Identification of the Mechanical Behaviour of 3D Warp Interlock Made with Flax Roving
Identification du Comportement Mécanique de Tissu 3D Interlock Chaine à Base de Mèches de Lin

Henri Lansiaux* | Anne-Clémence Corbin | Damien Soulat | François Boussu | Manuela Ferreira | Ahmad Rashed Labanieh
OPEN ACCESS
This study deals with the feasibility to weave 3D warp interlock fabric from flax roving dedicated to composite reinforcement as well as its multiscale characterization. 3D warp interlock weaving leads to thick structures that are more resistant to delamination than traditional 2D laminates. The mechanical properties of these dry 3D reinforcements depend on their architecture and the warp binding yarn path in the thickness of the fabric.
RÉSUMÉ :
Cette étude décrit à la fois la faisabilité du tissage 3D interlock chaine à base de mèches de lin et la caractérisation multi-échelle de ces renforts secs pour matériaux composites. Le tissage 3D interlock chaine permet de réaliser des structures épaisses, plus résistantes aux délaminages que les empilements de tissus 2D. Les propriétés mécaniques de ces renforts secs dépendent de l’architecture des renforts et du parcours des fils de chaine de liage dans l’épaisseur.
flax, 3D warp Interlock, mechanical properties, textile composites
Mots-clés :
lin, tissus 3D interlock chaine, renfort propriétés mécanique, texiles pour composites
De nombreuses applications de l’utilisation des fibres naturelles, lin et chanvre particulièrement, ont été présentées dans plusieurs publications [1-4]. Parmi ces travaux, dans [4] sont décrites, non seulement des applications techniques au sens structural du terme où les fibres de lin et de chanvre remplacent des renforts de verre ou de carbone, mais également d’autres relevant du design ou des fournitures intérieures pour lesquelles les propriétés esthétiques de ces fibres naturelles sont mises en avant. Par ces applications extrêmement variées, on prévoit que le marché des fibres naturelles doit atteindre 5.83 milliards de $ en 2019 avec une progression de 12,3 % [5]. A l’inverse de cette échelle des applications, de très nombreux articles dits de review se sont attachés au comportement mécanique à l’échelle des fibres pour mieux comprendre les limites de processabilité et de performance dans certaines applications à base de ces fibres naturelles [6-12]. Entre ces deux échelles, les publications sur la mise en œuvre des préformes (tissées, tricotées, tressées, UD) à base des fibres de lin sont peu nombreuses. Or ces fibres étant non-continues ou de longueur finie, contrairement aux filaments d’origine synthétique (carbone, verre, etc.), les étapes d’élaboration de semi-produits de type mèches/fils ou rovings sont essentielles pour la fabrication des préformes dites alignées et nécessitent des études spécifiques à cette échelle. Dans la littérature, l’effet de la torsion, technique communément utilisée pour augmenter la tenue mécanique des mèches lors des procédés textiles, a été étudié sur des mèches/fils à base de fibres naturelles, mais principalement pour leur influence sur les propriétés mécaniques des composites [13-17]. Omrani et al. [18] ont comparé les propriétés mécaniques de 3 fils à taux de torsion différents, respectivement aux échelles mèches, tissus et composites. Par ailleurs Shah et al. [19] ont proposé un modèle d’influence de la torsion sur la résistance en traction des mèches. Ces études n’ont pas pris en considération, la dépendance au titrage, et également le couplage de la torsion en présence d’humidité et son influence sur les propriétés mécaniques de mèches, notamment quand celles-ci disposent d’un agent de cohésion pour lier les fibres.
La première partie de ce papier sera consacrée à la caractérisation mécanique en traction à cette échelle des mèches fournies par un partenaire industriel. L’effet de la torsion en milieu sec et humide sera analysé sur la ténacité et la déformation à rupture. La seconde partie de ce papier est consacrée à l’échelle des préformes réalisées à partir de ces mèches de lin, et plus spécifiquement de préformes 3D Interlock chaine. Ces préformes sont décrites dans la littérature en ce qui concerne des matériaux fibreux synthétiques tels que le carbone, le verre ou le PEHD (Vectran, Aramide) pour leur utilisation dans les domaines de l’aéronautique, du spatial et/ou de la défense comme structures de protections [20, 21] et pour leur potentialité à réduire le cisaillement entre les couches (interlaminaire) comparativement à la stratification de couches de renforts 2D. Cet avantage est la conséquence de l’insertion, par ce procédé de tissage 3D, de renforts dans l’épaisseur permettant de lier les couches et ainsi d’augmenter cette rigidité de cisaillement transverse. Par contre à la connaissance des auteurs, la faisabilité de réaliser des préformes 3D Interlock chaine, à partir de mèches de lin, n’a pas été décrite. Par ailleurs si de nombreux travaux [22-25] s’attachent à la caractérisation et à la modélisation, à l’échelle de composites élaborés à partir de préformes 3D, pour analyser l’influence des paramètres d’architectures de ces structures 3D complexes sur le comportement mécanique, peu d’études ont été conduites sur les renforts secs avant imprégnation. Par conséquent une identification expérimentale du comportement en traction est conduite afin de mettre en évidence l’influence des paramètres d’élaboration sur les caractéristiques mécaniques.
