Shashi Prakash Dwivedi* | Satpal Sharma | Tanuj Singh | Naresh Kumar
© 2020 IIETA. This article is published by IIETA and is licensed under the CC BY 4.0 license (http://creativecommons.org/licenses/by/4.0/).
OPEN ACCESS
Welding of copper and copper alloys through conventional welding processes not only exhibit various difficulties during the joining process but also causes the production of harmful gases, which affect human life. This work deals with the joining of copper-based materials using microwave radiation and brass as a filler material without any harmful gases. The resulted joints are characterized by using metallurgical microscopy. Mechanical characterizations are done through tensile testing, Brinell’s hardness testing, corrosion testing, and specific strength testing. The results reveal that the successful joining of copper-based materials is possible by using brass based powder as filler material via microwave radiation. The resulted joints have uniform metallurgical structure and lower defects. It confirms better diffusion between materials at joints. Higher mechanical strength is resulted due to lower processing defects. The results show that the ultimate tensile strength and hardness obtained in this study are higher than the base material.
copper, brass based powder, microwave technique, corrosion, specific strength
Welding is the fabrication process in which two materials, usually metals or thermoplastics are permanently joined by fusion. To form the joint either the base metal or filler material is melted to form the molten pool which forms a joint on cooling. The process may be carried out either with filler material or without filler material. The process is termed as microwave welding when an electromagnetic interaction happens between the incident microwave radiation and the objective material. In this process joining is promoted by utilizing radiation of frequency 2.45 GHz. The electromagnetic interaction is administered to a great extent by the dielectric properties of the material. The process can be used with or without helper materials. This process offers various favourable conditions such as; volumetric melting, joining of intricate and three-dimensional joint geometries, suitability to weld complex parts, the low capital cost of hardware, low power utilization, and simplicity of dismantling. The higher recurrence utilization outcome in speedier melting than in radio recurrence welding makes the process more attractive [1-3].
Welding without helper materials (coordinate heating) is favourable to join the materials that heat up in a microwave field whereas welding with helper materials (backhanded heating) is suitable for all microwave inactive thermoplastics that can't be heated specifically. In the backhanded heating procedure, a material is placed between the parts to be joined. This material heats up due to microwave radiations and passes this warmth on to the parts to be joined and a part of it is displaced into the weld bead. The process finds its suitability in particular weld zones are inside the assembled parts. The welded parts can be detached by melting this subordinate material through microwave heating [4]. This process finds its suitability for joining of parts being used in high temperature, high wear and corrosive environment. Al2O3 ceramics components using nano-metric Silicon powder as an interlayer material are joined using this process [5]. Ceramic Silicon Carbide (SiC) parts can be suitably joined by microwave-assisted combustion synthesis [6]. Mild steel plates can be joined by microwave welding using microwave oven of 900 W and fixed frequency of 2.45GHz. Nickel (Ni) based metallic powder can be used as an interfacing material between the bulk pieces and charcoal can be used as a susceptor material to facilitate microwave hybrid heating [7]. Inconel-625 metal pieces can be joined by using microwave energy and Ni-based alloy as a sandwich layer between the substrates [8]. Microwave energy finds its wide application but there are certain biological effects associated to it. Still, a wide variety of applications can be worked out using microwave power [9]. Microwave energy can be used for sintering of powder compacts with high electrical conductivity [10]. Carbide reinforced metal framework composite cladding on austenitic stainless steel (SS316) can be performed by using a multimode microwave tool. Cladding takes place when microwave radiation impact on arranged clad material at 2.45 GHz for 420 sec [11]. Stainless steel (SS316) can be joined effectively to mild steel by utilizing the multi-mode instrument at 2.45 GHz and 900W. The process is facilitated by nickel-based powder used as a sandwich layer between the mass piece