.h/kg de matière sèche, respectivement, correspondant à une consommation d'énergie spécifique totale de 1249 ± 88 W.h/kg de matière sèche. Comme pour le prétraitement thermo-mécanique des fibres de paille de riz [24], le refroidissement a été nécessaire pour le cas des anas au niveau des éléments de vis à pas inverse (contre-filets), c'est-à-dire là où la machine était complètement remplie et où le cisaillement mécanique était le plus important, et au niveau des vis de convoyage positionnées immédiatement en amont, empêchant ainsi l'auto-échauffement de la matière. Au contraire, le chauffage a été nécessaire dans la première partie du profil de vis, c'est-à-dire dans la zone d'alimentation et immédiatement après l'injection d’eau, ceci afin de maintenir la température de consigne à 110 °C. Les éléments de vis de cette partie du profil étaient des vis de convoyage et des disques malaxeurs bilobes, utilisés pour disperser de façon intime l'eau à l'intérieur des anas, pour lesquels le remplissage était bien plus faible (pas de risque d’auto-échauffement de la matière dans cette zone).
Tableau 2. Caractéristiques morphologiques des anas bruts et des anas extrudés
|
Matière analysée* |
Longueur des fibres (μm) |
Diamètre des fibres (μm) |
Facteur de forme |
Fines (%) |
|
Anas bruts |
5804 ± 4013 |
1107 ± 669 |
6 ± 6 |
n.d. |
|
Anas extrudés |
551 ± 24 |
20,7 ± 0,4 |
27 ± 1 |
58 ± 2 |
Tableau 3. Densités apparente et tapée des anas bruts et des anas extrudés
|
Matière analysée* |
Densité apparente (kg/m3) |
Densité tapée (kg/m3) |
|
Anas bruts |
117 ± 5 |
131 ± 4 |
|
Anas extrudés |
68 ± 4 |
88 ± 2 |
La consommation d'énergie spécifique totale de 1,25 ± 0,09 kW.h/kg de matière sèche était nettement plus élevée que celles observées lors du défibrage thermo-mécanique de pailles de riz et de coriandre, effectué à l’aide de la même machine et avec des ratios liquide/solide (L/S) tout à fait équivalents : 0,67 ± 0,10 kW.h/kg de matière sèche pour un ratio L/S de 1,02 [24] et 0,74 ± 0,03 kW.h/kg de matière sèche pour un ratio L/S de 1,0 [11], respectivement. Cela pourrait être la conséquence de la présence de fibres techniques courtes à l'intérieur des anas, leur enchevêtrement ayant contribué à une augmentation significative de la viscosité du mélange liquide/solide transporté à travers les éléments à pas inverse. Sur la base d’un coût de l'électricité en France de 0,08 €/kW.h en 2017, le prix du prétraitement thermo-mécanique des anas a été estimé à 0,10 ± 0,01 €/kg de matière sèche, ce qui reste tout de même très inférieur au prix des anas bruts lorsqu'ils sont proposés comme litière pour les animaux : au moins 0,25 €/kg pour les anas issus du lin oléagineux et jusqu'à 0,45-0,55 €/kg pour les anas issus de la variété textile.
L’analyse morphologique des fibres provenant des anas extrudés a été menée en utilisant un analyseur MorFi. La longueur moyenne et le diamètre moyen étaient respectivement de 551 et 20,7 μm, correspondant à un facteur de forme de 26,7 (Tableau 2). Comme déjà observé dans le cas de la paille de coriandre [11], le raffinage par extrusion des anas a donc entraîné une augmentation importante du facteur de forme des fibres (de 6,2 à 26,7). Par conséquent, les anas extrudés présentaient des densités bien plus faibles que celles des anas bruts : seulement 68 et 88 kg/m3 pour les densités apparente et tapée au lieu de 117 et 131 kg/m3 dans le cas des anas bruts (Tableau 3). Cela indique que les fibres à l'intérieur des anas extrudés étaient nettement plus foisonnantes que celles à l'intérieur des anas bruts.