2.1 Echelle mèches
Les mèches employées pour ces études sont des mèches de lin Lincore R500 2016 et Lincore R1000 2016, fournies par le groupe Depestele. Les mèches n’étant pas retordues, seul un agent de cohésion assure une tenue des fibres au sein des mèches. La nature de cet agent de cohésion a été identifiée par spectroscopie infrarouge, puis validée par analyse thermogravimètrique (ATG) et calorimétrie différentielle à balayage (DSC). L’agent de cohésion avoisine les 10 % en masse de la mèche. Cet agent permet d’assurer la résistance aux sollicitations mécaniques des mèches de lin au cours du tissage. Pour des raisons de confidentialité, la nature de cet agent de cohésion ne peut être communiquée. À l’échelle de ces mèches, les caractéristiques suivantes sont analysées : le titrage qui correspond à la masse linéique de la mèche et la torsion qui est identifiée sur un torsiomètre selon la norme NF ISO 2061. Les résultats présentés sont les moyennes de dix échantillons testés. Le comportement en traction de la mèche est analysé selon la norme NF EN 2062. Le banc de traction MTS employé est équipé d’une cellule de force de 10 kN. La longueur de jauge de 200 mm utilisée est supérieure à la longueur des fibres élémentaires. Une précharge de 2N est appliquée avant le début du test. La vitesse de l’essai est de 100mm/min. De la courbe de traction sont extraits l’effort maximal (Fmax) et la déformation à rupture. La ténacité, notée T, permettant de comparer les mèches de titrages différents, est définie par l’équation 1 :
$T=\frac{F_{\max }}{\text {Titre}}$ (1)
À cette échelle des mèches, l’objectif est d’étudier l’évolution de la ténacité de ces mèches à base de lin, de titrages différents, en fonction des paramètres appliqués lors du tissage notamment en fonction de la torsion appliquée. Pour ce faire, ces mèches sont retordues sur une broche creuse, entre 25 et 300 tr/m. Par ailleurs l’analyse de la tenue de ces mèches en traction, retordues ou non, en présence d’eau est étudiée. En effet lors du tissage, cette technique peut être utilisée pour réduire les fibrillations [26-30]. Les mèches, avec ou sans torsion, sont ainsi immergées dans l’eau pendant 24 heures. Elles sont pesées à différents instants et caractérisées en titrage et en traction. Le taux d’absorption en eau, ou gain de masse relatif est calculé à partir de la masse de la mèche avant immersion et de la masse à différents temps d’immersion [18-20], via l’équation 2 :
$T=\frac{M_{t}-M_{i}}{M_{i}}$ (2)
avec $M_{t}$ , masse (g) à l’instant t ;
$M_{i}$ , masse (g) initiale, non mouillée.
2.2 Échelle tissus 3D interlocks chaines
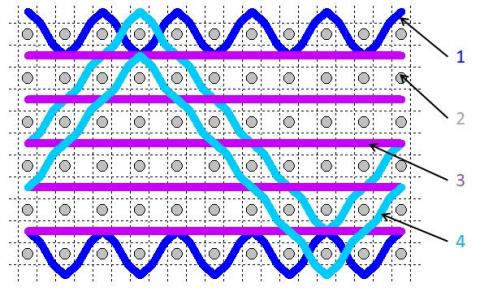
Par la présence d’un renfort liant les couches au travers de l’épaisseur, les tissus 3D Interlock chaine permettent de limiter le délaminage entre les couches [31-33]. Cette résistance accrue au délaminage dépend de la fraction volumique de fibres dans l’épaisseur, des caractéristiques des matières utilisées, mais également de l’architecture. Les structures tissées 3D Interlock chaine font objet de nombreuses recherches concernant leur caractérisation et leur modélisation [20, 34-37]. Un tissu 3D interlock chaine est un assemblage de plusieurs couches de tissu liées dans l’épaisseur par des fils de chaine de liage [38]. Les fils entrant dans la composition de ces structures peuvent être divisés en quatre groupes (Figure 1). Les fils de chaines de liage (notés 4 sur la Figure 1) assurent le lien entre les couches de tissus et déterminent les propriétés mécaniques transverses de la structure. Les fils de trame (2, Figure 1) assurent les propriétés transversales de la structure. Leur nombre définit le nombre de couches de la structure. Les fils de chaine de renfort (3, Figure 1) déterminent les propriétés mécaniques longitudinales de la structure. Les fils de chaine de surface (1, Figure 1) définissent un état de surface mais n’apportent pas de propriétés mécaniques. Boussu et al. [38] ont proposé une classification des tissus 3D interlocks chaine en quatre familles qui dépendent du parcours effectué par le fil de chaine de liage. Les tissus 3D interlocks chaine sont caractérisés par le type d’angle effectué par le fil de liage : A (Angle) ou O (Orthogonal) et par l’épaisseur du liage : L (layer to layer - couche à couche) ou T (Through the thickness - à travers l’épaisseur). La disposition de ces fils de liage dans la direction longitudinale et transversale est définie par l’armure de tissage. L’ensemble des paramètres permettant de définir les tissus 3D interlocks chaines est détaillé dans Boussu et al. [38].
Figure 1. Coupe transversale chaine d’une structure 3D Interlock chaine
Figure 2. Métier Dornier HTVS 4/S
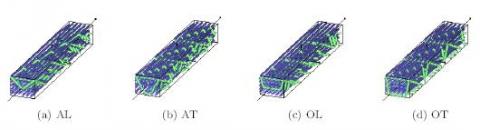
Figure 3. Représentations 3D des quatre structures associées aux quatre types de liage
Pour réaliser les 3D interlocks chaine à partir des mèches de lin de 1000Tex, un métier à tisser à cadres Dornier HTVS 4/S (Figure 2) a été utilisé. L’armure choisie est un sergé de 6 en effet trame avec un cordon à gauche. Le nombre de couches est de 5. Quatre structures, associées aux quatre types de liage (AL, AT, OL et OT), ont été tissées (Figure 3). Les densités chaine et trame (nombre de fils par cm) sont respectivement de 5 et 13 fils/cm.