and microwave radiation at barometrical condition [12]. The cladding through microwave radiation can be improved by using Ni-based material of 20% chromium 23C6 powder. Composite cladding is created on substrate austenitic stainless steel (SS316) by using 900 W and 2.45 GHz microwave for introduction time of 360 sec [13]. Two sorts of microwave facilities can be used for preparing materials. They are variable frequency microwave facilities (V.F.M.F) and fixed frequency microwave facilities (FFMF) [14]. It is possible to join regular steel and cast iron pieces in a microwave field using a braze powder as helper material [15]. Inconel 718 plates can be joined by utilizing nickel powder of particle size 0.2 mm in interface layer using 2.45 GHz local microwave tool at 900 W [16]. Stainless steel (SS316) to stainless steel (SS316) can be joined in mass shape by microwave hybrid heating [17]. Powder metal compact, porous can be heated as well as sintered in a microwave field [18]. Stainless steel (SS316) pieces can be joined by using nickel powder-based sandwich layer and microwave hybrid heating in household microwave oven [19]. Welding of thermoplastics performed by using microwave energy is compared with the contemporary methods of welding using prioritization matrix [20]. The powder size of interface material affects the selective hybrid carbon microwave joining of steel pieces SS304–SS304. Smaller powder size resulted in better tensile strength and hardness when tested with particles of size 50 μm, 40 μm, 30 μm, 20 μm [21, 22].
From the existing literature, it is notable that most of the researchers have worked with ferrous metal and its alloys to study the usage of microwave energy for the joining process. Some researchers have welded dissimilar and non-ferrous metals using solid-state welding processes. Zafer Barlas et al. [23] tested the welding of copper and brass plates using friction stir welding technique. Friction stir welding process is a solid-state welding process. Brass (CuZn) plate easily gets bonded with pure Copper (Cu) plate during friction stir processing due to involvement of Zinc (Zn). But, welding of two Copper plates poses some difficulties when welded through friction stir processing. Welding of copper base material using microwave energy and brass as interfacial material has not studied so far. In the present study, microwave energy is used to weld two copper plates in the presence of brass as a helper material, which results in a sort of fusion welding technique. This technique offers a route to resolve the difficulties in joining of two copper plates. Mechanical and metallurgical characterizations of the welded part were carried out to observe weldability of copper material through microwave technique.
2.1 Selection of parent metal
Table 1. Properties of copper metals
|
Physical Properties |
Chemical Properties |
|
|
Melting point |
1084.62°C |
Copper does not respond to water, but it gradually responds to environmental oxygen and form a layer of brown-black copper oxide. This layer shields the fundamental metal from promoting corrosion. |
|
Boiling point |
2562°C |
|
|
Density |
8.96 g/cm3 |
|
In the present investigation, Copper (Cu) was taken as the base material for welding through microwave technique. The selection of parent material is based on the literature survey. It was observed that copper-based materials are used for some modern applications like transformers, vehicle parts and many household applications like utensils, battery, plumbing and so forth. Also, joining of copper-based materials is troublesome using conventional welding techniques and no work is accounted for the study of welding of the copper plate using microwave energy and brass as a helper material. Copper is a soft, malleable and ductile metal. It is extensively used as a high thermal and electrically conductive material. Table 1 shows the properties of copper.
2.2 Joining of copper metal by domestic microwave oven
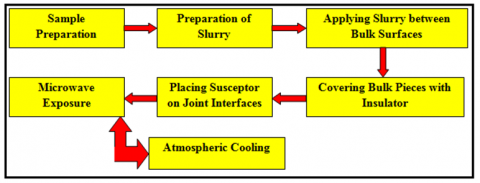
The welding of copper plates was carried out in the domestic microwave oven of 2.45 GHz frequency and 900 W output power rating. The advancement joining time was taken before performing actual tests and it was observed that 6 minutes were adequate for welding. The filler layer of brass powder was placed between the faying surface and the joint was shielded using a layer of charcoal as a susceptor. The susceptor gets heated because of microwaves energy absorption and it transfers the heat to the sample by conventional modes of heat transfer, so that the sample becomes lossy. The lossy sample starts to interact with the microwave when the coupling temperature. A typical flow-chart of the microwave process is shown in Figure 1.