La stabilité des anas bruts et des anas extrudés avec l'augmentation de la température a été étudiée par analyse thermogravimétrique (ATG). Les courbes de dégradation ATG et DTG des anas, avant et après défibrage par extrusion bi-vis, étaient parfaitement équivalentes (Figure 3a et Figure 3b, respectivement). Cela suggère que la composition chimique des anas était la même, avant et après défibrage. En effet, le prétraitement thermo-mécanique des anas par extrusion bi-vis a été réalisé après injection d'eau. Néanmoins, l'eau ajoutée correspondait seulement à un ratio L/S de 1,0, ce qui était insuffisant pour séparer un filtrat de l'extruda. Toutes les molécules présentes dans les anas bruts sont donc restées à l’intérieur du matériau extrudé. En regardant les courbes de dégradation ATG (Figure 3a), une perte de masse initiale a été observée à environ 100 °C. Cela correspond à l'évaporation de l'eau présente naturellement dans les anas. La teneur en humidité des anas, avant et après raffinage par extrusion bi-vis, de l’ordre de 8-9 % après conditionnement en enceinte climatique (60 % HR, 25 °C), correspond approximativement à la perte de masse initiale. La décomposition thermique des composés organiques à l'intérieur des anas s’est ensuite produite en deux phases successives. La principale et la première a eu lieu dans la plage des températures comprises entre 225 et 350 °C, représentant environ 61 % de la masse initiale de l'échantillon. En regardant les données de la littérature, cela correspond à la décomposition simultanée des constituants hydrosolubles, des hémicelluloses puis de la cellulose [13, 28-32]. Une deuxième phase de dégradation s'est produite entre 375 et 475 °C, représentant une perte de masse de 21 % de la masse initiale de l'échantillon. Cette seconde phase correspond essentiellement à la dégradation des lignines [10, 30]. Cependant parce que les analyses thermogravimétriques ont été effectuées sous air, la deuxième étape de décomposition thermique peut également impliquer l'oxydation de produits générés lors de la première phase de dégradation [12-33]. À la fin de l’analyse ATG, une masse résiduelle de 1,5 % a été observée, correspondant aux matières minérales présentes dans les deux échantillons d’anas analysés.
3.2 Influence des paramètres opératoires sur les propriétés des panneaux agglomérés obtenus
Les panneaux agglomérés de fibres ont été moulés en utilisant les conditions de thermopressage suivantes : une température de 200 °C et une pression de 19,7 MPa appliquée pendant 150 s. La température de 200 °C a été choisie en-dessous de la température de début de dégradation des anas (Figure 3) et de celle de la Biolignin™ [15], et au-dessus de la température de transition vitreuse des lignines [15] de manière à atteindre un état caoutchouteux pour les lignines lors du moulage, favorisant ainsi le mouillage des fibres. En parallèle, la pression et le temps de pressage ont été choisis relativement élevés en comparaison des valeurs traditionnellement mises en jeu pour les panneaux commerciaux de bois collés utilisés pour des usages intérieurs (en général, 5-6 MPa et 5-10 s/mm d'épaisseur, respectivement). En effet lors de la production de panneaux agglomérés auto-liés par thermopressage, l’utilisation de valeurs élevées pour la température, la pression et le temps de pressage est nécessaire pour mobiliser les liants naturels [14], à savoir les lignines dans le cas présent. Par voie de conséquence, les panneaux agglomérés obtenus révèlent une densité élevée, ce qui en fait des panneaux durs. Et, cela pourrait être un inconvénient en termes de manipulation. C'est la raison pour laquelle la pression et le temps ont ici été choisis dans la partie inférieure des valeurs utilisées pour d'autres panneaux auto-liés nouvellement développés et produits à l'échelle du laboratoire [11-12, 15, 33]. Ici, l'objectif était de minimiser autant que possible la densité du panneau.
Figure 3. Courbes ATG (a) et DTG (b) des anas avant et après défibrage par extrusion bi-vis (Wo et W, masses de l’échantillon au début et pendant l’analyse ATG, respectivement)
À partir des conditions de moulage ci-dessus, deux paramètres de fonctionnement ont été étudiés. Premièrement, en plus des panneaux fabriqués à base d’anas bruts, un prétraitement a été envisagé, à savoir le défibrage thermo-mécanique par extrusion bi-vis. Deuxièmement, l'ajout de Biolignin™ a également été testé. Les caractéristiques des panneaux agglomérés de fibres ainsi produits ont ensuite été déterminées. Les quatre panneaux produits (Figures 1c à 1f) étaient tous cohésifs. Les panneaux fabriqués à partir des anas bruts ont révélé une surface rugueuse. Au contraire, la surface des panneaux provenant des anas extrudés était parfaitement lisse à vue d’œil. Quant aux panneaux où la Biolignin™ a été ajoutée, ils étaient logiquement plus sombres que les autres. Cependant, quelques points noirs sont apparus sur leurs surfaces, ce qui suggère que la Biolignin™ n'était pas parfaitement dispersée à l'intérieur de ces deux panneaux.