À l’issu du tissage, les caractéristiques suivantes sont mesurées telles que : l’épaisseur, la masse surfacique, la densité chaine et trame, l’embuvage et le retrait ainsi que le comportement en traction. La mesure de l’épaisseur est effectuée selon la norme NF ISO 4603. Les éprouvettes sont placées sous un pied presseur (pression nominale de 2 kPa) et trois mesures d’épaisseur sont effectuées par éprouvettes. La mesure de la masse surfacique est effectuée selon la norme NF EN 12127. Les densités chaine et trame sont mesurées sur chaque échantillon suivant la norme NF ISO 4602. Les mesures d’embuvage permettent de déterminer la consommation des fils au sein de la structure (en longueur relative par rapport à la longueur apparente du tissu). L’embuvage est associé aux fils de chaine et le retrait aux fils de trame du motif élémentaire. La détermination de la longueur apparente $L_{a}$ est effectuée à l’aide d’une règle graduée. La détermination de la longueur réelle $L_{r}$ est effectuée sur un dispositif horizontal de mise sous tension et de mesure des fils, appelé maillemètre. Les valeurs d’embuvage Emb sont déterminées via l’équation 3, issue de la norme ISO 7211-3 :
$E m b=\frac{L_{r}-L_{a}}{L_{r}} \times 100$ (3)
Les valeurs d’embuvage des fils de chaine de liage et de renfort sont mesurées séparément, en fonction de leur parcours au sein de la structure. Ainsi, pour une structure liée au travers de l’épaisseur (T), une mesure est effectuée pour l’ensemble des fils de liage, et une mesure pour chaque fil de renfort présent dans les intercouches de la structure. Pour une structure liée couche à couche (L), la valeur de l’embuvage est alors mesurée séparément pour chaque profondeur. Le test de traction uniaxiale des tissus 3D Interlocks chaine est réalisé selon la norme ISO 13934. Les essais sont effectués dans les directions chaine et trame. Les dimensions de l’éprouvette sont de 200×66 mm2, afin de conserver au moins deux motifs élémentaires dans la direction testée. Une précharge de 10 N est appliquée avant le début du test. La vitesse de l’essai est de 100 mm/min. Cinq éprouvettes sont testées dans chaque direction.
3.1 Propriétés à l’échelle mèches
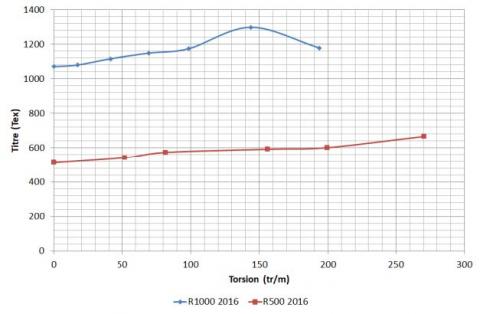
Pour les deux gammes de mèches, on reporte sur la Figure 4 l’évolution du titre mesuré en fonction de la torsion appliquée. Au sein d’une mèche non retordue, l’ensemble des fibres sont alignées. Lors de l’application d’une torsion, les fibres perdent leur alignement. La masse linéique de la structure s’en retrouve augmentée. Ce phénomène est visible lorsque l’on détord la mèche : la longueur apparente de la mèche est alors inférieure à sa longueur réelle.
Figure 4. Titre en fonction de la torsion pour les mèches Lincore R500 2016 et R1000 2016
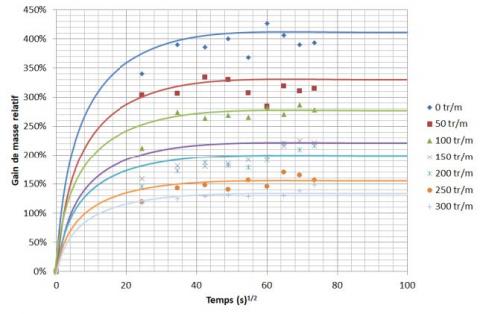
Figure 5. Gain de masse relatif en fonction du temps pour les mèches Lincore R500 2016
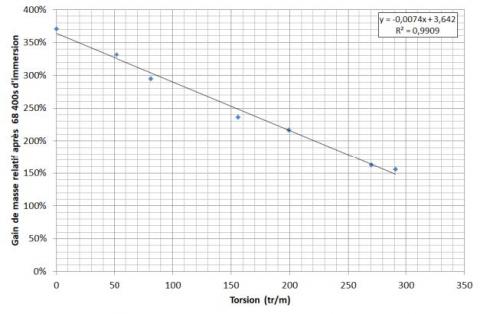
Pour les mèches Lincore R500 2016, à différents taux de torsion, la Figure 5 représente le gain de masse relatif, introduit précédemment (équation 2). On constate que le taux d’absorption d’eau des mèches Lincore R500 2016 évolue très rapidement dans le temps. Le palier à saturation est atteint en moins d’une heure. La nature hydrophile de la fibre et l’aspect hydrosoluble de l’agent de solidification sont les causes de ce gain important d’eau dans la structure, traduit par le gonflement des fibres. La Figure 5 permet d’affirmer que la structure atteint alors un palier synonyme de saturation en eau dans la structure. Sachant que la torsion implique un désalignement et une réorganisation des fibres dans la mèche, cette réorganisation est de plus en plus compacte avec la torsion. De ce fait, l’eau a plus de difficulté à pénétrer au sein de la structure. Ainsi à faible taux de torsion (voire nul), l’eau pénètre facilement dans la mèche tandis que, à fort taux de torsion, l’eau a plus de difficulté à pénétrer dans la structure, et limite le gonflement. L’agent de cohésion hydrosoluble a également un rôle important à jouer. Celui-ci peut se dissoudre plus facilement lorsque la torsion est faible. À haut taux de torsion, la dissolution de l’agent de cohésion est également plus faible. La Figure 6 représente le gain de masse relatif atteint sur les paliers à saturation pour ces mèches à différents taux de torsion. On constate que le taux d’absorption est inversement proportionnel à la torsion. Si de nombreuses publications ont traité du taux d’absorption des fibres naturelles, à l’échelle fibre ou composites [40-43], notons que l’influence de la torsion à l’échelle mèche n’avait pas été montrée.