Figure 1. A typical flow-chart of microwave process
Figure 2. Microwave welding process
During direct microwave processing, energy is supplied by an electromagnetic field directly to the material; which results in rapid and uncontrolled heating of the workpiece but the presence of susceptor facilitates hybrid heating by offering transfer of heat through conventional modes of heat transfer during the initial phases along with direct heating due to microwave in later stages when the coupling temperature is reached. In this process, susceptor heats the workpiece at the surface whereas microwave absorption causes volumetric heating. Therefore, susceptor helps to reduce time and energy. The schematic outline and material arrangement for welding process using the hybrid heating method are shown in Figure 2.
During the experiment, suitable presentation time is acquired through several exploratory trials at different periods. Ideal time is chosen based on the creation of perfect welded joints. Various parameters related to the welding of copper-based workpieces are listed in Table 2. Figure 3 shows the welded joint made by using copper workpieces with fine brass powder as a filler material and an exposure time of 450 seconds. It can be observed that the joint is free from defects and proper metallurgical bonding has happened due to hybrid heating. The samples were polished properly and prevented from all impurities by keeping them in an acetone solution.
Table 2. Various parameters used in microwave welding
|
Parameters |
Description |
|
Microwave oven |
Domestic multimode (Model: IFB) |
|
Power rating |
900 W |
|
Working frequency |
2.45 GHz |
|
Exposure time |
360 sec |
|
Work material |
Copper-based material |
|
Filler material |
Brass |
|
Separation material |
Pure graphite sheet |
|
Susceptor |
Fine-grained charcoal |
Figure 3. Welded sample of copper using brass as filler material
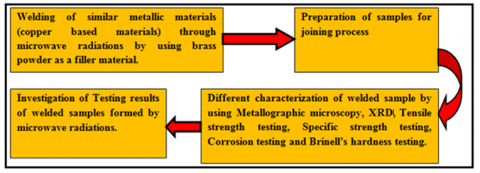
2.4 Outlines of present work
The present work included four principal stages as shown in Figure 4.
Stage 1
Selection of specific workpiece material for microwave welding based on the gap observed in the literature review section.
Stage 2
Preparation of clean workpieces by polishing them with the help of emery paper of grain estimate 800 and 1000 ratings. The workpieces were dipped in acetone solution for the removal surface impurities before the joining process.
Stage 3
Microwave introduction time was figured via trials.
Stage 4
The joints created through a hybrid energy method were described by mechanical and metallurgical characterization. Different strategies of XRD, metallographic microscopy was utilized for characterizations. The principal goal of this step is to ensure defect-free joints. For tensile testing, samples were made according to ASTM standard E8/E8-09 standard with length 18 mm and width 3 mm. The joined samples were compared through microstructural and mechanical properties analysis.
Figure 4. Flow chart showing the stepwise work procedure used in present work
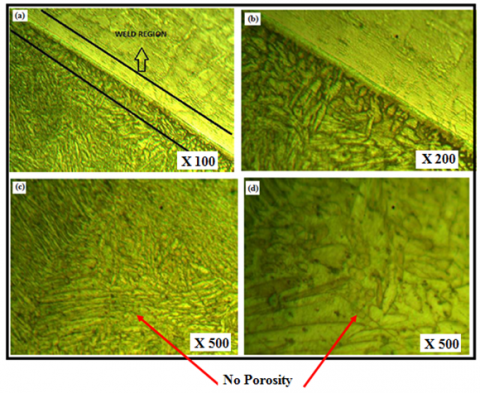
3.1 The microstructure of joints by microwave processing
The images obtained from metallurgical microscopy of copper-based welded joints formed by microwave processing are shown in Figure 5. Perfect metallurgical bonding and diffusion at the interface of filler and base material can be observed from the microstructural images. The images also depict lower porosity levels at the joint. The images are observed at different magnifications to observe the homogeneity of the weld zone. Lower defect formation in the weld zone validates that proper heating can be obtained through microwave radiation. Table 3 shows the observation of metallographic properties. Figure 6 shows the microstructure image of the joint interface developed between copper plates in the presence of brass as filler material. The proper joint interface can be observed between two copper plates using brass as filler material. The proper interface between the copper plates enhanced the joint strength.