Malgré sa bonne usinabilité, le panneau RS a révélé des propriétés mécaniques très faibles (Tableau 4). Les fibres cellulosiques et les lignines étant fortement liées entre elles à l'intérieur des anas bruts, cela n’a pas permis de mobiliser suffisamment le liant ligneux pendant le thermopressage, ce qui a entraîné un mouillage des fibres insuffisant et un manque de cohésion au sien du panneau. Avec l'ajout de 25 % de Biolignin™ en proportion des anas bruts (cas du panneau RSL), les propriétés de flexion et la résistance au choc ont été nettement améliorées. La densité du panneau RSL et sa dureté de surface ont également été légèrement augmentées. Ces résultats ont confirmé que la Biolignin™ a pleinement joué son rôle de liant exogène au sein du panneau RSL, favorisant des liaisons efficaces entre les particules solides provenant des anas bruts. Sa capacité à former des liaisons avait déjà été mise en évidence pour le cas de panneaux issus de paille de riz extrudée [15].
Tableau 4. Propriétés mécaniques, gonflement en épaisseur et absorption d'eau des quatre panneaux agglomérés fabriqués par thermopressage, et spécifications de la norme française NF EN 312 pour des panneaux de type P1 ayant une épaisseur comprise entre 3 et 6 mm pour les propriétés en flexion et la cohésion interne
|
Type de panneau* |
RS |
RSL |
ES |
HS |
|
Propriétés en flexion |
||||
|
t (mm) |
4,90±0,24b |
5,56±0,16a |
4,03±0,03c |
4,80±0,11b |
|
d (kg/m3) |
1003±20d |
1046±17c |
1121±16b |
1158±23a |
|
F (N) |
12±3c |
61±7a |
47±3b |
61±10a |
|
σf (MPa) |
2,1±0,7c |
8,0±1,2b |
11,7±0,8a |
10,3±1,7a |
|
Ef (MPa) |
494±158d |
682±99c |
1598±172a |
1233±185b |
|
Cohésion interne |
||||
|
IB (MPa) |
n.d. |
n.d. |
0,36±0,03a |
0,30±0,08a |
|
Résistance au choc Charpy |
||||
|
W (mJ) |
122±22c |
373±52a |
163±17b |
206±33b |
|
K (kJ/m2) |
1,72±0,34c |
4,69±0,55a |
2,77±0,31b |
2,97±0,41b |
|
Dureté de surface |
||||
|
Shore D (°) |
60,7±2,0c |
62,4±0,2c |
74,4±0,1a |
67,9±1,3b |
|
Gonflement en épaisseur et absorption d’eau |
||||
|
TS (%) |
298±27a |
294±22a |
127±16b |
123±5b |
|
WA (%) |
144±12b |
116±17c |
103±12cd |
90±3d |
Une amélioration supplémentaire des propriétés de flexion et de la dureté de surface a été rendue possible en utilisant des anas extrudés comme matériau de départ pour le thermopressage (cas du panneau ES). En effet, grâce au prétraitement par défibrage thermo-mécanique, les lignines à l'intérieur des anas extrudés ont été séparées des fibrilles de cellulose. Il est alors devenu beaucoup plus facile de les mobiliser en tant que liant naturel pendant le thermopressage. De plus, le facteur de forme des fibres extrudées était beaucoup plus élevé qu’à l’intérieur des anas bruts (Tableau 2). La capacité de renforcement des fibres a ainsi été significativement améliorée. Par conséquent, les propriétés de flexion et la dureté de surface du panneau ES sont apparues plus élevées que lorsque la Biolignin™ avait été ajoutée aux anas bruts (cas du panneau RSL) : +46 % pour la résistance à la rupture en flexion, +134 % pour le module d'élasticité et +19 % pour la dureté de surface Shore D (Tableau 4). L'amélioration des propriétés en flexion à l'aide de fibres extrudées avait déjà été mise en évidence dans une étude récente utilisant une paille de coriandre prétraitée [11].