Figure 6. Gain de masse relatif atteint à saturation en fonction de la torsion pour les mèches Lincore R500 2016
L’évolution du taux d’absorption (Figure 5) peut être modélisée par une loi de Loi de Fick [43-45], (équation 4) :
$\frac{M_{t}}{M_{m}}=\frac{4}{h} \sqrt{\frac{D \cdot t}{\pi}}$ (4)
avec $M_{t}$, taux d’absorption à l’instant t ;
$M_{m}$ , taux d’absorption maximal ;
h , diamètre de la mèche ;
D , coefficient de diffusivité ;
t , temps en s.
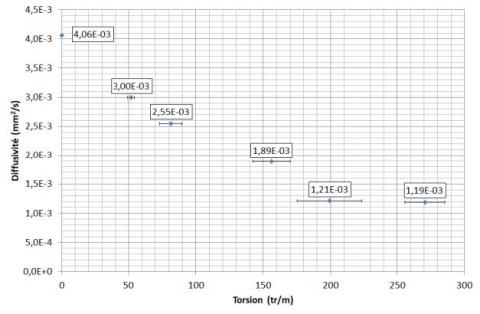
On représente en Figure 7 les coefficients de diffusivité D déterminés à partir des pesées effectuées lors des vingt premières minutes. On constate, comme pour le taux d’absorption, que la diffusivité diminue avec la torsion. À partir d’un certain taux de torsion, ce coefficient de diffusivité atteint une valeur asymptotique.
Figure 7. Diffusivité en fonction de la torsion pour les mèches Lincore R500 2016
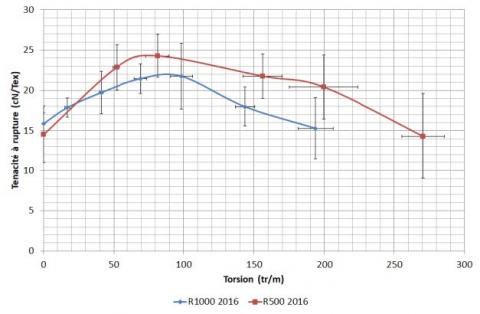
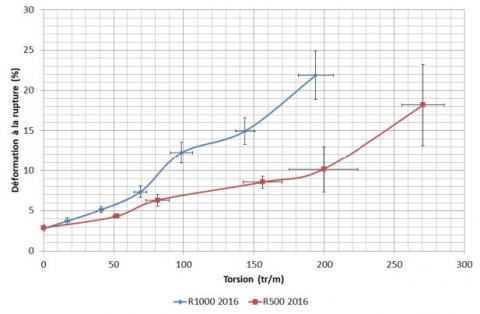
L’évolution de la ténacité des mèches en fonction de la torsion, identifiée pour les états sec et mouillé est représentée sur les Figure 8 et 10, pour les deux gammes de mèches. La ténacité à la rupture augmente avec la torsion jusqu’à un maximum, puis diminue. Ces résultats confirment ceux des travaux de la littérature [14, 15, 19]. À l’état mouillé si le phénomène est identique, on peut constater que, sans torsion, la ténacité des mèches est quasi-nulle. L’agent de cohésion ayant été dissous, les mèches n’ont aucune résistance en traction. L’évolution de la déformation à la rupture en fonction du taux de torsion, représentée sur les Figures 9 et 11, pour respectivement les états sec et mouillé, montre que, plus les mèches sont retordues, plus la déformation à rupture est importante. La déformation de la mèche 1000 Tex est toujours supérieure à celle de la mèche 500 Tex, ceci est due à un nombre de fibres plus important dans la mèche 1000 Tex. De même que pour la ténacité, à l’état mouillé, les mèches sans torsion n’ont aucune tenue en déformation.
Figure 8. Ténacité en fonction de la torsion (état sec) pour les mèches Lincore R500 2016 et R1000 2016
Figure 9. Déformation à la rupture en fonction de la torsion (état sec) pour les mèches Lincore R500 2016 et R1000 2016
Figure 10. Ténacité en fonction de la torsion (mouillé)
Figure 11. Déformation à la rupture en fonction de la torsion (état mouillé) pour les mèches Lincore R500 2016 et R1000 2016
3.2 Propriétés à l’échelle des structures tissées 3D interlock chaine
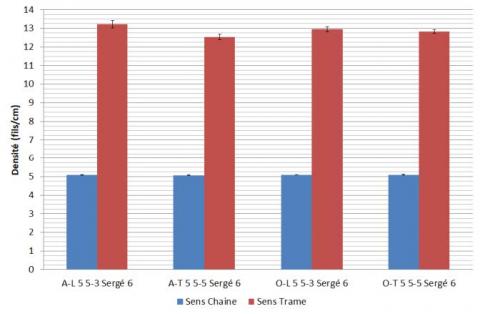
On reporte en Figure 12 les densités chaine et trame mesurées sur les 4 structures réalisées. Ces densités exprimées en nombre de fils/cm (direction chaine et trame) sont définies sur le métier à tisser. Les densités chaine mesurées pour les quatre structures sont légèrement supérieures à la consigne de 5 fils/cm, de même que les densités trame qui sont légèrement inférieures à la consigne de 13 fils/cm. Ces différences sont respectivement dues aux valeurs de retrait et d’embuvage des fils issus du tissu au sortir de la machine à tisser.