Figure 5. Microstructural analysis at various phases
Table 3. Microstructure analysis
|
Parameter |
Observation |
|
Micro Structure - (200X) Test Method-ASM-9-2009 |
Complete fusion of base metal to filler metal. The welded joint is freed from cracks, porosity and other harmful defects. The microstructure has dendrites of alpha phase in a matrix of the beta phase |
Figure 6. Microstructure of joint interface developed between copper plates in the presence of brass as filler material
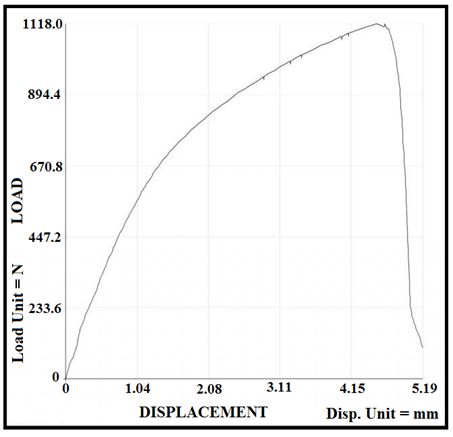
3.2 Tensile strength analysis of joint
Tensile strength of welded joint created by hybrid heating through microwave is measured by using a tensometer. Tensile test of the specimen shows great results under high peak loads [24]. The results show that the tensile strength obtained for the specimen is higher than that of the base material [25]. It confirms a strong bonding between filler and base material due to diffusion caused by hybrid heating. The results obtained for tensile tests of welded joints are shown in Table 4. The variation of tensile strength with the applied load can be noted in Figure 7. Presence of Zn, Cu3Zn, CuZnO.5Zr0.5, CuNi5Sn, MgO and other elements in the welded zone enhanced the tensile strength of copper welded joint. These elements facilitate a strong bonding between the base material and filler material. Formation of these compounds confirms that the base material copper has properly mixed with filler material brass and the weld zone has acquired proper strength.
Table 4. Tensile strength of joint
|
Peak Load (N) |
Break Load (N) |
Ultimate Tensile Strength (MPa) |
|
1118 |
225.6 |
248 |
Figure 7. Tensile analysis of sample
3.3 Hardness analysis of joint
Brinell’s hardness was carried out at the joints developed by microwave processing. The Brinell’s hardness test of welded joints shows that the hardness of base material is lower than that of hardness at joints. The average Brinell’s hardness was found to be 82 BHN at the joint. Higher hardness at the joint is due to the presence of compounds formed as a result of diffusion between the particles of filler and base materials.
3.4 Specific strength of joint
Specific strength or strength-to-weight ratio is defined as strength (force per unit area) divided by its density. The SI unit for specific strength is N-m/kg. The results of the tensile strength test can be used to calculate the specific strength of the weld material. For the test specimen:
The cross-sectional area was
$A=3 \times 1.5=4.5 \mathrm{mm}^{2}$
Strength of a weld bead = Peak load/area
= 1118 / 4.5 N/mm2
= 248 N/mm2
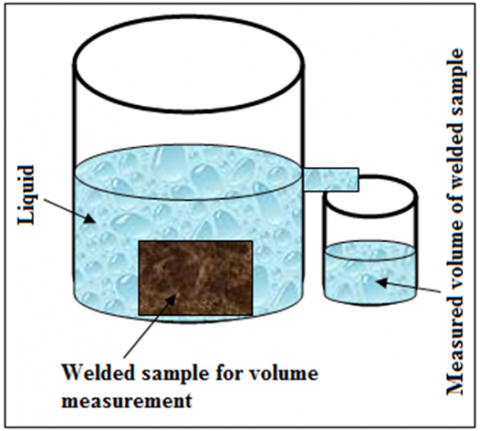
Figure 8. Volume measurement of welded sample
The experimental density of the welded joint has been observed to identify the specific strength of the joint. The experimental density of welded joint was observed from the Archimedes principle. Mass of the sample was measured. Measurement of volume process is shown in Figure 8. Experimental density was calculated from the given formula.