Comme pour les anas bruts, l'ajout de 25 % de Biolignin™ proportionnellement aux anas extrudés a également été étudié (cas du panneau ESL). Cependant, et contrairement à ce qui avait été observé précédemment pour les anas bruts, l'ajout de Biolignin™ n'a pas aidé d'un point de vue mécanique dans le cas des anas extrudés (Tableau 4). En effet, en comparant le panneau ESL avec le panneau ES, une réduction a été observée pour la résistance à la rupture en flexion, le module d'élasticité, la cohésion interne et la dureté de surface : -12 %, -23 %, -16 % et -6 %, respectivement. Cela montre que les seules lignines à l'intérieur des anas extrudés, correctement séparées des fibres cellulosiques lors du raffinage par extrusion et donc facilement mobilisées lors du thermopressage, étaient présentes en quantité suffisante pour permettre un mouillage complet de la surface des fibres extrudées. Par conséquent, le panneau ES ne présentait pas seulement de meilleures caractéristiques mécaniques que le panneau ESL mais il était également légèrement moins dense, ce qui peut être un avantage en termes de manipulation de panneaux de grandes dimensions.
En termes de résistance à l'eau, plus la densité du panneau était élevée, plus sa tenue à l'eau l’était également (Tableau 4). En effet, une augmentation de la densité du panneau a entraîné une réduction de sa porosité interne et cela a contribué à le rendre moins sensible à l'eau. En particulier, une réduction importante des valeurs TS et WA (-58 % et jusqu'à -38 %, respectivement) a été obtenue pour les panneaux provenant des anas extrudés en comparaison des résultats obtenus avec les panneaux à base d’anas bruts. Parce que des fines ont été générées pendant le défibrage des anas par extrusion, ces petites particules ont contribué à un meilleur remplissage des interstices entre les fibres, réduisant ainsi significativement la porosité interne. Cela a rendu beaucoup plus difficile la diffusion de l'eau à l'intérieur des panneaux ES et ESL pendant les tests d’immersion. Les mêmes phénomènes, c'est-à-dire l'augmentation de la densité et tout particulièrement les diminutions des valeurs TS et WA, ont également été observés lors de l'ajout de Biolignin™, cette dernière se présentant sous la forme d'une poudre constituée de petites particules sphériques. Cependant, l'amélioration de la résistance à l'eau du panneau a été beaucoup moins importante dans ce cas, les 25 g de Biolignin™ ajoutés pour les panneaux RSL et ESL représentant une proportion de fines moins élevée que celle à l'intérieur des anas extrudés (58 %) (Tableau 2).
En conclusion, le panneau ES a été considéré comme le panneau optimal de l’étude en termes de propriétés en flexion (11,7 MPa de résistance à la rupture en flexion et surtout 1,6 GPa de module d'élasticité), de cohésion interne (0,36 MPa) et de dureté de surface Shore D (74°). Fabriqué à partir des seuls anas extrudés et révélant donc une faible porosité interne, le panneau ES était également l'un des deux panneaux les plus résistants à l'eau après 24 h d’immersion (127 % pour TS et 103 % pour WA). Néanmoins, il ne s’agissait pas du panneau le plus résistant au choc (Tableau 4). En effet, une rigidité excessive du panneau ES a considérablement réduit sa résistance au choc. Un tel phénomène avait été précédemment rapporté dans la littérature [10].
Les propriétés de flexion ont été confirmées par analyse DMTA (Figure 4). En effet, en observant les propriétés thermo-mécaniques des quatre panneaux agglomérés entre -50 et 120 °C, il est apparu que plus les propriétés en flexion à température ambiante étaient élevées, plus le module de conservation (E') l’était également. La valeur la plus élevée de E' dans cette gamme de températures était celle du panneau ES, indiquant que celui-ci présentait la meilleure cohésion interne. Pour rappel, le panneau ES était également celui qui avait les meilleures propriétés mécaniques à 25 °C (Tableau 4). En regardant spécifiquement l'analyse DMTA de ce panneau aggloméré optimal, aucune transition significative ne s'est produite entre -50 et 50 °C. Ceci indique qu'aucun changement de phase n'a eu lieu dans cette gamme de températures, les liants naturels à l'intérieur des anas extrudés, en particulier les lignines, assurant toujours la cohésion du panneau et l'enchevêtrement des fibres cellulosiques servant de renfort. Ensuite, une première transition a été observée de 50 à 110 °C, correspondant à une diminution rapide du module de conservation (Figure 4a), simultanément à un pic le long de la courbe du facteur de perte (tan δ) (Figure 4b). Ainsi, il est raisonnable de penser que cette transition pourrait être associée à la transition vitreuse des liants naturels à l'intérieur des anas extrudés ayant les poids moléculaires les plus faibles, c’est-à-dire en priorité les constituants hydrosolubles puis les hémicelluloses. La température de transition vitreuse correspondante (environ 95-100 °C) a été identifiée à partir du point médian du pic du facteur de perte. Puis, après une autre diminution rapide, le module de conservation du panneau ES est devenu minimal pour des températures supérieures à 130 °C. Le même phénomène a également été observé dans le cas du panneau ESL. Cela suggère que la transition vitreuse des lignines issues des anas et libérées grâce au prétraitement thermo-mécanique d’extrusion bi-vis avait déjà eu lieu dans cette plage de températures. Ainsi, les lignines étaient alors dans un état caoutchouteux, la cohésion du panneau ES n'étant plus assurée par sa propre résine à base de lignines. En conclusion, parce qu’aucun changement de phase n'est intervenu pour le panneau ES jusqu'à 50 °C, il ne faudra pas dépasser cette température dans ses conditions d’utilisation, ceci afin de garantir une bonne cohésion pour ce panneau optimal.