Figure 12. Densité chaine et trame pour les quatre architectures de tissus étudiées
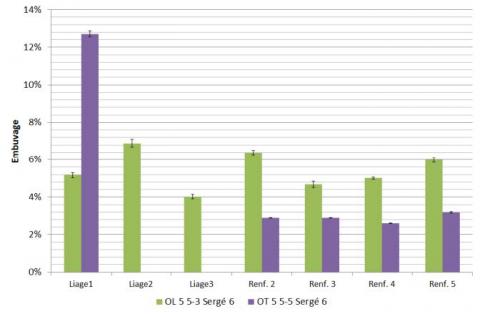
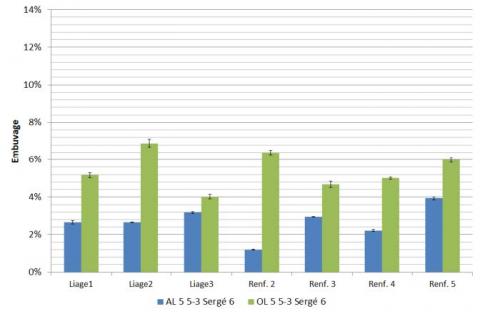
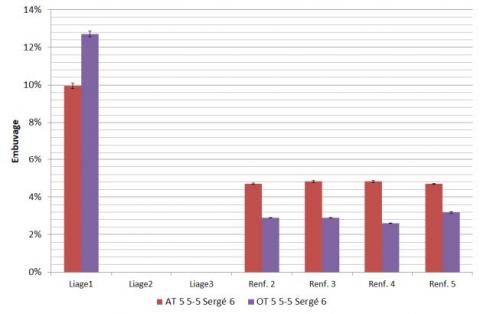
Pour les 4 architectures de tissus, les valeurs mesurées d’embuvage (pour les fils de liage et les fils de chaine de renforts) sont respectivement comparées selon le type de liage (A : Angle Figure 13 ; O : Orthogonal, Figure 14) mais également selon l’épaisseur de liage (L : liage couche à couche figure 15, T : liage au travers de l’épaisseur, cf. Figure 16). Les chiffres suivant les noms des fils en abscisses des Figures 13, 14, 15 et 16 correspondent à la profondeur minimale du fil dans la structure. « 1 » correspond à la surface supérieure du tissu ; « 6 » à la surface inférieure du tissu. Les structures AT et OT ne présentent qu’un seul parcours pour les fils de liage (à un décalage horizontal près). Cependant, la valeur de l’embuvage de ces structures est largement supérieure à celle du liage couche à couche (L). Cette différence s’explique géométriquement (cf. Figure 1). Dans le cas des structures de liage au travers de l’épaisseur, le fil de liage parcourt toute l’épaisseur de la structure. La valeur d’embuvage supérieure des structures liées orthogonalement (O) par rapport à celle des structures liées à angle (A) s’explique de manière similaire. La consommation de fils pour parcourir orthogonalement une structure est supérieure à celle pour parcourir diagonalement la structure. Le retrait de chaque structure reste relativement le même dans l’épaisseur de la structure.
Figure 13. Comparaison de la profondeur de liage sur les structures à angle
Figure 14. Comparaison de la profondeur de liage sur les structures orthogonales
Figure 15. Comparaison de l’angle de liage sur les structures au liage couche à couche
Figure 16. Comparaison de l’angle de liage sur les structures au liage au travers de l’épaisseur
Figure 17. Épaisseur des quatre architectures de tissus étudiées
Figure 18. Masse surfacique pour les quatre architectures de tissus étudiées
Les valeurs mesurées des épaisseurs et masses surfaciques des 4 structures sont données respectivement Figures 17 et 18. Les structures liées couche à couche (L) ont une épaisseur supérieure aux structures liées au travers de l’épaisseur (T). Le passage du fil de chaine de liage au travers de la structure implique des ondulations supplémentaires à l’origine d’une augmentation d’épaisseur. Les consignes des densités chaine et trame, sélectionnées au cours du tissage sont les mêmes pour les quatre tissus. A raison de 5 fils/cm en sens chaine et 13 fils/cm en sens trame, la masse surfacique des tissus (hors embuvage et retrait) est théoriquement de 1.8 kg/m2. Les valeurs obtenues (cf. Figure 18) restent proches de cette valeur. En considérant l’embuvage et le retrait de la structure, les structures liées au travers de l’épaisseur (T) présentent une masse surfacique légèrement plus importante. Ce résultat est lié à l’embuvage plus important des fils de liage des structures liées au travers de l’épaisseur que celle liées couche à couche (L).