Experimental density = (Mass of the sample/volume)
Experimental Density was 9.185 g/cm3
Further specific strength was obtained by the given equation:
Specific strength = (Strength of a weld bead/ Experimental density)
Specific strength = 0.027 N m/kg
3.5 Corrosion test analysis of welded joints
To study the corrosive effect on the joint, samples were placed in the salt spray chamber. To conduct the test the salt solution (5% NaCl + 95% of water) was used to perform the corrosion test. The test was conducted for 96 hours and inspection of the parts was done after every 24 hours. After 96 hours the samples were weighed and it was observed that there is no difference between weight before the test and after the test.
The joining of materials through hybrid heating by using microwave radiation has emerged as a novel material processing technique of joining. It has broadened the spectrum of application of microwave energy from sintering of ceramics to joining of metallic materials. The present work was based on joining of similar copper-based materials through hybrid heating by microwave radiations. The major aspects of the present work are given below:
[1] Lauf, R.J., Bible, D.W., Johnson, A.C., Everliegh, C.A. (1993). 2-18 GHz broadband microwave heating systems. Microwave Journal, 36(11): 24-27.
[2] Keyson, D., Volanti, D.P., Cavalcant, L.S. (2007). Domestic microwave oven adapted for fast heat treatment of Ba0.5Sr0.5 (Ti0.8Sn0.2)O3 powders. Journal of Materials Processing Technology, 189(1-3): 316-319. https://doi.org/10.1016/j.jmatprotec.2007.02.001
[3] Bruce, R.W., Fliflet, A.W., Huey, H.E., Stephenson, C. (2010). Microwave sintering and melting of titanium powder for low-cost processing. Key Engineering Materials, 436: 131-140. https://doi.org/10.4028/www.scientific.net/KEM.436.131
[4] Wong, J., Binner, J., Pang, Y., Vaidhyanathan, B. (2008). Microwave-enhanced densification of sol-gel alumina films. Thin Solid Films, 516(18): 5996-6001. https://doi.org/10.1016/j.tsf.2007.10.095
[5] Zhao, Y., Zeng, X., Hou, G., Zhang, W. (2013). Interface reaction of joining aluminum oxide ceramic by microwave method. Journal of Advance Material Research, 753-755: 388-391. https://doi.org/10.4028/www.scientific.net/AMR.753-755.388
[6] Rosa, R., Colombini, E., Verones, P., Poli, G., Leonelli, C., Ferraris, M., Salvo, M., Han, S. (2013). Microwave assisted combustion synthesis in system Ti-Si-C for joining of sic: Experimental and numerical result. Journal of European Ceramics Society, 33(10): 1707-1719. https://doi.org/10.1016/j.jeurceramsoc.2013.03.005
[7] Srinath, M.S., Sharma, A.K., Kumar, P. (2011). Investigation of microstructural and mechanical properties of microwave processed dissimilar joints. Journal of Manufacturing Processes, 13(2): 141-146. https://doi.org/10.1016/j.jmapro.2011.03.001
[8] Osepchuk, M.J. (2013). A history of microwave heating applications. IEEE Trans Microwave Theory Technol, 32(9): 1200-1224. https://doi.org/10.1109/TMTT.1984.1132831
[9] Rodiger, K., Dreyer, K., Gerdes, T., Porada, M. (1998). Microwave sintering of hard metals. Int. J Refract Met Hards Master, 16(4-6): 409-416. https://doi.org/10.1016/S0263-4368(98)00050-X
[10] Gupta, P., Kumar, S. (2014). Investigation of stainless steel joint fabricated through microwave energy. Materials and Manufacturing Processes, 29(8): 910-915. https://doi.org/10.1080/10426914.2014.892975
[11] Sharma, A.K., Srinath, M.S., Kumar, P. (2009). Microwave joining of metallic materials. Indian Patent Application No. 1994/Del/2009, 2009.