3.3 Utilisations potentielles du panneau optimal
Le panneau aggloméré de fibres ayant révélé les meilleures propriétés mécaniques de toute l'étude est le panneau ES, fabriqué à partir des anas extrudés et sans ajout d’une quantité supplémentaire de lignines (Tableau 4). Ceci confirme le grand intérêt du prétraitement de défibrage des anas par extrusion bi-vis, déjà mis en évidence dans le cas de la paille de coriandre [11]. Même si un tel défibrage thermo-mécanique a entraîné un surcoût représentant environ 40 % de la valeur économique des anas bruts, son intérêt sur les propriétés du panneau ES est incontestable.
D'abord, d'un point de vue morphologique, le raffinage par extrusion a conduit à une augmentation importante du facteur de forme moyen des fibres à l'intérieur des anas extrudés (Tableau 2). Et, cela a contribué à un meilleur renfort mécanique à l'intérieur des panneaux. De plus, les fines générées lors de l'extrusion ont rendu possible le remplissage des interstices entre les fibres à l'intérieur du panneau ES, conduisant non seulement à un panneau plus dense mais aussi à des liaisons supplémentaires entre les fines et les fibres.
Ensuite, le raffinage par extrusion a contribué à un désassemblage complet de la matière lignocellulosique de départ. Cela a conduit à une séparation efficace entre les fibrilles de cellulose et les lignines à l'intérieur du matériau extrudé, facilitant ainsi la mobilisation du liant ligneux lors du thermopressage. De plus, lors de l'utilisation des anas extrudés, le doublement de la quantité de lignine (cas du panneau ESL) n’a pas amélioré les propriétés mécaniques du panneau malgré une densité un peu plus élevée. Cela confirme une fois de plus que les lignines provenant des anas ont été efficacement mobilisées lors du moulage, étant probablement davantage compatibles avec les fibres cellulosiques que la Biolignin™.
Enfin, le raffinage par extrusion a également contribué au désassemblage d'autres molécules à l'intérieur des anas, en particulier des constituants hydrosolubles et des hémicelluloses. Il est raisonnable de penser que ces composés aient également pu contribuer à l'auto-liaison à l'intérieur du panneau ES [14].
Figure 4. Courbes DMTA des panneaux RS, RSL, ES et ESL avec (a) module de conservation (E’) et (b) facteur de perte (tan δ)
Le panneau optimal ES est parfaitement conforme à la norme française NF EN 312 en tant que panneau de type P1 (c'est-à-dire pour des usages généraux dans des conditions sèches), pour les propriétés en flexion ainsi que pour la cohésion interne (recommandations de 11,5 et 0,31 MPa pour la résistance à la rupture en flexion et la cohésion interne, respectivement, pour des épaisseurs de 3 à 6 mm). Ainsi, à partir de telles propriétés mécaniques et malgré une résistance à l'eau assez limitée, ce panneau optimal pourrait par exemple être utilisé (i) comme intercalaire de palettes, (ii) pour la fabrication de containeurs intermédiaires, ou (iii) dans la filière du bâtiment pour des utilisations plus durables (sous-couches pour le sol, cloisons intérieures, plaques de plafond suspendu, etc.).