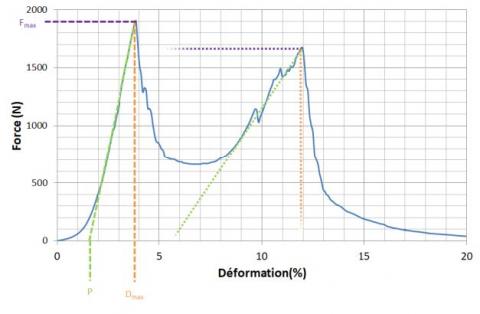
La Figure 19 représente l’allure de la courbe issue de l’essai de traction sens chaine de la structure AT. On constate, en début de chargement, une partie non-linéaire qui correspond à la phase préalable de mise en tension des fils, dans la direction de sollicitation. Puis une zone linéaire lors de laquelle les fils travaillent en traction. Par ailleurs deux pics peuvent être distingués. Le premier pic correspond à la rupture des fils de chaine de renfort, non liés dans l’épaisseur. Le second pic correspond à la rupture des fils de chaine de liage, liant l’épaisseur. Ce deuxième pic est également observé dans la structure OT mais n’est pas observé dans les structures de liage couche à couche (AL et OL), car la différence de longueur entre le fils de renfort et de liage est insuffisante. Notons qu’en direction trame, la courbe de traction ne présente qu’un seul pic. Afin de comparer les caractéristiques des structures 3D Interlock chaine, dans les deux directions, de ces courbes de traction trois paramètres sont extraits. Outre l’effort maximal et la déformation associée extraits aux deux pics le cas échéant, la perte d’ondulation est estimée. La perte d’ondulation est la valeur de déformation à partir de laquelle tous les fils sont mis en tension (valeur de déformation qui sépare la zone non-linéaire, de celle linéaire).
Figure 19. Essai de traction sens chaine de la structure AT
Les Figures 20, 21 et 22 présentent respectivement, les valeurs de ces trois paramètres pour les 4 structures, dans les directions chaine et trame. Rapportée au nombre de fils dans la largeur de l’éprouvette, la force à rupture (cf. Figure 20) est du même ordre de grandeur pour les quatre structures. Les structures liées au travers de l’épaisseur (T) semblent les plus équilibrées (en chaine et trame) comparativement à celles liées couche à couche (L), et notamment la structure OL qui présente la résistance en trame la plus faible. Concernant la déformation à rupture (cf. Figure 21) au premier pic pour les fils de chaine, la structure OL ayant un embuvage plus important que la structure AL (cf. Figure 15), la déformation à rupture est plus importante. Concernant les fils de liage, cette remarque est également vérifiée en comparant la déformation à rupture des structures OT et AT relativement à l’ondulation des fils de liage (cf. Figure 15). Cette différence est due au parcours des fils de liage. La perte d’ondulation (cf. Figure 22) correspond à la déformation de mise sous tension des fils. Ces valeurs, au premier pic, montrent que la structure OL, qui présentait les embuvages les plus importants (cf. Figures 14 et 15) des fils de chaine de renfort, présente les pertes d’ondulations les plus élevées. Ce lien entre perte d’ondulation et embuvage, pour les fils de chaines de renfort, est également vérifié en comparant les pertes d’ondulation des structures liées au travers l’épaisseur (T).
Figure 20. Force à la rupture pour les quatre architectures de tissus étudiées
Figure 21. Déformation à la rupture pour les quatre architectures de tissus étudiées
Figure 22. Perte d’ondulation pour les quatre architectures de tissus étudiées
La mise en œuvre des préformes complexes à partir de fils ou de roving à base de fibres de lin est complexe et encore peu décrite dans la littérature qui reste concentrée sur les caractéristiques des fibres et la mise en œuvre des bio-composites. Ce papier décrit la démarche expérimentale afin de contrôler la qualité et les facteurs influents mis en jeu lors du tissage. À l’échelle des mèches, afin de minimiser les défauts de type rupture de fil et excès de fibrillations lors du tissage, il est essentiel d’étudier l’influence de la torsion, mais également la présence d’humidité sur les propriétés mécaniques notamment en traction. L’évolution du titre et des propriétés mécaniques en fonction de la torsion appliquée a ainsi été mise en évidence. En présence d’eau, cette étude a permis de montrer que la dissolution de l’agent de cohésion conduit à une tenue mécanique quasi-inexistante. Par ailleurs la torsion permet de limiter le phénomène de gonflement de manière quasi-linéaire. Dans la seconde partie, la faisabilité de réaliser des structures tissées 3D Interlock chaine à partir de ces mèches de lin a été démontrée. Quatre architectures qui diffèrent par le type d’angle effectué par le fil de liage et par l’épaisseur du liage ont été réalisées, auxquelles une démarche de caractérisation a été associée. Les paramètres d’architecture influent sur les caractéristiques telles que l’épaisseur ou l’embuvage. Le lien entre ces caractéristiques et le comportement mécanique en traction a été mis en évidence dans les résultats exposés. Dans des travaux à venir, le comportement en cisaillement plan et la déformabilité lors de la mise en forme des différentes structures seront analysés.
Cette étude est cofinancée par la région Haut de France, l’Agence de l’environnement et de la maitrise de l’énergie (ADEME) et le groupe Depestele, fournisseur des mèches de lin.