[12] Gupta, D., Sharma, A.K. (2010). A method of cladding of metallic and nonmetallic powders on metallic substrate by microwave irradiation. Indian Patent 527/Del/2010, 2010.
[13] Kumar, S.H. (2006). Productive improvement of composites processing through use of industrial microwave technologies. PIER, 66: 267-285. https://doi.org/10.2528/PIER06111901
[14] Brosnan, K.H., Messing, G.L., Agrawal, D.K. (2011). Microwave sintering of alumina at 2.45 GHz. J Am CerSoc, 86(8): 1307-1312. https://doi.org/10.1111/j.1151-2916.2003.tb03467.x
[15] Bansal, A., Sharma, A.K., Das, S. (2013). Metallurgical and mechanical characterization of mild steel-mild steel joint formed by microwave hybrid heating. Sadhana, 38: 679-686. https://doi.org/10.1007/s12046-013-0142-4
[16] Bansal, A., Sharma, A.K., Kumar, P., Das, S. (2014). Characterisation of bulk stainless steel joint developed through microwave hybrid heating. Materials Characterization, 91: 34-41. https://doi.org/10.1016/j.matchar.2014.02.005
[17] Roy, R., Agrawal, D., Cheng, J., Gedevanishvili, S. (1999). Full sintering of powdered metal bodies in microwave field. Nature, 399: 668-670. https://doi.org/10.1038/21390
[18] Gupta, P., Kumar, S., Kumar, A. (2013). Study of joint formed by tungsten carbide bearing alloy through microwave welding. Material and Manufacturing Processes, 28(5): 601-604. https://doi.org/10.1080/10426914.2013.763966
[19] Roychoudhry, A., Sharma, V. (2014). Microwave welding a comparative analysis with contemporary method of welding thermoplastics based on prioritization matrix. International Journal of Scientific and Engineering Research, 5(10): 1199-1206.
[20] Bagha, L., Sehgal, S., Thakur, A., Kumar, H. (2017). Effect of powder size of interface material on selective hybrid carbon microwave joining of SS304-SS304. Journal of Manufacturing Processes, 25: 290-295. https://doi.org/10.1016/j.jmapro.2016.12.013
[21] Pierre, R.R. (2012). Handbook of Corrosion Engineering. McGraw Hill Professional, Second Edition. https://www.accessengineeringlibrary.com/content/book/9780071750370
[22] Mirshekari, G.R., Tavakoli, E., Atapour, M., Sadeghian, B. (2014). Microstructure and corrosion behavior of multipass gas tungsten arc welded 304L stainless steel. Materials and Design, 55: 905-911. https://doi.org/10.1016/j.matdes.2013.10.064
[23] Barlas, Z., Uzun, H. (2010). Microstructure and mechanical properties of friction stir butt welded dissimilar pure copper/brass alloy plates. Int. J. Mat. Res. (formerly Z. Metallkd.), 101(6): 801-807. https://doi.org/10.3139/146.110340
[24] Dwivedi, S.P., Maurya, N.K., Maurya, M. (2019). Effect of uncarbonized eggshell weight percentage on mechanical properties of composite material developed by electromagnetic stir casting technique. Revue des Composites et des Matériaux Avancés, 29(2): 101-107. https://doi.org/10.18280/rcma.290205
[25] Ashok, B., Naresh, S., Obi Reddy, K., Madhukar, K., Cai, J., Zhang, L., VaradaRajulu, A. (2014). Tensile and thermal properties of poly (lactic acid)/eggshell powder composite films. International Journal of Polymer Analysis and Characterization, 19(3): 245-255. https://doi.org/10.1080/1023666X.2014.879633