Pour de futurs travaux, une observation du panneau aggloméré ES à l’aide de la technique de tomographie pourra permettre d'étudier son profil de densité, de son cœur jusqu’à ses faces externes. À partir des tomogrammes, il sera donc possible d'étudier l'homogénéité de la plaque en termes de distribution de la porosité, ce qui est un point-clé pour les matériaux moulés par thermopressage. Cela donnerait sans doute beaucoup plus d’informations sur la structure interne du panneau. De plus, des procédures successives d’immersion dans l'eau, toutes précédées d’une étape de séchage du panneau, seraient intéressantes du point de vue de la résistance à l'eau. Effectivement, plusieurs cycles d’immersion et de séchage sont habituellement effectués pour déterminer la stabilité à l'eau des panneaux commerciaux sur le long terme, en particulier ceux à utiliser dans des conditions humides, et l'incidence de ces cycles répétés sur leurs propriétés en flexion.
Représentant plus de 50 % de la masse sèche de la paille de lin oléagineux, les anas constituent le co-produit principal généré lors de l'extraction mécanique continue des fibres techniques. Dans cette étude, une nouvelle application a été examinée pour les anas, à savoir la production par thermopressage de panneaux agglomérés de fibres, renouvelables et auto-liés (c’est-à-dire sans ajout de liant pétrosourcé).
Des panneaux agglomérés cohésifs ont ainsi été produits avec succès, même sans ajout de Biolignin™, les fibrilles de cellulose et la lignine des anas agissant respectivement comme renfort mécanique et liant naturel. Les meilleures propriétés mécaniques (résistance à la rupture en flexion de 11,7 MPa, module élastique de 1,6 GPa, cohésion interne de 0,36 MPa, résilience Charpy de 2,8 kJ/m2 et dureté de surface Shore D de 74°) ont été obtenues à partir d’anas qui avaient été préalablement défibrés par traitement thermo-mécanique en extrudeuse bi-vis. Ce prétraitement thermo-mécanique a contribué à une augmentation importante du facteur de forme des fibres, facilitant par la même occasion la mobilisation des lignines issues des anas lors du thermopressage. De plus, le défibrage par extrusion a permis une nette amélioration de la résistance à l'eau des panneaux agglomérés.
Pour de telles caractéristiques et au regard de la norme française NF EN 312, le panneau optimal conviendrait à un usage général dans des conditions sèches (panneau de type P1). Un tel panneau pourrait être utilisé (i) comme intercalaire de palettes, (ii) pour la fabrication de conteneurs intermédiaires (cagettes pour l’horticulture, etc.), ou encore (iii) dans les bâtiments (sous-couches pour le sol, cloisons intérieures, plaques de plafond suspendu, etc.).
Pour le futur, les caractéristiques de ces panneaux auto-liés devront être améliorées. Tout d’abord, l'augmentation à la fois de la pression et du temps pressage lors du pressage à chaud devrait augmenter les propriétés mécaniques du panneau, même si cela devrait également contribuer à une augmentation de sa densité. Une amélioration de sa résistance à l'eau devra également être envisagée de façon à autoriser son utilisation dans des conditions humides. Des post-traitements après thermopressage (enduction, cuisson, traitement chimique ou à la vapeur, etc.) amélioreront probablement ce paramètre de stabilité dimensionnelle.
Les auteurs voudraient exprimer leur sincère gratitude à Ovalie Innovation (Auch, France) pour avoir fourni le lot de paille de lin oléagineux non rouie utilisée dans le cadre de cette étude, et à la société CIMV (Labège, France) pour la fourniture de Biolignin™. Les auteurs voudraient également remercier Marc Delgado-Aguilar (LEPAMAP, Université de Gérone, Espagne) pour avoir réalisé l’analyse morphologique des fibres extrudées à l'aide de la technique MorFi, et Othmane Merah (Laboratoire de Chimie Agro-industrielle, Université de Toulouse, France) pour avoir réalisé l'analyse statistique.
[1] ADEME (2011). Report: Assessment of natural fiber availability in France, http://www.ademe.fr/sites/default/files/assets/documents/76290_12_evaluation_dispo_accessibilite_fibers_veg_usages_materiaux.pdf, accessed on Oct. 7, 2017.