[1] Dittenber, D.B., Gangarao, H.V.S. (2012). Critical review of recent publications on use of natural composites in infrastructure. Composites Part A: Applied Science and Manufacturing, 43(8): 1419-1429. https://doi.org/10.1016/j.compositesa.2011.11.019
[2] Dicker, M.P.M., Duckworth, P.F., Baker, A.B., Francois, G., Hazzard, M.K., Weaver, P.M. (2012). Green composites: A review of material attributes and complementary applications. Composites Part A: Applied Science and Manufacturing, 56: 280-289. https://doi.org/10.1016/j.compositesa.2013.10.014
[3] Shah, D.U. (2014). Natural fibre composites: Comprehensive Ashby-type materials selection charts. Materials and Design, 62: 21-31. https://doi.org/10.1016/j.matdes.2014.05.002
[4] Pil, L., Bensadoun, F., Pariset, J., Verpoest, I. (2016). Why are designers fascinated by flax and hemp fibre composites? Composites Part A: Applied Science and Manufacturing, 83: 193-205. https://doi.org/10.1016/j.compositesa.2015.11.004
[5] Ali, A., Shaker, K., Nawab, Y., Jabbar, M., Hussain, T., Militky, J., Baheti, V. (2018). Hydrophobic treatment of natural fibers and their composites – A review. Journal of Industrial Textiles, 47(8): 2153-2183. https://doi.org/10.1177/1528083716654468
[6] Faruk, O., Bledzki, A.K., Fink, H.P., Sain, M. (2012). Biocomposites reinforced with natural fibres: 2000-2010. Progress Polymer Science, 37(11): 1552-96. https://doi.org/10.1016/j.progpolymsci.2012.04.003
[7] Yan, L., Chouw, N., Jayaraman, K. (2014). Flax fibre and its composites: A review. Composites Part B: Engineering, 56: 296-317. https://doi.org/10.1016/j.compositesb.2013.08.014
[8] Kabir, M.M., Wang, H., Lau, K.T., Cardona, F. (2012). Chemical treatments on plant-based natural fibre reinforced polymer composites: an overview. Composites Part B: Engineering, 43(7): 2883-92. https://doi.org/10.1016/j.compositesb.2012.04.053
[9] Summerscales, J., Dissanayake, N., Hall, W., Virk, A.S. (2010). A review of bast fibres and their composites, Part 1: Fibres as reinforcements. Composites Part A: Applied Science and Manufacturing, 41(10): 1329-35. https://doi.org/10.1016/j.compositesa.2010.06.001
[10] Koronis, G., Silva, A., Fontul, M. (2013). Green composites: A review of adequate materials for automotive applications. Composites Part B: Engineering, 44(1): 120-7. https://doi.org/10.1016/j.compositesb.2012.07.004
[11] Misnon, M.I., Islam, M.M., Epaarachchi, J.A., Lau, K.T. (2014). Potentiality of utilising natural textile materials for engineering composites applications. Materials and Design, 59: 359-68. https://doi.org/10.1016/j.matdes.2014.03.022
[12] Bourmaud, A., Beaugrand, J., Shah, D.U., Placet, V., Baley, C. (2018). Towards the design of high-performance plant fibre composites: How can we best define the diversity and specificities of plant cell walls? Progress in Materials Science, 97: 347-408. https://doi.org/10.1016/j.pmatsci.2018.05.005
[13] Goutianos, S., Peijs, T., Nystrom, B., Skrifvars M. (2006). Development of flax fibre based textile reinforcements for composite applications. Applied Composite Materials, 13(4): 199-215. https://doi.org/10.1007/s10443-006-9010-2
[14] Goutianos, S., Peijs, T. (2003). The optimization of flax fibre yarns for the development of high-performance natural fibre composites. Advanced Composite Letters, 12(6): 237-241. https://doi.org/10.1177/096369350301200602
[15] Baets, J., Plastria, D., Ivens, J., Verpoest, I. (2014). Determination of the optimal flax fibre preparation for use in unidirectional flax-epoxy composites. Journal of Reinforced Plastics and Composites, 33(5): 493-502. https://doi.org/10.1177/0731684413518620
[16] Rask, M., Madsen, B. (2011). Twisting of fibres in yarns for natural fibre composites. In: ICCM18 – 18th international conference on composite materials. Jeju Island, Korea, 21-27 July.
[17] Ma, H., Li, Y., Wang, D. (2014). Investigations of fiber twist on the mechanical properties of sisal fiber yarns and their composites. Journal of Reinforced Plastics and Composites, 33(7): 687-96. https://doi.org/10.1177/0731684413520187
[18] Omrani, F., Wang, P., Soulat, D., Ferreira, M. (2017). Mechanical properties of flax-fibre reinforced preforms and composites: Influence of the type of yarns on multi-scale characterizations. Composites Part A: Applied Science and Manufacturing, 93: 72-81. https://doi.org/10.1016/j.compositesa.2016.11.013
[19] Shah, D.U., Schubel, P.J., Clifford, M.J. (2013). Modelling the effect of yarn twist on the tensile strength of unidirectional plant fibre yarn composites. Journal of Composite Materials, 47(4): 425-36. https://doi.org/10.1177/0021998312440737
[20] Dufour C., Pineau P., Wang P., Soulat D., Boussu F. (2015). Three-dimensional textiles in the automotive industry - Part III 3D textiles for industrial applications, Chapter 10 of Advances in 3D Textiles, X. Chen, Ed. Cambridge, UK: Woodhead Publishing - Elsevier, pp. 265-287. https://doi.org/10.1016/B978-1-78242-214-3.00010-3
[21] Provost, B. (2013). Etude et Réalisation d'une solution à renforts tissés interlock pour la protection balistique de véhicule, Thèse de doctorat, Université de Valenciennes.