[2] Rennebaum, H., Grimm, E., Warnstorff, K., Diepenbrock, W. (2002). Fiber quality of linseed (Linum usitatissimum L.) and the assessment of genotypes for use of fibers as a by-product. Industrial Crops and Products, 16(3): 201-215. https://doi.org/10.1016/S0926-6690(02)00048-1
[3] Pillin, I., Kervoelen, A., Bourmaud, A., Goimard, J., Montrelay, N., Baley, C. (2011). Could oleaginous flax fibers be used as reinforcement for polymers? Industrial Crops and Products, 34(3): 1556-1563. https://doi.org/10.1016/j.indcrop.2011.05.016
[4] Tomljenovic, A., Erceg, M. (2016). Characterisation of textile and oleaginous flax fibrous and shives material as potential reinforcement for polymer composites. Tekstilec, 59(3): 350-366. https://doi.org/10.14502/Tekstilec2016.59.350-366
[5] Ouagne, P., Barthod-Malat, B., Evon, Ph., Labonne, L., Placet, V. (2017). Fiber extraction from oleaginous flax for technical textile applications: Influence of pre-processing parameters on fiber extraction yield, size distribution and mechanical properties. Procedia Engineering, 200: 213-220. https://doi.org/10.1016/j.proeng.2017.07.031
[6] Gamon, G., Evon, Ph., Rigal, L. (2013). Twin-screw extrusion impact on natural fiber morphology and material properties in poly(lactic acid) based biocomposites. Industrial Crops and Products, 46: 173-185. https://doi.org/10.1016/j.indcrop.2013.01.026
[7] Evon, P., Vandenbossche, V., Pontalier, P.Y., Rigal, L. (2014). New thermal insulation fiberboards from cake generated during biorefinery of sunflower whole plant in a twin-screw extruder. Industrial Crops and Products, 52: 354-362. https://doi.org/10.1016/j.indcrop.2013.10.049
[8] Evon, P., Vinet, J., Rigal, M., Labonne, L., Vandenbossche, V., Rigal, L. (2015). New insulation fiberboards from sunflower cake with improved thermal and mechanical properties. Journal of Agricultural Studies, 3(2): 194-211. https://doi.org/10.5296/jas.v3i2.7738
[9] Gazagnes, E., Magniont, C., Escadeillas, G. (2009). Matériau composite de construction incorporant de la chènevotte de chanvre. Brevet FR 2.946.640.
[10] Evon, P., Vinet, J., Labonne, L., Rigal, L. (2015). Influence of thermo-pressing conditions on mechanical properties of biodegradable fiberboards made from a deoiled sunflower cake. Industrial Crops and Products, 65: 117-126. https://doi.org/10.1016/j.indcrop.2014.11.036
[11] Uitterhaegen, E., Labonne, L., Merah, O., Talou, T., Ballas, S., Véronèse, T., Evon, Ph. (2017). Impact of thermomechanical fiber pre-treatment using twin-screw extrusion on the production and properties of renewable binderless coriander fiberboards. International Journal of Molecular Sciences, 18(7): 1-20. https://doi.org/10.3390/ijms18071539
[12] Uitterhaegen, E., Labonne, L., Merah, O., Talou, T., Ballas, S., Véronèse, T., Evon, Ph. (2016). Optimization of thermopressing conditions for the production of binderless boards from a coriander twin-screw extrusion cake. Journal of Applied Polymer Science, 134(13): 44650. https://doi.org/44650. 10.1002/app.44650
[13] Evon, P., Amalia Kartika, I., Rigal, L. (2014). New renewable and biodegradable particleboards from jatropha press cakes. Journal of Renewable Materials, 2(1): 52-65. https://doi.org/10.7569/JRM.2013.634131
[14] Tajuddin, M., Ahmad, Z., Ismail, H. (2016). A review of natural fibers and processing operations for the production of binderless boards. BioResources, 11(2): 5600-5617. https://doi.org/10.15376/biores.11.2.Tajuddin
[15] Theng, D., Arbat, G., Delgado-Aguilar, M., Ngo, B., Labonne, L., Mutjé, P., Evon, P. (2019). Production of fiberboards from rice straw thermo-mechanical extrudates by thermopressing: Influence of fiber morphology, water addition and lignin content. European Journal of Wood and Wood Products, 77(1): 15-32. https://doi.org/10.1007/s00107-018-1358-0
[16] Felby, C., Pedersen, L.S., Nielsen, B.R. (1997). Enhanced auto adhesion of wood fibers using phenol oxidases. Holzforschung, 51(3): 281-286.
[17] Felby, C., Hassingboe, J., Lund, M. (2002). Pilot-scale production of fiberboards made by laccase oxidized wood fibers: Board properties and evidence for cross-linking of lignin. Enzyme and Microbial Technology, 31(6): 736-741. https://doi.org/10.1016/s0141-0229(02)00111-4
[18] Felby, C., Thygesen, L.G., Sanadi, A., Barsberg, S. (2004). Native lignin for bonding of fiber boards: Evaluation of bonding mechanisms in boards made from laccase-treated fibers of beech (Fagus sylvatica). Industrial Crops and Products, 20(2): 181-189. https://doi.org/10.1016/j.indcrop.2004.04.020
[19] Anglès, M.N., Reguant, J., Montané, D., Ferrando, F., Farriol, X., Salvadó, J. (1999). Binderless composites from pretreated residual softwood. Journal of Applied Polymer Science, 73: 2485-2491. https://doi.org/10.1002/(SICI)1097-4628(19990919)73:12<2485::AID-APP17>3.0.CO;2-G
[20] Anglès, M.N., Ferrando, F., Farriol, X., Salvadó, J. (2001). Suitability of steam exploded residual softwood for the production of binderless panels. Effect of the pre-treatment severity and lignin addition. Biomass and Bioenergy, 21(3): 211-224. https://doi.org/10.1016/s0961-9534(01)00031-9
[21] Quintana, G., Velásquez, J., Betancourt, S., Gañán, P. (2009). Binderless fiberboard from steam exploded banana bunch. Industrial Crops and Products, 29(1): 60-66. https://doi.org/10.1016/j.indcrop.2008.04.007
[22] Velásquez, J.A., Ferrando, F., Farriol, X., Salvadó, J. (2003). Binderless fiberboard from steam exploded Miscanthus sinensis. Wood Science and Technology, 37(3-4): 269-278. https://doi.org/10.1007/s00226-003-0182-8
[23] Xu, J., Widyorini, R., Yamauchi, H., Kawai, S. (2006). Development of binderless fiberboard from kenaf core. Journal of Wood Science, 52(3): 236-243. https://doi.org/10.1007/s10086-005-0770-3
[24] Theng, D., Arbat, G., Delgado-Aguilar, M., Ngo, B., Labonne, L., Evon, P., Mutjé, P. (2017). Comparison between two different pretreatment technologies of rice straw fibers prior to fiberboard manufacturing: Twin-screw extrusion and digestion plus defibration. Industrial Crops and Products, 107: 184-197. https://doi.org/10.1016/j.indcrop.2017.05.049
[25] Pintiaux, T., Viet, D., Vandenbossche, V., Rigal, L., Rouilly, A. (2015). Binderless materials obtained by thermocompressive processing of lignocellulosic fibers: A comprehensive review. BioResources, 10(1): 1915-1963.
[26] van Soest, P.J., Wine, R.H. (1967). Use of detergents in the analysis of fibrious feeds. IV. Determination of plant cell wall constituents. Journal of AOAC International, 50: 50-55.
[27] van Soest, P.J., Wine, R.H. (1968). Determination of lignin and cellulose in acid detergent fiber with permanganate. Journal of AOAC International, 51: 780-784.
[28] Beaumont, O. (1981). Pyrolyse extractive du bois. Thèse de Doctorat de 3ème Cycle. École Normale Supérieure des Mines de Paris, France.
[29] Hatakeyama, T., Hatakeyama, H. (2004). Thermal properties of green polymers and biocomposites. Kluwer Academic Publishers, Dordrecht.
[30] Hidayat, H., Keijsers, E.R.P., Prijanto, U., van Dam, J.E.G., Heeres, H.J. (2014). Preparation and properties of binderless boards from Jatropha curcas L. seed cake. Industrial Crops and Products, 52: 245-254. https://doi.org/10.1016/j.indcrop.2013.10.024
[31] Lalou, A. (1995). Mise au point d’un procédé d’extraction des hémicelluloses à partir d’un substrat végétal lignocellulosique: application au cas des coques de tournesol. Thèse de Doctorat en Sciences des Agroressources. Institut National Polytechnique de Toulouse, France.
[32] Schaffer, E.L. (1973). Effect of pyrolytic temperatures on the longitudinal strength of dry Douglas-fir. Journal of Testing and Evaluation, 1(4): 319-329.
[33] Uitterhaegen, E., Nguyen, Q.H., Merah, O., Stevens, C.V., Talou, T., Rigal, L., Evon, P. (2016). New renewable and biodegradable fiberboards from a coriander press cake. Journal of Renewable Materials, 4(3): 225-238. https://doi.org/10.7569/JRM.2015.634120