[22] Rao, M.P., Sankar, B.V., Subhash, G. (2009). Effect of Z-yarns on the stiffness and strength of three-dimensional woven composites. Composites Part B: Engineering, 40(6): 540-551. https://doi.org/10.1016/j.compositesb.2009.01.011
[23] Rahali, Y., Assidi, M., Goda, I., Zghal, A., Ganghoffer, J.F. (2016). Computation of the effective mechanical properties including non-classical moduli of 2.5D and 3D interlocks by micromechanical approaches. Composites Part B: Engineering, 98: 194-212. https://doi.org/10.1016/j.compositesb.2016.04.066
[24] Saleh, M.N., Lubineau, G., Potluri, P., Withers, P.J., Soutis, C. (2016). Micro-mechanics based damage mechanics for 3D orthogonal woven composites: Experiment and numerical modelling. Composites Structures, 156: 115-124. https://doi.org/10.1016/j.compstruct.2016.01.021
[25] Labanieh, A.R., Vasiukov, D., Liu, Y., Soulat, D., Panier, S. (2017). Influence of off-axis in-plane yarns on the mechanical properties of 3D composites. Composites Part A: Applied Science and Manufacturing, 98: 45-57. https://doi.org/10.1016/j.compositesa.2017.03.009
[26] Decrette, M., Mourad, S., Osselin, J.F., Drean, J.Y. (2016). Jacquard UNIVAL 100 parameters study for high-density weaving optimization. Journal of Industrial Textiles, 45(6): 1603-1618. https://doi.org/10.1177/1528083714567241
[27] Tourlonias, M., Bueno, M.A., Jordan, C., Poquillon, D. (2018). Influence of wear on the sizing layer and desizing of single carbon fibre-to-fibre friction. Wear, 402-403: 64-70. https://doi.org/10.1016/j.wear.2018.02.003
[28] Tourlonias, M., Bueno, M.A. (2016). Experimental simulation of friction and wear of carbon yarns during the weaving process. Composite Part A: Applied Science and Manufacturing, 80: 228-236. https://doi.org/10.1016/j.compositesa.2015.07.024
[29] Leca, A. (2015). Contribution à l'étude de la santé-matière de préformes carbone. PhD-thesis, Université du Havre (France).
[30] Lefebvre, M., Boussu, F., Coutellier, D. (2013). Influence of high-performance yarns degradation inside three-dimensional warp interlock fabric, Journal of Industrial Textiles, 42(4): 475-488. https://doi.org/10.1177/1528083712444298
[31] Mouritz, A.P., Bannister, M.K., Falzon, P.J., Leong, K.H. (1999). Review of applications for advanced three-dimensional fibre textile composites. Composites Part A: Applied Science and Manufacturing, 30(12): 1445-1461. https://doi.org/10.1016/S1359-835X(99)00034-2
[32] Tong, L., Mouritz, A.P., Bannister, M.K. (2002). 3D Fibre Reinforced Composite Materials. London: Elsevier Applied Science.
[33] Hu, J. (2008). 3D fibrous assemblies, properties applications and modelling of three dimensional textile structure. Woodhead Publishing.
[34] Adanur, S., Tam, C. (1997). On-machine interlocking of 3D laminate structures for composites. Composites Part B: Engineering, 28(5): 497-506. https://doi.org/10.1016/S1359-8368(96)00084-4
[35] Kumar Bandaru, A., Sachan, Y., Suhail, A., Alagirusamy, R., Bhatnagar, N. (2017). On the mechanical response of 2D plain woven and 3D angle-interlock fabrics. Composites Part B: Engineering, 118: 135-148. https://doi.org/10.1016/j.compositesb.2017.03.011
[36] Vernet, N., Trochu, F. (2016). Analysis and modeling of 3D interlock fabric compaction behavior. Composites Part A: Applied Science and Manufacturing, 80: 182-193. https://doi.org/10.1016/j.compositesa.2015.10.024
[37] Zhong Sheng S., Van Hoa S. (2003). Modeling of 3D angle interlock woven fabric composites. Journal of Thermoplastic Composite Materials, 16(1): 45-58. https://doi.org/10.1177/0892705703016001206
[38] Boussu, F., Cristian, I., Nauman, S. (2015). General definition of 3D warp interlock fabric architecture. Composites Part B: Engineering, 81: 171-188. https://doi.org/10.1016/j.compositesb.2015.07.013
[39] Le Duigou, A., Davies, P., Baley, C. (2009). Seawater ageing of flax/poly(lactic acid) biocomposites, Polymer Degradation and Stability, 94(7): 1151-1162. https://doi.org/10.1016/j.polymdegradstab.2009.03.025
[40] Baley, C., Le Duigou, A., Bourmaud, A., Davies, P. (2012). Influence of drying on the mechanical behaviour of flax fibres and their unidirectional composites. Composites Part A: Applied Science and Manufacturing, 43(8): 1226-1233. https://doi.org/10.1016/j.compositesa.2012.03.005
[41] Moothoo, J., Ouagne, P., Allaoui, S., Soulat, D. (2014). Vegetal fibre composites for semi-structural applications in the medical environment. Journal of Reinforced Plastics and Composites, 33(19): 1823-1834. https://doi.org/10.1177/0731684414548608
[42] Cuinat-Guerraz, N., Dumont, M.J., Hubert, P. (2016). Environmental resistance of flax/bio-based epoxy and flax/polyurethane composites manufactured by resin transfer moulding. Composites Part A: Applied Science and Manufacturing, 88: 140-147. https://doi.org/10.1016/j.compositesa.2016.05.018
[43] Celino, A., Fréour, S., Jacquemin, F., Casari, P. (2014). The hygroscopic behavior of plant fibers: A review. Frontiers in Chemistry, 1: 43. https://doi.org/10.3389/fchem.2013.00043
[44] Alamri, H., Low, I. (2012). Mechanical properties and water absorption behaviour of recycled cellulose fibre reinforced epoxy composites. Polymer Testing, 31(5): 620-628. https://doi.org/10.1016/j.polymertesting.2012.04.002
[45] Roudier, A. (2012). Analyse multi-échelle du comportement hygro-mécanique des fibres de lin. Ph.D thesis, Université Blaise Pascal - Clermont II.